Изобретение относится к изготовлению резинотехнических изделий и может быть использовано для серийного изготовления длинномерных зубчатых ремней.
Известно устройство для изготовления длинномерных клиновых ремней с зубьями, содержащее профильные плиты для двух- стадийного прессования профиля на обеих ветвях ремня, причем при прессовании второй раз формующие плитыориентируют по конечным зубьям ремня, отформованным при первом прессовании.
Такое устройство приемлемо для изготовления клиновых ремней с зубьями, когда точность расположения зубьев {шаг зубьев) не имеет существенного значения.
Наиболее близким к предлагаемому является устройство для изготовления зубчатых ремней, содэржащее зубчатые барабаны с регулируемым межосевым расстоянием для расположения на них заготовки, ремня, расположенные между барабанами прессующие профильные плиты с зубчатой рабочей поверхностью и шаговый шаблон.
Недостатком указанного устройства является невозможность обеспечения повышенной точности по шагу зубьев ремня, так как вкачестве шаблона используется само изделие.
Целью изобретения является повышение точности изготовления по шагу зубчатых ремней,
Поставленная цель достигается тем, что в устройстве шаговый шаблон выполнен в виде равных по диаметру зубчатым барабанам зуочатых шкивов и установленной на последних гибкой связи, причем один из шкивов установлен на оси зубчатого барабана.
