1
Изобретение отиоситса к устройствам для изготовления бесконечной полосы, преимущественно при непрерывной обработке полосового материала и может быть использовано в непрерывных агрегатах отделки поверхности, термообработки или прокатки полосового материала, а также непрерывных трубосварочных CTanaxj профилегибочных и дрзггих агрегатах, использующих рулонную прлосбвую заготовку.
Известно устройство для лзготовпею1Я бесконечной полосы, выполненное в виде двух параллельных линий подготовки полосы, каждая из которых содержит разматыватель с отгнбателем, правильную машину, ножяипы и направлякшие ролики, и обслуживающей их стыкосварочной машины ij .
Хстройство работает следующим образом.
Рулоны полосового материала поочеред но подают на барабан неработающего в время размагывателя, затем подготавляввют передний конец этого рулона под сварку и направляют к стыковочной машине. С работающего разматывателя сматывают полосу я подают на последуюа ую обработку.
После смотки всей полосы с этого раамативтепя, задний ее конец подготавливаю под сварку и сваривают с передним кoнцo последующей полосы.
Затем очередной рулон полосового х агериала устанавливают на барабан освободив1иегося рааматывателя (неработающего в дайное время) и повторяют предыдущие операции.
Наиболее гушественным недостатком этого устройства является то, что для соединения полос в бесконечную пенту сваривают задний конец предыдущего рулона с передним концом последующего.
Высокие требования к качеству свариого шва (отклонения толщины свариваемых между собой концов полосы находятся в пределах О,О25 мм) и то, что утолщение на передних концах горячекатанных рулонов существенно больше, чем на задних, опре деляют и большую длину отрезаемого участка переднего конца полосы, это увеличит расход металла. Различный характер изменения толщины переднего я заднего концов рулонов снижает проходимость сварного
Шл Ли последующих операциях, например при nocnenyxMieft прокатке.
Цепью вас таящего иаобрвгевия является повышение изготавляваемого яэделгия путем сварки однонменных концов
рулонов на всем протяжении яэготчэвпвняя полосы.
Указанная цель досгигается тем, что /стройсгво снабжено допопнительной линией подготовки полосы и сгыкбсварочной машиной, размешенными перед раэмагывагелями параллельных линий по ходу движения 6есконе нойполосы, а разма гыватель каждой изпараллельных линий снабжен, реверсивным двигателем, допол(11ИТельнь1М отгибателем, правильной машиной в напраалягошими роликами.
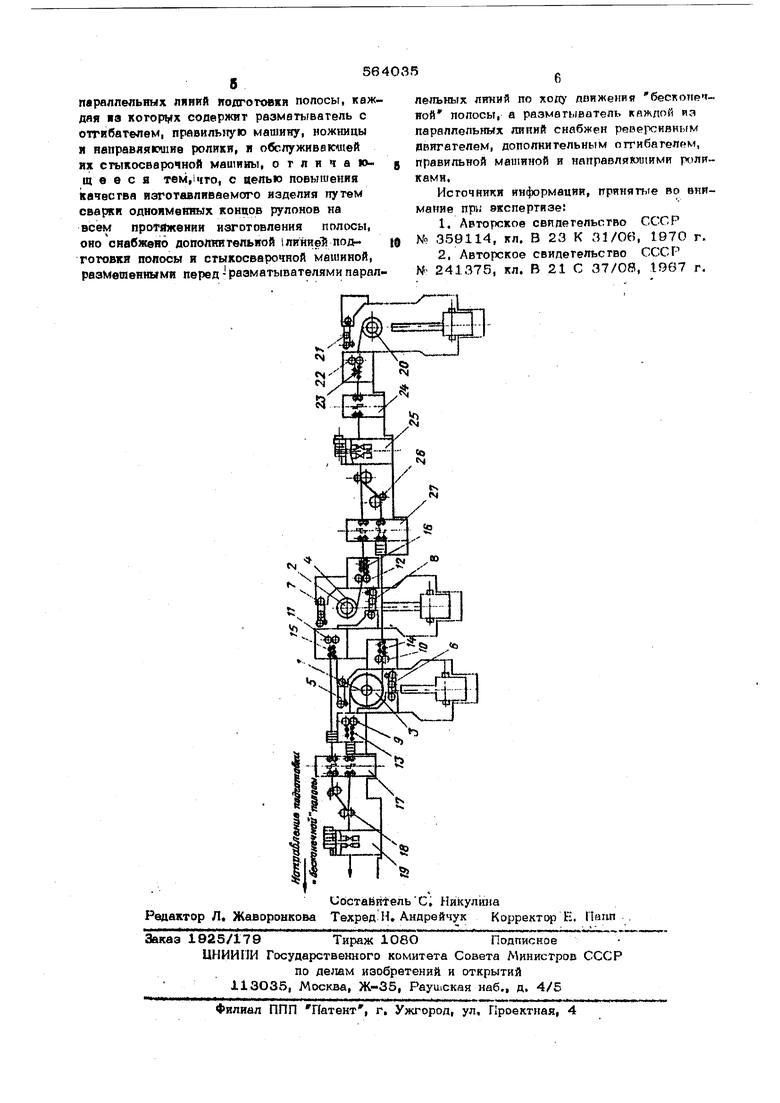
На чертеже изображено пред агаемое устройство, общий вид..
