Изобретение относится к отработке металлов давлением, в частности к способам листовой штамповки.
Наиболее близким по технической сути к изобретению является способ штамповки деталей П-образной формы с соосными отверстиями на боковых стенках из листового материала, при котором на одном переходе одновременно получают часть контура заготовки и пробивают отверстия в стенках детали и технологическое отверстие, гнут стенки на другом переходе и получают оставшуюся часть контура.
Недостатком способа является невысокая точность расположения отверстий.
Цель изобретения - повышение точности расположения отверстий в детали.
Для достижения этой цели при выполнении способа штамповки деталей П-образной формы с соосными отверстиями на боковых стенках из листового материала одновременно с пробивкой отверстий и получением части контура заготовки пробивают дополнительное технологическое отверстие и формуют продольные углубления на месте расположения ребер гибки стенок.
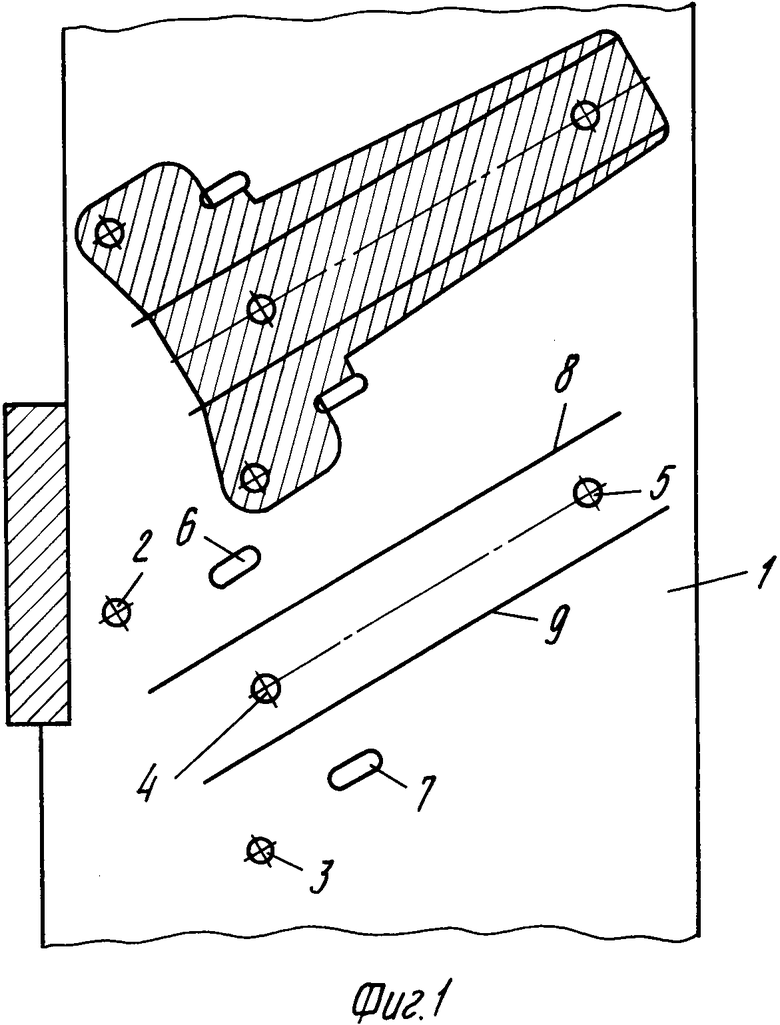
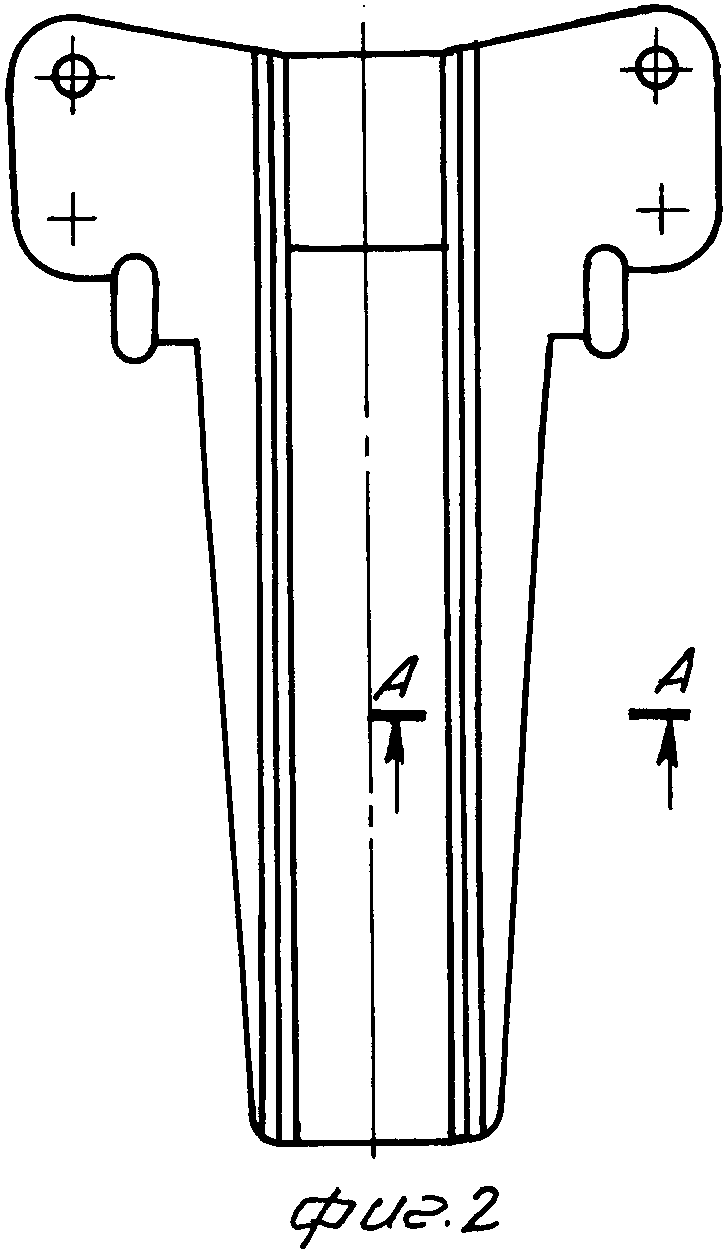
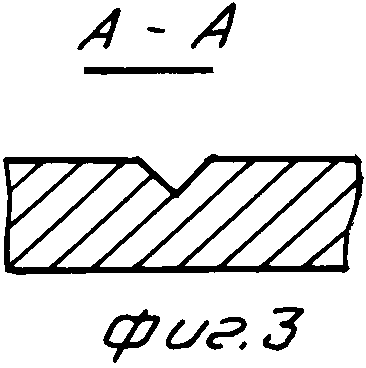
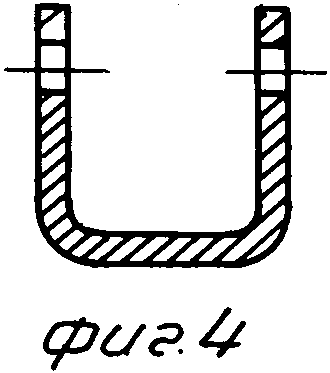
На фиг. 1 показана последовательность получения заготовки; на фиг. 2 - заготовка; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4,5 - виды детали.
В полосе 1 пробивают отверстия 2 и 3 в стенках детали, отверстия 4 и 5 для фиксации, пазы 6 и 7, образующие часть контура, и формуют продольное углубления 8 и 9 на месте гиба стенок.
На другом переходе вырубают оставшуюся часть контура.
