Изобретение относится к машиностроению и может быть использовано для притирки винтов, в частности прецизионных.
Известно устройство для притирки винтов, содержащее расположенный в корпусе притир, выполненный из двух частей с возможностью их смещения друг относительно друга при настройке, измерительный блок, состоящий из отсчетного устройства, выполненного в виде шкалы на обойме, стрелки на корпусе и упругого звена, и электродвигатель с источником питания [1] .
Недостатком данного устройства является то, что оценка величины крутящего момента, по которому определяется качество притирки, производится визуально и носит субъективный характер.
Цель изобретения - повышение качества притирки винтовой поверхности за счет автоматического контроля величины крутящего момента при обработке винтовой пары.
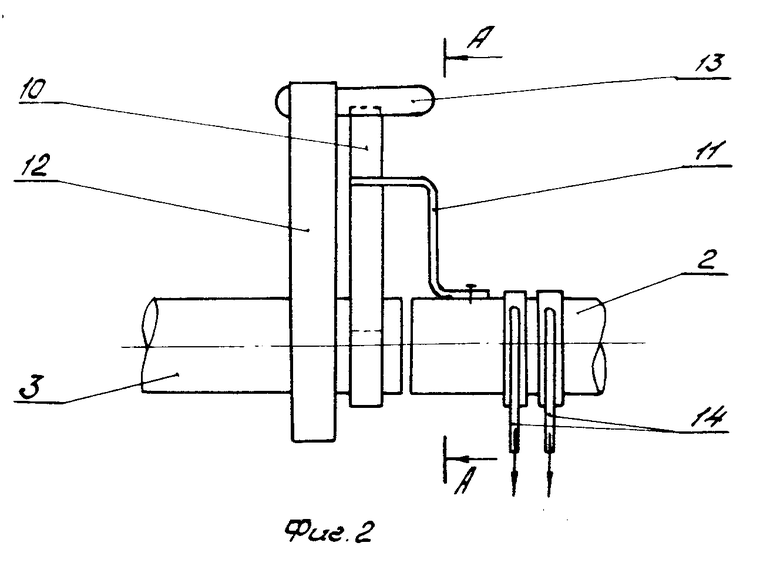
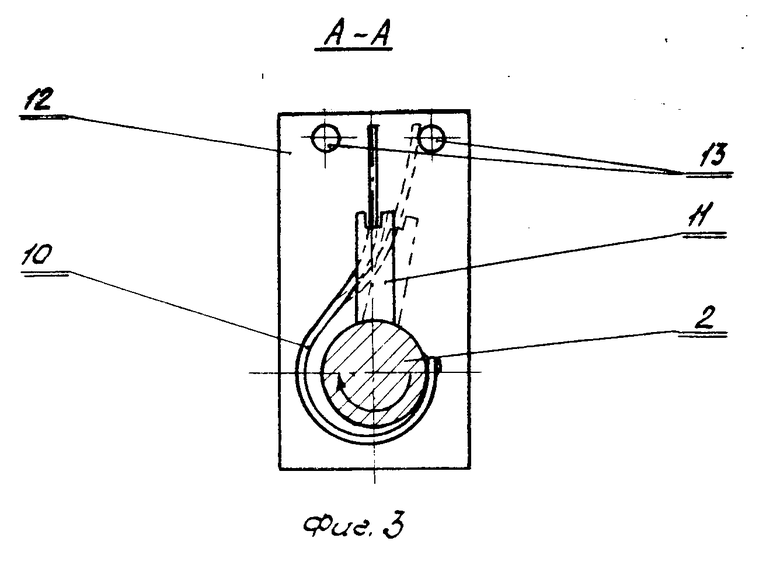
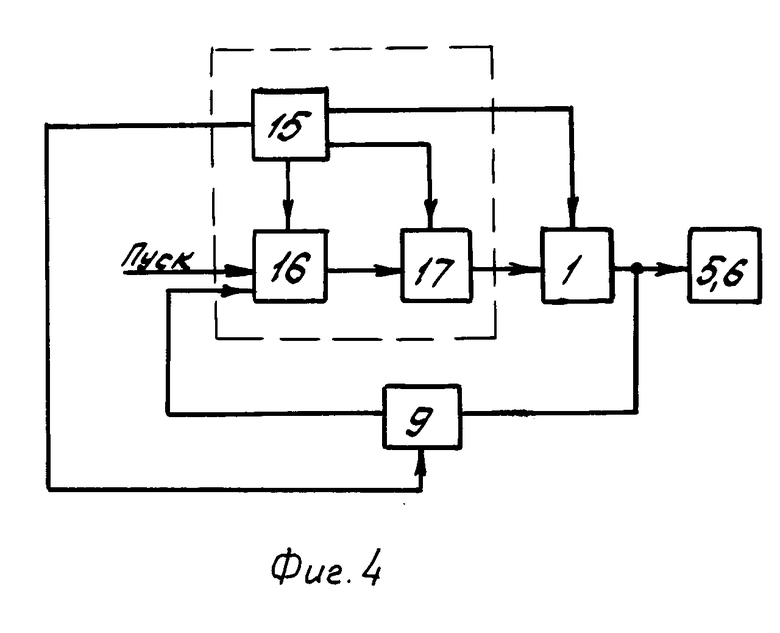
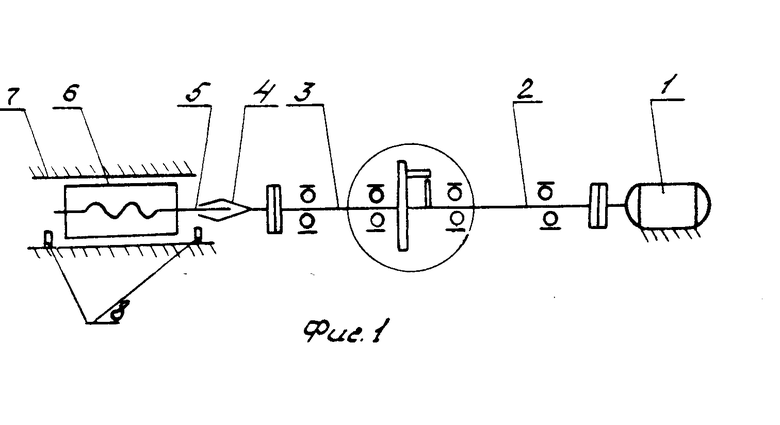
На фиг. 1 представлена кинематическая схема устройства; на фиг. 2 - измерительный блок; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - функциональная схема устройства.
Устройство состоит из электродвигателя 1, ведущего вала 2, ведомого вала 3, соосно соединенного посредством цанги 4 с винтом 5 обрабатываемой пары винт-гайка. Гайка-притир 6 установлена с возможностью продольного перемещения по направляющей 7 между датчиками 8 крайних положений притира.