Зубчатая рабочая поверхность профильных плит на входном и выходном участках может быть выполнена с удлиненными зубьями и снабжена направляющими для самоустановки при взаимодействии удлиненных зубьев с эталонной лентой.
Ј
ГО
ю VJ
VJ
С целью повышения точности изготовления по шагу бесконечных зубчатых ремнейустройствоснабженодополнительным аналогичным шаговым шаблоном, один из шкивов которого связан со вторым зубчатым барабаном.
Гибкая связь может быть выполнена в виде зубчатого ремня металлической ленты с точно расположенными отверстиями или цепи.
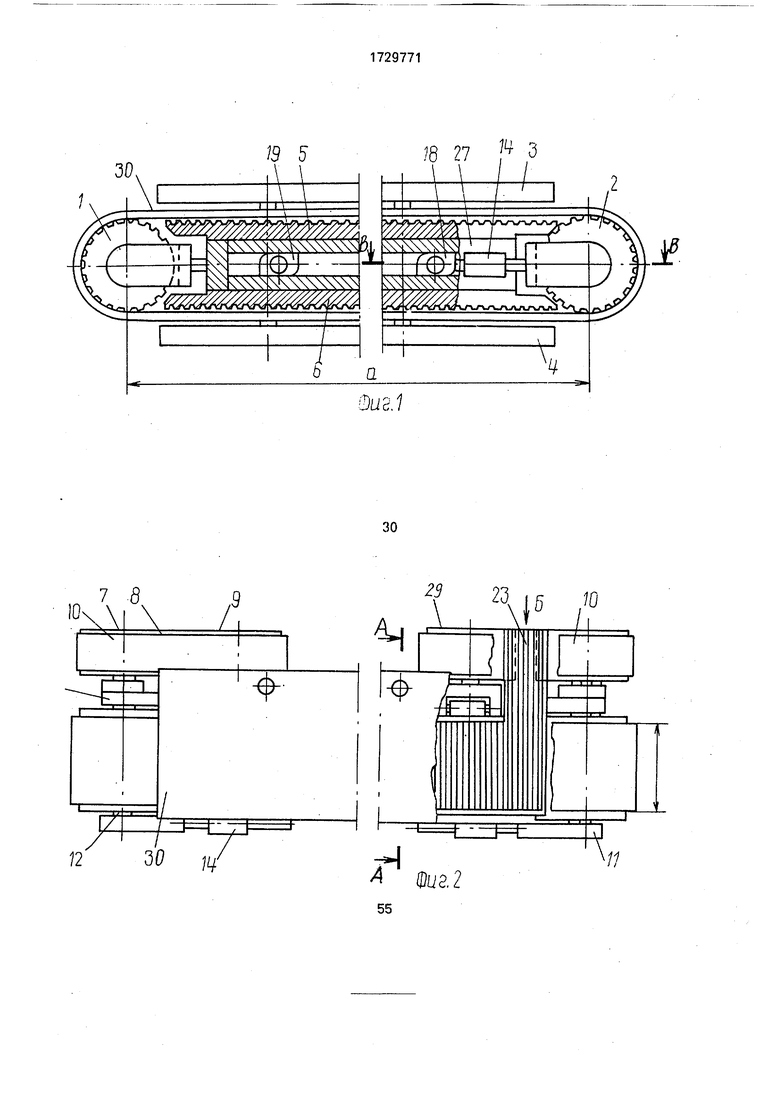
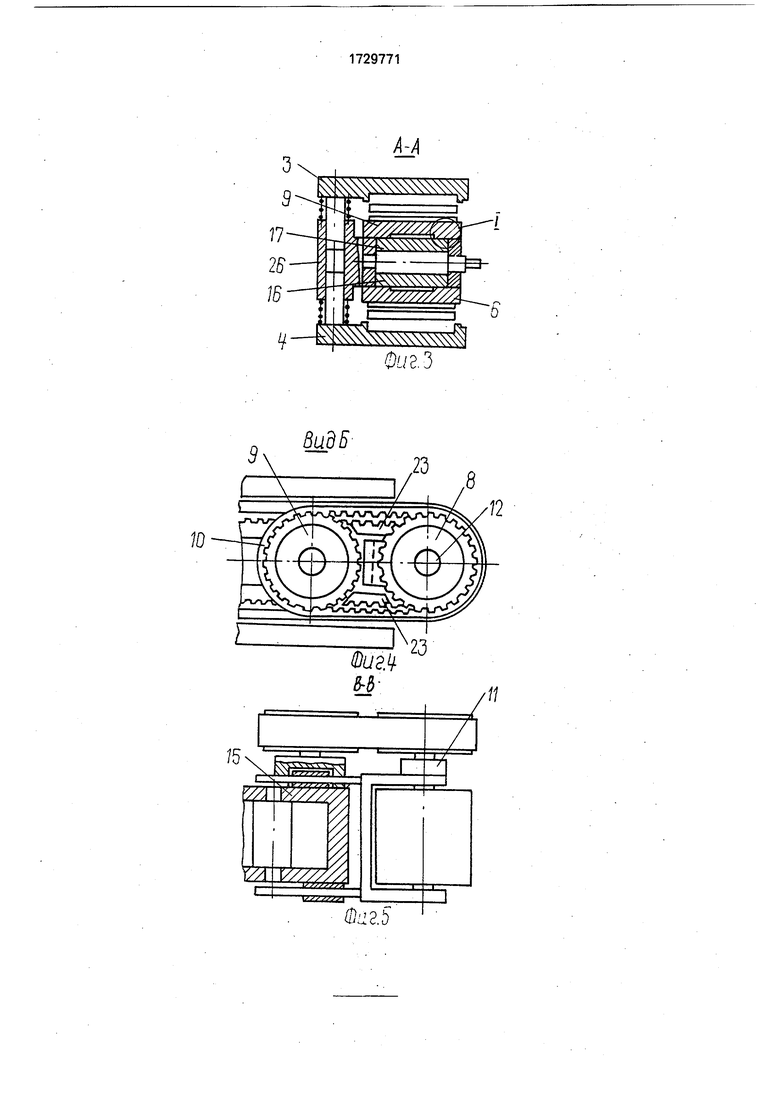
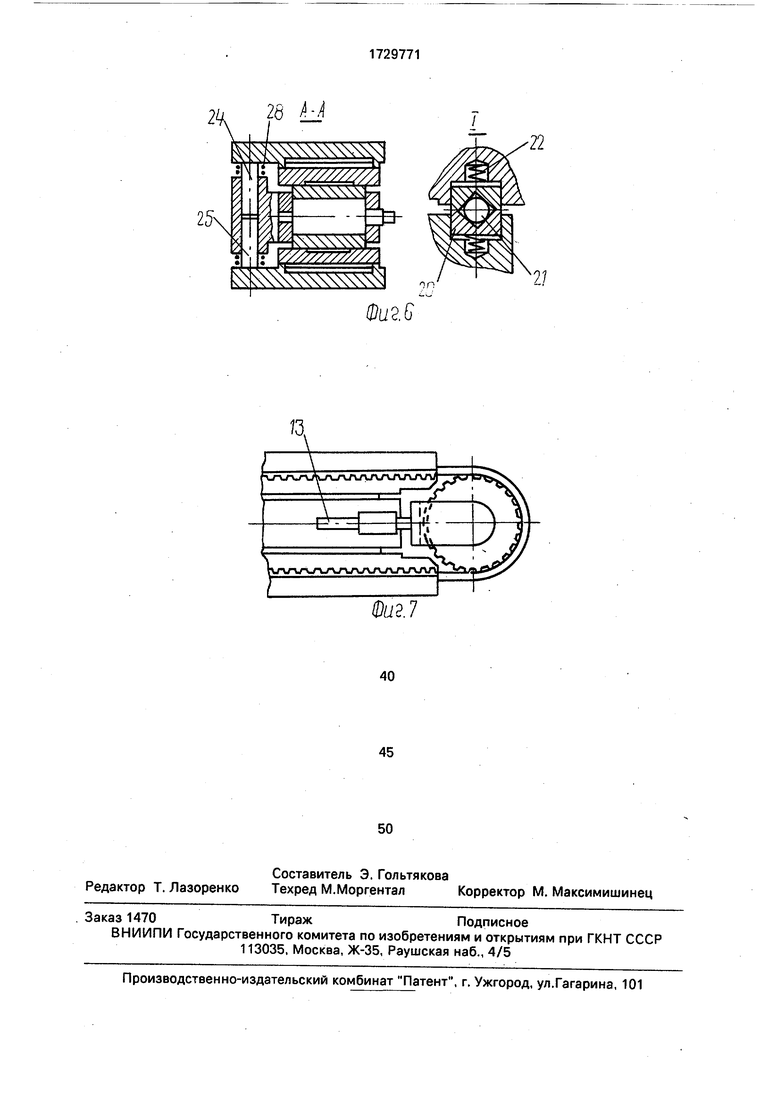
На фиг. 1 представлено устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг, 4 - вид Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - разрез А-А на фиг. 1, устройство в сомкнутом состоянии; на фиг. 7 - устройство в сомкнутом состоянии, вид сбоку.
Устройство содержит два зубчатых барабана 1 и 2 с изменяемым межосевым рас- стоянием, на которые надевается предварительно собранная заготовка, прессующих наружных гладких плит 3 и 4 и внутренних прессующих профильных плит 5 и 6 с зубчатой рабочей поверхностью и шагового шаблона 7. Последний выполнен в виде равных по диаметру зубчатым барабанам 1 и 2 зубчатых шкивов 8 и 9 и установленной на последних бесконечной эталонной гибкой связи, например эталонного зубчатого ремня 10.