Устройство содержит два разматывателя 1 и 2 с реверсивными двигателями 3 и два комплекта прижимных гибочных роликов 8, в и 7, 8 и два «омп1)в.сга тянущих роликов 9, 10 и 11J 12, сбйокяровантгх соответственно с правильными машинами 13, 14 и 15, 16, расположенными симмет рично относительно центров враШения соогветствующих барабанов разматывателей. За правильными машинами 13 и 15 pasMeiueHii гильотинные ножницы 17, направляющие
ролики 18 и стыкосварочная машина 19.
Перед разматывателями по ходу движения бесконечной полосы установлена технологическая линия, содержащая раэматыватель 20 с прижимными гибочными ро/шками 21, Тяпушне ролики 22j сблокированные с правильной машиной 23, ножтшцы 24, стыкосвврочкую машину 2S и направляющие ролики 2в, За направляющими роликами установлены гильотинные ножницы 27.
Устройство работает следующим образом.
Во время подачи полосы на обработку с одного из реверсивш гх раэматывателей, например разматывателя 1 с реверсивным приводом 3, передние концы рулонов полосового материала, установленные на барабанах разматывателей 2 я 20 одновременно отгибают при помощи прижимных гибоЧ1{ых роликов 8 и 21 подают к тянущим роликам 12и 22, сблокированным с правильными машинами Ш Я J23. Вылравленньге пе(1едние концы направляют; один к сдвоенным гильотинным ножнипам 27, другой к гильотинным ножницам 24, Ни ножницах обрезают утолщенные учпсгки полосы.
Подготовленные под сварку передние К01гиы улонов подают к стыкосв прочиой машине- 25, где сваривяюг их друг с д тугом После спорки кокцоп полосу с разк атывагейя 20 пе;)оМ11ты0пюг нп разматываталь 2,
В полученном укрепленном рулоне снаружи оказывается задний конеа рулона, который был установлен на резматывателе 2О.
Этот конец рулона отгибают и при помощи прижимного и гибочного ролика 7, при реверсировании| привода 4 подают к тянущим роликам 11с правильной машиной 15. Выправленный конец рулона подают я: сдвоенкым гильотинным ножницам 17, где обрвзв ют его утолщенную часть. Подготовленный под сварку конец направляюи1ими роликами 18 подают к стыКосварочной машине 19.
После смотки всей полосы с разматывателя 1 задний конец ее выправляют на пра вильиой машине 13, обрезают утолщеннуК) его часть на ножницах 17 и направляимиими ропиками 18 подают к стыкосварочной машине 19, где сваривают между собой ооноименные концы смежных укрупненных рулонов, после чего подают на обработку, полосу с разматьшатбля ,2.
Во время этого разматывателя очередные да$ру с)каурганав;1ивают на барабаны разматывателей 1 н 20|одновреМвн но отгибают передние концы этих рулонов и при помощи прижимных и гибочных роликов 6 и 21 подают к тянущим роликам. 10 и 22, сблокированным соответственно с правильными машинами 14 и 23. Выправленные передние концы направляют к ножницам 27 и 24. После обрезки утолщенных участков полосу направляют к стыкосварочной машине 25.
После сварки концов одтг с другим, прявод 3 разматыпателя 1 реверсируют и перематывают на него полосу с разматьшателя 20. Затем отгибают передний конец укрупненного рулона и при помощи прижимного гибочного ролика 5 подают его к тянущим роликам 9 с правильной машиной 13. Выправленный конец подают к оплкосварочной машине 19. После смотки всей полосы с разматывателя 2, подготовленньгй под сворку конец ее сваривают с одноименным концом укрупненного рулоне разматывателя 1 и цикл повторяют.
Предлагаемое устройство обеспечивает сварку одноименных концов полос между собой, что улучшает проходимость сварных швов на последуГ лих переделках, улучшает качество поверхности при последующей обработке, а также увеличивает пропускную способность участка подготовки бесконечной полосы.
Формула изобрв1ения
Устройство для изгоюплення бесконвчиоГ) полосы, ныполнеиное в виде двух
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ РАСКРОЯ ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2047427C1 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ЛИНИЯ ДЛЯ СТЫКОВОЙ СВАРКИ РУЛОНОВ В БЕСКОНЕЧНУЮ ПОЛОСУ | 1991 |
|
RU2008111C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Трубосварочный стан для производства труб в бухтах | 1979 |
|
SU990363A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Агрегат для производства термоупрочненных труб | 1980 |
|
SU963593A1 |
| Способ обработки горячекатаной полосы из углеродистых сталей в непрерывно-травильном агрегате | 1981 |
|
SU1018985A1 |