Местоположение датчиков 8 можно менять в зависимости от длины винта в притираемой паре (фиг. 1).
В месте соединения ведомого вала 3 с ведущим размещен измерительный блок 9, служащий для контроля величины крутящего момента и для передачи вращения от ведущего вала к ведомому.
Измерительный блок 9 (фиг. 2 и 3) состоит из упругого элемента 10, например пружины, один конец которой жестко закреплен на ведомом валу 3, а свободный конец расположен в прорези водила 11, жестко закрепленного на ведущем валу 2.
На ведомом валу неподвижно установлен держатель 12 с включателями 13, это могут быть магнитно-управляемые контакты-герконы. Для передачи электросигнала в блок управления на ведущем валу установлены токосъемные кольца 14. Блок управления содержит источник 15 питания, реле времени 16, реверсивный пускатель 17 (фиг. 4).
Устройство работает следующим образом.
Обрабатываемую винтовую пару устанавливают в станке. Датчики 8 разводят на расстояние, обеспечивающее прохождение притира 6 по всей длине винта 5. Цангой 4 соединяют винт 5 с ведомым валом 3. В сопряженной резьбовой паре устанавливают требуемый натяг и в зону обработки вносят притирочный материал. В резе времени 16 задают промежуток времени, необходимый для прохода гайки-притира по всей длине винта в обе стороны.