Натяжение эталонных ремней 10, надетых на шкивы 7,8 и 9, установлено таким, что соответствует номинальному значению шага зубьев. Эталонные ремни взяты с минимальной длиной, которой соответствует минимальное межосевое расстояние. Шаблон может быть выполнен также с гибкой связью без скольжения с уменьшенной податливостью элементов. В этом случае вместо эталонных зубчатых ремней 10 могут быть применены эталонные цепи или стальная лента с точно расположенными отверстиями. За счет уменьшения податливости зубьев шаблона повышается точность расположения зубьев формуемого изделия. Зубчатые барабаны 2 и зубчатые шкивы 8 и 9 имеют одинаковые диаметр и число зубьев. Впадины указанных шкивов выполнены так, что обеспечены радиальный зазор между впадиной шкивов и вершиной зуба ремня, а также плотная посадка зубьев ремня во впадины шкивов по обеим боковым сторонам без зазора. Одновременно обеспече- но прилегание поверхности впадин эталонных ремней и заготовки по окружности выступов шкивов.
Шкив 8 шагового шаблона 7 установлен посредством кронштейна 11 на оси 12 зубчатого барабана 1. Перемещение зубчатого барабана 1 и шкива 8 при изменении меж
осевого расстояния а производится по хвостовику 13 кронштейна 11, который находится в направляющей втулке 14. Фиксация положения шкивов производится стопорными болтами (не показаны).