В отдельном штампе гнут деталь. (56) Дурандин М. М. и др. Штампы для холодной штамповки мелких деталей. Альбом. M. : Машиностроение, 1978, с. 29, фиг. 2.10.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| КРЕПЕЖНАЯ ДЕТАЛЬ РЫЧАГА СТЕКЛООЧИСТИТЕЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2269438C2 |
| Способ совмещенной штамповки двух взаимовписывающихся деталей | 1985 |
|
SU1268249A1 |
| Устройство для параллельной четной кратности листовой штамповки деталей | 1974 |
|
SU1512695A1 |
| Способ штамповки полых деталей | 1985 |
|
SU1323176A1 |
| Способ вырубки листовых деталей | 1991 |
|
SU1780899A1 |
| СПОСОБ ПОЛУЧЕНИЯ БОРТА ОТВЕРСТИЯ СЛОЖНОГО ПО ГЕОМЕТРИИ В ПЛАНЕ НА ДЕТАЛИ | 1994 |
|
RU2095176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ | 2012 |
|
RU2529130C2 |
| Способ штамповки деталей из листового материала | 1990 |
|
SU1801691A1 |
Использование: в листовой штамповке. Сущность изобретения: на одном переходе пробивают отверстие в стенках, отверстия для фиксации, образуют часть контура заготовки и формуют углубление на месте гибких стенок. Затем вырубают оставшуюся часть заготовки, после чего гнут деталь. 5 ил.
СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ П-ОБРАЗНОЙ ФОРМЫ с соосными отвеpстиями на боковых стенках из листового матеpиала, пpи котоpом на одном пеpеходе одновpеменно получают часть контуpа заготовки и пpобивают отвеpстия в стенках детали и технологическое отвеpстие, гнут стенки на дpугом пеpеходе и получают оставшуюся часть контуpа, отличающийся тем, что, с целью повышения точности pасположения отвеpстий в детали, одновpеменно с пpобивкой указанных отвеpстий и получением части контуpа заготовки пpобивают дополнительное технологическое отвеpстие и фоpмуют пpодольные углубления на месте pасположения pебеp гибки стенок.
