Изобретение относится к обработке металлов давлением и может быть использовано в производстве кольцевых деталей раздачей, совмещенной с правкой.
Известен штамп для растяжки кольцевых деталей, содержащий основание с матрицей и упорами для заготовки, верхнюю плиту с центральным конусом и растягивающие кулачки, контактирующие с боковой поверхностью центрального конуса, выполненные с полостью для размещения заготовки, при этом кулачки установлены на боковых поверхностях центрального конуса с возможностью перемещения вдоль конуса и контакта с упорным кольцом.
Недостатком этого штампа является то, что ввиду небольшого размера полостей для заготовки в растягивающих кулачках требуется большая точность заготовки по диаметру, чтобы она свободно прошла в полость кулачка, а также сложность изготовления кулачков.
Наиболее близким по технической сущности к изобретению является штамп, содержащий нижнюю плиту с матрицей и верхнюю плиту с центральным клином в виде усеченной пирамиды, на боковых сторонах которой посредством шпонок размещены с возможностью перемещения секции пуансона, имеющие полости для размещения заготовок, а на малом основании жестко закреплено удерживающее кольцо, причем со стороны большего основания пирамиды на секциях пуансона установлено упорное кольцо [1] .
Недостатком этого штампа является то, что при увеличенной полости для заготовки ухудшается качество правки заготовки по плоскости, так как уменьшается длина линии контура поперечного сечения профиля, подвергаемого правке, а также сложным остается изготовление секций пуансона
Цель изобретения - повышение качества обработки кольцевых деталей и технологических возможностей штампа.
Это достигается тем, что вместо полости для заготовки в секциях пуансона последние разделяются на внутренние секции, предварительно растягивающие и калибрующие внутренний диаметр кольцевой заготовки, и внешние секции, правящие горизонтальные поверхности заготовки. Такое разделение одновременно упрощает изготовление секций пуансона.
Изготовление одной внешней секции пуансона с подвижной подвеской позволяет производить осадку усиления стыкового сварного шва по всему периметру.
При изготовлении всех внешних секций пуансона с подвижной подвеской заготовка подвергается всестороннему сжатию.
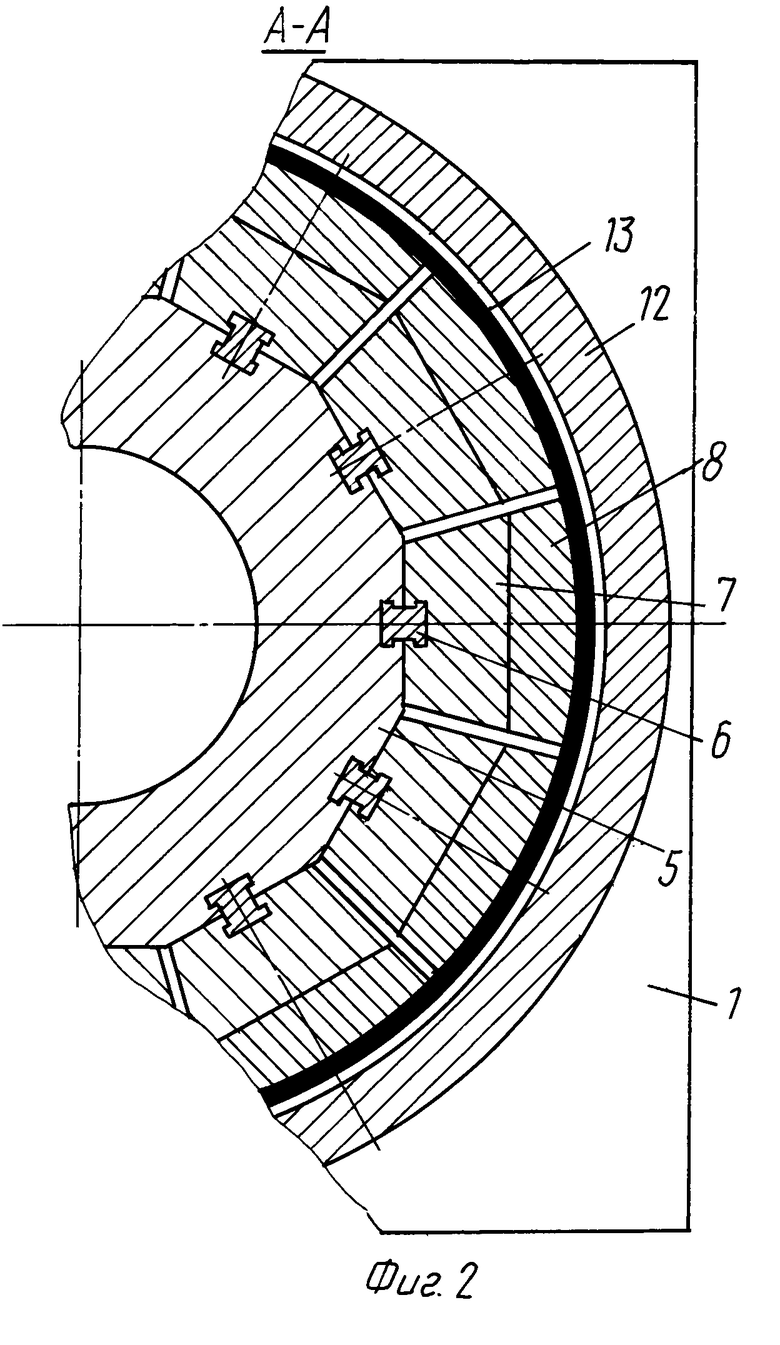
