Изобретение относится к электроэрозионной обработке металлов, а именно к правке алмазных кругов на токопроводящей связке. Известен способ электрозрозионной правки алмазных кругов на токопроводящей связке с использованием источника постоянного тока, основанный ha механическом соприкосновении вращающегося обрабатываеого круга с правяорш электродом-инструментом Xl J Однако этот способ не учитывает особенностей расположения электродаинструмента относительно , всле ствие этого j изгиб электрода-инструмента под действием сил резания в ряде случаев может вызывать вибрации в системе СПИД, Это приводит к появлению коротких замыканий, чрезме ному возрастанию тока, нарушению ста бильности процесса. Цель изобретения - повышение стабншгности процесса правки путем устранения вибраций в системе СПИД. Поставленная цель достигается тем, что правящий электрод наклоняют по направлен{ао вращения круга, а угол наклона задают из условия обеспечения контакт1фования всей; рабочей поверхности электрода-инструмента с алмазным кругом за плоскостью преходящей через ось вращения круга и ближайшую к обрабатываемой поверх юсти круга линию опорной поверхности электрода-инструмента. Под опорной поверхностью электрода-инст| умента подразумевается поверхность, передающая приспособлению воздействие резания, воспринимаемое электродом при правке, в направлении действия этой силы. 1Ь}Д ближайшей к обрабатываемой поверхности круга линией опорной по верхноети электрода-инструмента понимается линия опорной поверхности, являющаяся осью изгибающего момента силы резания, действующего на электродДля создания условия, при котором обеспечивается контактирование всей рабочей поверхности электрода-инстру мента с алмазным кругом за плосKoetMo, проходящей через ось вращения круга и ближайшую к обрабатываемой поверхности круга линию опорной поверхности электрода-инструмента, необходимо, чтобы высота и угол наклона последнего находились в следующих пределах « Р h D -ь 2h arcsin j e6 arcsin |, (2) где - высота электрода в нормальном поперечном сечении; «, - угол наклона электрода-инструмента к направлению врезной подачи в сторону вращения круга; D - диаметр алмазного круга; h - кратчайшее расстояние от обрабатываемой поверхности круга до ближайшей линии опорной поверхности электрода-инструмента, i При правке по предлагаемому способу вся рабочая поверхность электрода-инструмента при изгибе под действием сил резания отжимается от круга. Увеличения глубины резания, вызывающего вибрации в системе СПИД не Происходит, и процесс правки характеризуется повьщ енной стабильностью и высокой производительностью труда. На фиг. 1 изображена схема электроэрозионной правки алмазного круга электродом-инструментом, расположенным под углом наклона из условия Обеспечения отжатия его от круга; на фиг. 2 - схема электроэроэионной правки без соблюдения условия обеспечения отжатия электрода-инструмента от круга. Правящий электрод-инструмент 1, закрепленный в приспособлении 2, расположен под максимальньм углом наклона oCntaX направлению нормальной врезной поДачи Sg в сторону вращения алмазного круга 3 диаметром Djii ji удовлетворяет неравенству (2) и определяется соотношением arcsin D + 2h где h - кратчайшее расстояние от обрабатываемой поверхности круга 3 до ближайшей линии dd опорной поверхности электрода-инструмента 1. Контактирование рабочей поверхности ас электрода-инструмента 1 с , алмазным кругом 3 обеспечивается за плоскостью NN, проходящей через ось О вращения круга 3 и линию d(d ). На фиг. 2 поясняется причина возникновения вибраций в системе СПИД
при несоблюдении условий, изложен ных в предлагаемом изобретении.
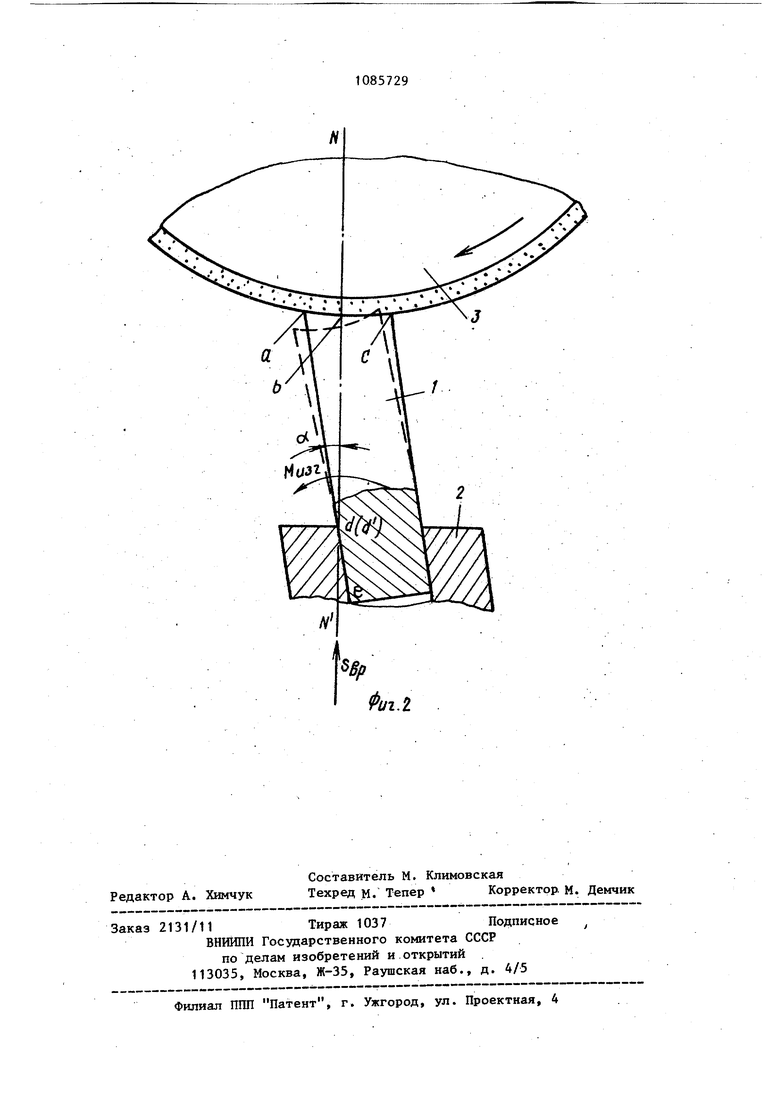
Образованный силами резания изгибаюций момент .М с осью, совпадающей с ближайшей линией d(d) опорной поверхности, изгибает электрод-инст румент 1. , .