Втулка 14 прикреплена к раме 15, внутри которой размещены раздвижные плиты 16 и 17. Раздвижные плиты 16 и 17 производится поворотными эксцентриками 18 и 19,
0 а сведение плит происходит за счет пружин (не показаны) при соответствующем положении эксцентриков 18 и 19.
Формующие зубчатые плиты 5 и 6 скреплены с плитами 16 и 17 специальными
5 фиксаторами (не показаны) так, что имеют только одну степень свободы - возможность ограниченного перемещения по шариковым направляющим, состоящим из направляющих 20 и шариков 21, подпружиненных пру0 жинами 22. Благодаря такой связи плит достигается возможность ориентации зубчатых формующих плит 5 и 6 одна относительно другой при раздвижении плит эксцентриками 18 и 19, когда удлиненные
5 зубья 23, выполненные на входном и выходном участках формующих плит 5 и 6, входят в зацепление с зубьями эталонного ремня 10. Шаг зубьев, нарезанных на плитах 5 и 6, равен номинальному. Благодаря шарико0 вым направляющим взаимная ориентация зубчатых плит 5 и 6 достигается при незначительных условиях взаимодействия зубьев эталонного ремня и зубчатых плит, Для исключения возможности прогиба ветвей эта5 лонного ремня 12 под действием поперечного усилия при входе зубьев плит 5 и 6 в зацепление с эталонным ремнем предусмотрены упорные планки (не показаны), контактирующие с наружной гладкой
0 стороной каждой ветви эталонного ремня,
Наружные прессующие плиты 3 и 4 имеют колонки 24 и 25, установленные в гильзах 26 рамы 27. Пружины 28 сжатия.обеспечива- ют возврат плит 3 и 4 в исходное положение
5 после окончания прессования.
В случае изготовления бесконечных зубчатых ремней с требуемой точностью всех зубьев устройство может быть снабжено дополнительным шаговым шаблоном 29
0 аналогичный конструкции, один из шкивов которого (8 или 9) связан с зубчатым барабаном 2.
При использовании устройство располагается на плите вулканизационного прес5 са так, чтобы при смыкании плит пресса обеспечивалось контактирование плит пресса с гладкими плитами 3 и 4 данного устройства.
Устройство работает следующим образом.
Заготовка 30, предварительно собранная на раздвижной секторном барабане (на предшествующей операции) из обкладоч- ной ткани, кордшнура и сырой резины, надевается на зубчатые барабаны 1 и 2.
Длина собранной заготовки с возможной точностью должна быть равна номинальной длине зубчатого ремня, кратной некоторому целому числу шагов. Заготовка своей внутренней поверхностью - стороной с обкладочной тканью, укладывается в зубчатую поверхность барабанов 1 и 2. Затем раздвижением барабанов 1 и 2 производится первичная установка номинального межосевого расстояния, когда создается натяжение ветвей без их значительного провисания.
Далее раздвижением прессующих плит
5и 6 с одновременным поворотом на некоторый угол одного из барабанов 1,2 влево и вправо производится окончательная установка расстояния а. Это обеспечивается после достижения такого положения плит 5,6 (при самоустановке их взаимного положения по шариковым направляющим), когда достигается размещение зубьев эталонных ремней 1 и 2 во впадинах зубчатых плит 5 и
6при одновременной корректировке расстояния, производимой перемещением барабана 1 или 2.
Взаимное положение плит 5 и G, при котором достигнуто зацепление зубьев эталонных ремней и зубчатых плит,т.е. замыкание зубчатого контура, составленного зубчатыми плитами 5,6 и эталонной гибкой связи в виде зубчатого ремня или цепей, соответствует номинальной длине заготовки, так как шаг зубьев плит и эталонных ремней или цепей равен номинальному значению.
Указанное взаимное положение плит 5,6 фиксируется относительно рамы 27 специальными зажимами (не показаны) и сохраняется при изготовлении всей партии длинномерных зубчатых ремней с данной номинальной длиной. Затем производится прессование ветвей заготовки смыканием плит пресса.
После окончания процесса вулканизации плиты 3 и 4 размыкаются, поворотом эксцентриков плиты 5 и 6 сводятся друг к другу и поворотом одного из барабаном 1 или 2 вулканизированные участки заготовки 30 перемещаются на барабаны 1 и 2. Между плитами 3, 5 и 4,6 размещаются невулканизированные участки заготовки 30.