При нажатии кнопки "Пуск" водило 11, жестко закрепленное на ведущем валу 2, при вращении последнего отклоняет пружину 10, которая передает крутящий момент через ведомый вал 3 винту 5 притираемой пары. В реле времени начинается отсчет заданного промежутка времени. В связи с тем, что отклонение пружины зависит от силы трения в резьбовой паре, которая первоначально максимальная, пружина 10 под воздействием водила взаимодействует с одним из выключателей 13. Электрический сигнал через токосъемники поступает в блок управления, в результате реле времени блокируется.
В процессе притирки величина силы трения в резьбовой паре уменьшается и пружина 10 возвращается к среднему положению, электрическая цепь размыкается, и включается в работу реле времени.
В крайнем положении притира на винте срабатывает датчик 8, сигнал с которого поступает на реверсивный пускатель 17, тот в свою очередь изменяет направление вращения вала двигателя на противоположное.
Если при прохождении гайки-притира 6 по всей длине винта 5 на каком-либо из участков резьбовой поверхности притираемой пары имеет место дефект резьбы, то происходит скачкообразное изменение величины крутящего момента в зоне обработки, пружина 10 снова приближается к выключателю 13, взаимодействует с ним, и в реле времени снова происходит сброс времени до нуля. Реверсивный пускатель остается в том же режиме, продолжая задавать работу двигателя обычным порядком. Реле времени разрывает цепь питания реверсивного пускателя только тогда, когда время наработки без сигнала с измерительного блока совпадает с заданным, т. е. когда момент притирки по всей длине винта остается постоянным и минимальным.
В момент реверса происходит скачкообразное изменение крутящего момента, но оно не имеет определяющего значения, когда резьба на концах винта уже притерта, так как механические характеристики упругого элемента подобраны таким образом и конечные выключатели отнесены от нейтрального положения пружины (положение пружины в свободном состоянии) на такое расстояние, что в момент реверса упругий элемент не взаимодействует с выключателями, т. е. расстояние, на которое отклоняется пружина в момент реверса, меньше расстояния, на которое отнесены выключатели. Качество притирки и производительность при этом остаются высокими.
При помощи концевых мер определяют точность резьбы, при несоответствии ее норме производят регулировку натяга в соединении притира и винта и процесс притирки повторяют. Притирка считается законченной, когда при удовлетворительном качестве поверхности винта момент притирки по длине винта постоянный и минимальный.
Данное устройство позволяет получить винты 0-класса точности (отклонение по шагу составляет ±2 мкм), исключает непрерывный визуальный контроль за величиной крутящего момента, повышает качество притирки винтов. (56) Авторское свидетельство СССР N 1220899, кл. В 23 G 1/36, 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для автоматической притирки пары винт-гайка | 1957 |
|
SU121051A1 |
| Станок для притирки резьбовых колец | 1944 |
|
SU67410A1 |
| Устройство для сборки и разборки резьбовых соединений | 1984 |
|
SU1174244A1 |
| Устройство для сборки и разборки резьбовых соединений | 1980 |
|
SU1024255A1 |
| Устройство для притирки зубчатых колес | 1982 |
|
SU1071381A2 |
| Устройство для притирки зубчатых колес | 1979 |
|
SU776805A1 |
| Устройство для притирки зубчатыхКОлЕС | 1979 |
|
SU818779A1 |
| ПОЛУАВТОМАТ ДЛЯ КОНТРОЛЯ и РЕГИСТРАЦИИ МОМЕНТА ПРУЖИННОГО ДВИГАТЕЛЯ | 1973 |
|
SU368582A1 |
| Механизм перемещения плит и рам фильтр-пресса | 1978 |
|
SU749401A1 |
| Дозатор жидкости | 1983 |
|
SU1087776A1 |
Использование: машиностроение. Сущность: устройство содержит составной притир, измерительный блок, состоящий из водила и упругого элемента. Упругий элемент выполнен электроконтактным и подключен к блоку управления, который включает реле времени и реверсивный пускатель. 4 ил.
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПРИТИРКИ ВИНТОВ, содержащее притир, связанный с электродвигателем, соединенным с источником питания, и измеритель крутящего момента электродвигателя, отличающееся тем, что в устройство введены соединенные последовательно реле времени и реверсивный пускатель, связанный с электродвигателем, при этом выход измерителя крутящего момента связан с входом реле времени, а выходы источника питания связаны с входами реле времени, реверсивного пускателя и измерителя крутящего момента.
