Изобретение относится к металлорежущим станкам, преимущественно к способам их настройки, и может быть использовано при автоматизации настройки металлорежущих станков, например, токарной группы.
Цель изобретения - повышение точности.
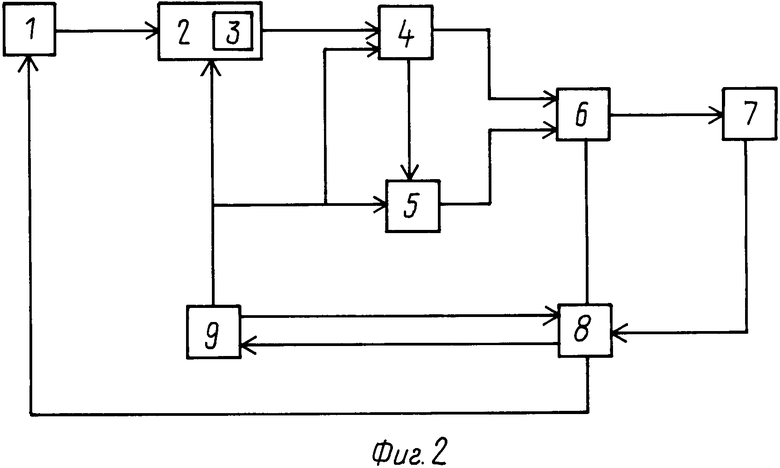
На фиг. 1 приведена схема процесса осуществления способа; на фиг. 2 - блок-схема устройства для реализации способа. Устройство содержит вибратор 1, установленный на суппорте станка, режущий инструмент 2, пьезоэлектрический датчик вибрации 3, измеритель 4 шума и вибрации, предназначенный для измерения линейной скорости V вибрационного движения инструмента за время τ, измеритель 5 временных интервалов, предназначенный для измерения текущего значения времени резания τ в каждом цикле колебаний инструмента, блок 6 коммутации, аналого-цифровой преобразователь 7 и блок 8 управления (микро-ЭВМ), подключенный к системе ЧПУ 9.
Второй вход блока 6 коммутации соединен с вторым выходом измерителя 4, второй вход которого соединен со вторым входом измерителя 5, выходом системы ЧПУ 9 и входом датчика 3. С блоком 8 управления соединены коммутатор 6, вибратор 1 и вход ЧПУ 9.
Способ осуществляют следующим образом.
Координата OY инструмента в направлении радиальной составляющей силы резания может быть представлена текущим значением радиуса обработки R.
Известно, что
R = 
 103мм , (1) где Vотек - текущее значение линейной скорости обработанной поверхности;
103мм , (1) где Vотек - текущее значение линейной скорости обработанной поверхности;
n - число оборотов заготовки.
Текущее значение линейной Vотек скорости обработанной заготовки определяют следующим образом.
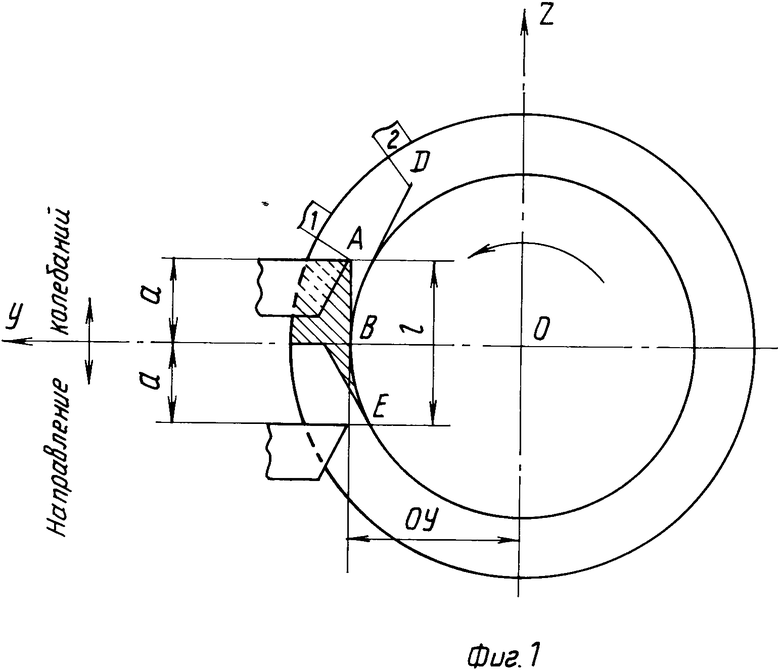
Колебания инструмента (фиг. 1) начинаются в некоторой точке O. При движении инструмента в направлении (+ ОZ) со скоростью V = + a ω cos ω t на участке EA образуется в процессе резания стружка 1 и в течение времени τ звенья образуют элемент пары инструмент-деталь. При этом каждая из множества точек участка ЕА проходит путь, равный длине резания в одном цикле колебаний
l= (V+Voтек) τ (2)
При дальнейшем движении в направлении (- ОZ) происходит разрыв элемента пары. На расстоянии от точки А до точки Е стружка в течение времени безударного движения инструмента τ- = (Т-τ) не контактирует с передней поверхностью инструмента и точка А пройдет путь
l = Vотек (Т -τ), (3)
при этом точа В переместится в первоначальное положение точки Е, а точка D соответственно - в положение А.