Далее смыканием плит 3 и 4 производится прессование и вулканизация последующих участков заготовки. При этом ввиду обеспечения точной длины заготовки на стадии, предшествующей настройке, фиксированного положения плит и размещения
5 отформованных зубьев во впадинах барабанов 1 и 2 обеспечивается точное расположение формуемых зубьев ремня относительно ранее отформованных зубьев. В случае необходимости можно продублировать взаим0 ное положение плит 5 и 6 после их расфиксации.
Благодаря выполнению шагового шаблона в виде равных по диаметру зубчатым барабанам зубчатых шкивов и установлен5 ной на последних бесконечной гибкой связи обеспечивается павышение точности изготовления по шагу зубьев длинномерных зубчатых ремней.
Формула изобретения
0 1. Устройство для изготовления зубчатых ремней, содержащее зубчатые барабаны с регулируемым межосевым расстоянием для расположения на них заготовки ремня, расположенные между бара5 банами прессующие профильные плиты с зубчатой рабочей поверхностью и шаговый шаблон, отличающееся тем, что, с целью повышения точности изготовления по шагу зубчатых ремней, шаговый шаблон
0 выполнен в виде равных по диаметру зубчатым барабанам зубчатых шкивов и установ- ленной на последних бесконечной эталонной гибкой связи, причем один из шкивов установлен на оси зубчатого бараба5 на.
2.Устройство по п.1,отличающее- с я тем, что зубчатая рабочая поверхность профильных плит на входном и выходном участках выполнена с удлиненными зубья0 ми и снабжена направляющими для самоустановки при взаимодействии удлиненных зубьев с эталонной гибкой связью.
3.Устройство по пп.1 и 2, о т л и ч а ю - щ е е с я тем, что, с целью повышения
5 точности изготовления по шагу бесконечных зубчатых ремней, устройство снабжено дополнительным аналогичным шаговым шаблоном, один из шкивовлсоторого связан со вторым зубчатым барабаном.
0 4. Устройство поп.1,отличающее- с я тем, что гибкая связь выполнена в виде зубчатого ремня.
5,Устройство по п.1,отличающее- с я тем, что гибкая связь выполнена в виде
5 металлической ленты с точно расположенными отверстиями.
6.Устройство поп.1,отличающее- с я тем, что гибкая связь выполнена в виде цепи.
/Л
ГМФ v
к
/ ОС2t
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ ЗУБЧАТЫХ ЛЕНТ | 1992 |
|
RU2021140C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ ПРОФИЛЬНЫХ ЛЕНТ | 1991 |
|
RU2024407C1 |
| Зубчатый ремень | 1987 |
|
SU1532758A1 |
| Линия для изготовления резинотехнических изделий | 1989 |
|
SU1689092A1 |
| Установка для изготовления кольцевых резинотехнических изделий | 1989 |
|
SU1765022A1 |
| Устройство для шаговой подачи полосового и ленточного материала в зону обработки | 1991 |
|
SU1784375A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ЗУБЧАТЫХ РЕМНЕЙ | 1990 |
|
RU2010723C1 |
| СЕСОЮЗМ; 'ШШ-лж:- | 1973 |
|
SU376264A1 |
| Устройство для натяжения заготовок к прессу для вулканизации бесконечных ремней | 1978 |
|
SU939286A1 |
| Устройство к вулканизационному прессу для натяжения заготовок бесконечных приводных ремней | 1981 |
|
SU1065237A1 |
Использование: изготовление зубчатых ремней с повышенной точностью по шагу. Сущность изобретения: устройство содержит зубчатые барабаны для расположения на них заготовки ремня, прессующие профильные плиты и шаговый шаблон. Последний выполнен в виде равных по диаметру зубчатым барабанам, зубчатых шкивов и установленной на них бесконечной эталонной гибкой связи. Гибкая связь может быть выполнена в виде зубчатого ремня, цепи или металлической ленты с точно расположенными отверстиями. 5 з.п.ф-лы, 7 ил.
ILL6ZLI
0U2.S
to. 7
| Патент США № 4575445, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Патент США №4589941, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