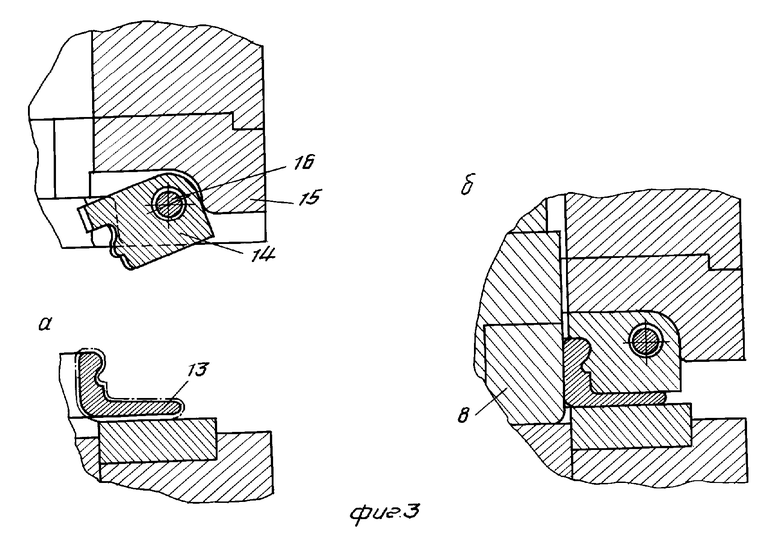
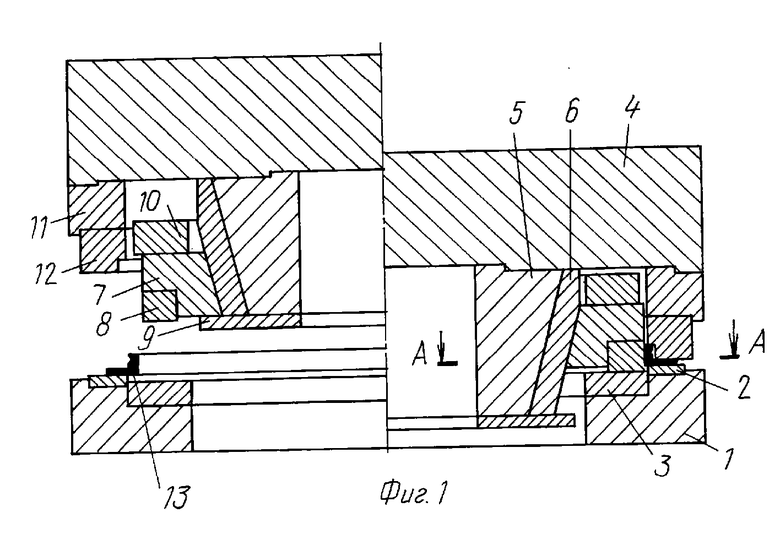
На фиг. 1 изображен штамп, общий вид в продольном разрезе (влево от оси - в раскрытом положении, вправо - в закрытом положении); на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел осадки усиления сварного шва.
Штамп состоит из нижней плиты 1 с концентрично закрепленными на ней матрицей 2, собранной из секций, и опорным кольцом 3 и верхней плиты 4 с центральным клином 5 в виде усеченной пирамиды, по боковым поверхностям которой установлены 1-образные шпонки 6, служащие направляющими внутренних секций пуансона 7 с рабочими сменными вставками 8, с удерживающим кольцом 9, жестко закрепленным к основанию пирамиды, с уравнивающим кольцом 10, свободно расположенным на внутренних секциях пуансона 7 со стороны большего основания пирамиды, и неподвижно смонтированного на верхней плите 4 монтажного кольца 11 с жестко связанными с ним дополнительными внешними секциями пуансона 12.
Узел осадки усиления сварного шва состоит из подвижной подвески 14 и корпуса 15, соединенных между собой горизонтальной осью 16. (56) Заявка Японии N 63-63529, кл. В 21 D 3/10, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для растяжки полых деталей | 1984 |
|
SU1146121A1 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКОГО ФЛАНЦЕВОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211738C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 1999 |
|
RU2163175C1 |
| Штамп для растяжки полых деталей | 1985 |
|
SU1238833A2 |
| Штамп для растяжки колец | 1979 |
|
SU959876A1 |
| ПУАНСОН ДЛЯ ФОРМОВКИ ОБОЛОЧЕК | 2006 |
|
RU2339480C2 |
| ЦИЛИНДР | 1990 |
|
RU2008385C1 |
| Штамп совмещенного действия | 1986 |
|
SU1349843A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
Сущность изобретения: кольцевую заготовку (КЗ) укладывают на нижнюю плиту (П) и опускают на нее верхнюю П. На верхней П закреплен центральный клин в виде усеченной пирамиды с внутренними секциями пуансона (СП), а также внешние СП. При опускании верхней П внешние СП охватывают КЗ, а внутренние СП, раздвигаясь под действием центрального клина, правят и калибруют ее. По меньшей мере на одной из внешних СП может быть шарнирно установлена подвеска, обеспечивающая исправление конусности КЗ. 1 з. п. ф-лы, 3 ил.