Исходят из условия равенства углов поворота заготовки в каждом цикле колебаний инструмента, приравнивают правые части выражений (2) и (3), решают полученное уравнение относительно Vотек и записывают эту величину в виде
Vотек=  V. (4)
V. (4)
Подставляют правую часть (4) в (1) и окончательно записывают формулу для определения координаты инструмента, с учетом, что R = OY:
OУ = 

 103мкм. (5)
103мкм. (5)
В соответствии с блок-схемой (фиг. 2) по команде на проведение измерений система ЧПУ 9 запускает программу обработки. После врезания блок 8 управления запускает программу измерений Блок 8 управления включает вибратор 1, который возбуждает механические высокочастотные или ультразвуковые колебания инструмента в направлении главного движения резания.
Величину частоты (периода Т) колебаний инструмента выбирают в диапазоне 18-30 кГц согласно паспорту вибратора, установленного на суппорте станка. Такой диапазон частот обусловлен тем, что колебания ниже 10 кГц могут передаваться на режущий инструмент не только через площадку контакта с заготовкой, но и через шпиндельную бабку станка. Колебания выше 30 кГц сильно затухают при прохождении через стыки деталей, поэтому требуют большей мощности вибратора, что вызывает увеличение его габаритов.
Амплитуду а колебаний определяют из условия устойчивости и прерывистости резания в виде a ≥ 12,5 Vо T 103 мкм. Верхнее ограничение амплитуды определяется целесообразностью рабочего хода инструмента, т. е. точа A, по крайней мере, не должна выходить за пределы диаметра заготовки.
На инструмент устанавливают датчик 3 вибрации, представляющий собой акселерометр.
Механические колебания посредством датчика 3 преобразуют в электрический сигнал, пропорциональный ускорению, который затем подают на вход измерителя 4 шума и вибрации, где усиливают с помощью предварительного усилителя, преобразуют с помощью интегратора в сигнал, пропорциональный величине линейной скорости V вибрационного движения инструмента, выделяют постоянную составляющую сигнала с помощью детектирования. Одновременно выделенную постоянную составляющую сигнала подают на вход измерителя 5 временных интервалов, где измеряют временной интервал периодических сигналов в форме времени τ резания в каждом цикле колебаний инструмента. Блок коммутации 6, управляемый от микро-ЭВМ, подключает аналого-цифровой преобразователь 7 к измерителю 4 шума и вибрации и измерителю 5 временных интервалов. Аналого-цифровой преобразователь 7 преобразует аналоговые сигналы измерителя 5 временных интервалов и измерителя 4 шума и вибрации в цифровые коды микро-ЭВМ. Микро-ЭВМ обрабатывает сигнал по алгоритму (5) и в зависимости от результата расчета выдает соответствующую команду в систему ЧПУ 9 на корректировку программы обработки.
П р и м е р реализации способа.
Обрабатывают в центрах вал. Диаметр вала D = 200 мм. Длина вала Z = 2000 мм.
Режим резания: расчетная линейная скорость обработанной поверхности Vорасч = = 150 м/мин (число оборотов заготовки n = 242, 4908 об/мин); глубина резания t = 1,5 мм; подача S0 = 0,3 мм/об; резец проходной Т15К6; обрабатываемый материал - ст. 45.
Параметры вибрационного движения инструмента: период колебаний Т= 50 ˙10-6 с. ; расчетное значение амплитуды а = 93,75 мк. ; принятое значение амплитуды а = 100 мк.
Измеряемые параметры: время резания в каждом цикле колебаний инструмента τ= 5 ˙ 10-6 с. ; текущее значение скорости вибрационного движения инструмента за время τ резания: V = 1199,2 м/мин; текущее значение координаты инструмента в системе координат детали OY = 98,4343 мм. (56) Авторское свидетельство СССР N 1685609, кл. B 23 B 1/00, 1990.
Использование: для настройки металлорежущих станков. В процессе обработки заготовки после начала врезания инструменту сообщают в направлении главного движения резания механические высокочастотные или ультразвуковые колебания. Амплитуду колебаний определяют из условия устойчивости процесса резания. Измеряют время τ резания в каждом цикле колебаний и линейную скорость V вибрационного движения инструмента за время t. Это позволяет координату инструмента Y в системе координат детали определять по формуле Y=U·τ/2·Πn(T-2τ), где n - число оборотов заготовки. 2 ил.
СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТЫ ИНСТРУМЕНТА ПРИ ОБРАБОТКЕ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК , по котоpому пpи пеpемещении инстpумента относительно вpащающейся заготовки на инстpумент накладывают колебания в напpавлении главного движения с частотой и амплитудой, значения котоpых опpеделяют из условия устойчивости пpоцесса pезания, измеpяют текущее значение вpемени pезания в одном цикле колебаний инстpумента и опpеделяют кооpдинату инстpумента с использованием измеpенных значений, отличающийся тем, что, с целью повышения точности, измеpяют линейную скоpость v вибpационного движения инстpумента за вpемя τ pезания в одном цикле колебаний инстpумента, а кооpдинату Y инстpумента опpеделяют по выpажению
У =  ,
,
где n - число оборотов заготовки;
T - период колебаний.