Вследствие этого только часть аЬ рабочей поверхности ас электродаинструмента 1 отжимается от поверхности круга 3, а часть Ьс врезается в круг, что ведет к увеличению глубины резания на участке Ьс, изменению величины и направлений, составляющих силы резания.
В результате этого электрод-инстрлмейт подвергается дополнительным упругим деформациям, повторяющимся с определенной частотой, ив системе СПНД возникают вибрации.
С использованием предлагаемого способа была осуществлена правка алмазных кругов АЛЛ 250x75x5x16 АСВ125/100 Ml 100% на базе плоскоошифовальнрго станка ЗЕ711В со скоростью резания 35 м/с и с применением источника постоянного тока мощностью в 1 кВт. Медный электрод, закрепленный в поворотных тисках и имеющий размеры 25x40x150 мм, устанавливают нд магнитном столе станка под углом к направлению врезной подачи 35 и с расстоянием от поверхности круга до ближайшей линии опорной noBejiiX ности электрода h 70. Электроду задают возвратно-поступательное
движение вдоль оси вращения круга путем перемещения магнитного стола со скоростью 4 м/мин.
На каждый ход стола осуществляют врезную подачу t 0,005 мм. Процесс правки протекает стабильно: без вибраций и наличия коротких замыканий.
Предлагаемый способ обеспечивает производительность процесса в 1,52 раза выше по сравнению с-известным способом за счет устранения вибоаций в системе СПИД, уменьшения вероятности коротких замыканий и увеличения механических режимов правки.
Вместо импульсных генераторов, имеющих больоше габариты и стоимость может быть использован любой другой источник постоянного тока.
Кроме того, в качестве мат ериала электрода-инструмента, вместо дорогостоящего износостойкого элeкfроэрозионного графита, могут быть эффектив но использованы. япфоко применяемые металлы: сталь, чугун, медь бронза и др.
Внедрение предлагаемого способа позволяет получить эконсмшческий эффект около 3 тыс. руб. на одну установку для правки и в несколько раз сократить сроки внедрения процесса электроэрозионной правки.
Это обусловлено меньшей стоимость источника тока, незначительной модернизацией оборудования и снижения нормы времени на правку круга. :
N
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для контактноэрозионной правки алмазных кругов | 1989 |
|
SU1685644A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| СПОСОБ КОНТАКТНО-ЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ | 1990 |
|
RU2008147C1 |
| Способ электроэрозионной правки абразивного круга | 1983 |
|
SU1199498A1 |
| Устройство для электроэрозионного профилирования алмазных кругов | 1982 |
|
SU1127732A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ НА МЕТАЛЛИЧЕСКИХ СВЯЗКАХ | 1990 |
|
RU2014183C1 |
| Электрод-инструмент для контактно-эрозионной правки плоских рабочих поверхностей алмазных кругов | 1987 |
|
SU1512725A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1972 |
|
SU331869A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
СПОСОБ ЭЛЕКТРОЭРОЗЙОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ на токопроводящей связке, осуществляемый посредством находящегося в механическом контакте с кругом правящего электрода-инструмента, отличающ и и с я тем, что, с целью повышения стабильности за счет устранения вибраций в системе СПИД, правящий электрод наклоняют в сторону направления вращения круга под углом, обеспечивающим смещение зоны контакта относительно плоскости, проходящей через ось круга и ближайшую к его поверхности линию опорной поверхности правящего электрода-инструмента.
Й/г.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чачин В.Н., Дорофеев В.Д | |||
| Профилирование алмазных шлифоваль нбк кругов | |||
| Минск, Наука и техни 1974, с, 42, рис | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| hgf, Фиг.1 |( w ,;: I fej iKyOfEKA (Л 00 СП ю со (54) | |||
