Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств для радиальной штамповки, и может быть использовано для выдавливания пазов различного сечения и стружечных канавок на стержневых деталях типа метчик, фреза, хвостовик бура и т. д.
Известен штамп для радиальной штамповки, содержащий корпус с обоймой, имеющей коническую внутреннюю поверхность, а также размещенный в нем с возможностью взаимодействия с внутренней поверхностью обоймы комплекс радиально расположенных двух пар инструментов со скошенными опорными поверхностями.
Недостатками данного устройства является невозможность выдавливания пазов различного сечения и стружечных канавок с повышенной точностью исполнения на стержневых деталях типа специальных хвостовиков для инструментов, развороток, зенкеров, метчиков.
Известно также устройство для радиальной штамповки, содержащее сборный корпус с отверстием для установки заготовки, закрепленный с помощью верхней и нижней крышек, радиально размещенные в корпусе пуансоны, связанные с ползунами, имеющими клиновые опорные поверхности, опору для перемещения ползунов и упругие элементы.
Недостатком данного устройства является невысокая надежность, обусловленная несовершенством системы возврата механизма в исходное положение, что может привести к отказам в работе при длительной эксплуатации.
Технический результат, получаемый при использовании изобретения, заключается в повышении надежности работы устройства за счет устранения несовершенства системы возврата механизма в исходное положение.
Получение технического результата обеспечивается тем, что устройство для радиальной штамповки, содержащее сборный корпус с отверстием для установки заготовки, закрепленный с помощью верхней и нижней крышек, радиально размещенные в корпусе пуансоны, связанные с ползунами, имеющими клиновые опорные поверхности, опору для перемещения ползунов и упругие элементы, снабжено подпружиненным центром для осевой фиксации заготовки, установочной плитой и двумя полыми подпружиненными вкладышами с наружной конической поверхностью, клиновые опорные поверхности ползунов выполнены с возможностью взаимодействия с соответствующими боковыми поверхностями корпуса, опора закреплена в установочной плите и снабжена переходной плитой, взаимодействующей с ползунами, один из упругих элементов расположен между установочной и переходной плитами, при этом ползуны соединены с боковыми поверхностями корпуса с помощью подвижных направляющих, выполненных с возможностью перемещения вдоль опорных поверхностей и имеющих в поперечном сечении форму двойного "ласточкиного хвоста", длина каждой направляющей составляет (0,75. . . 0,95)l, где l - длина опорной поверхности корпуса, а другие упругие элементы установлены между верхней крышкой и ползунами и жестко закреплены со стороны ползунов.
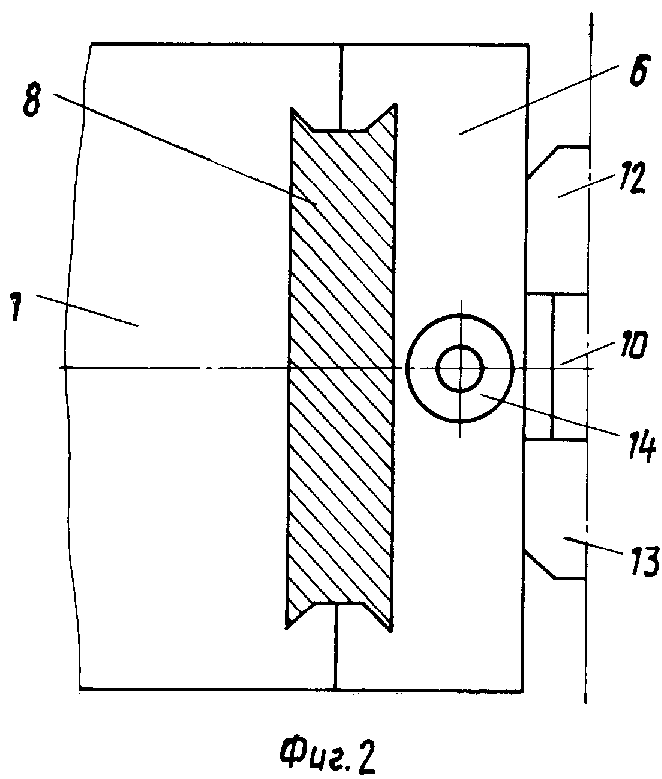
На фиг. 1 показано устройство для радиальной штамповки (общий вид), при этом левая часть сечения от оси устройства изображает его в положении перед штамповкой, а правая - в положении штамповки; на фиг. 2 - схема сопряжения клиновых опорных поверхностей ползунов посредством подвижных направляющих.
Устройство для радиальной штамповки содержит сборный корпус 1, закрепленный с помощью верхней 2 и нижней 3 крышек, с двумя сквозными отверстиями, одно из которых служит для установки заготовок, сборный корпус имеет возможность перемещаться в вертикальном направлении по опоре 4, которая крепится к подштамповой плите пресса с помощью установочной плиты 5. Половины сборного корпуса выполнены со скошенными внутренними поверхностями для передачи движения на ползуны 6, 7 и соединены с ними направляющими 8, имеющими возможность перемещаться вдоль опорных поверхностей. Ползуны 6, 7 установлены на переходной плите 9, жестко закрепленной на опоре 4. Ползуны имеют сориентированные направляющие пазы, по которым могут перемещаться в радиальном направлении четыре пуансона 10-13. Между ползунами и верхней крышкой 2 установлены два пакета тарельчатых пружин 14, облегчающих возврат ползунов в исходное положение. Все четыре пуансона соединены между собой с двух сторон крестообразными направляющими 15, 16. Направляющие имеют Т-образные пазы, в которых могут перемещаться пуансоны. По оси одной крестообразной направляющей 15 установлен подпружиненный центр 17, предназначенный для точной осевой фиксации заготовки, а в направляющей 16 установлены полые подпружиненные вкладыши в виде разрезной конической втулки, также фиксирующей заготовку.
Между сборным корпусом и установочной плитой 5 размещен упругий элемент 18 (чаще всего резина). В верхней и нижней крышках корпуса для защиты от возможных ударов направляющей по ним укреплены упругие элементы 19 (резина или полиуретан).
Соединение ползунов со специальными внутренними поверхностями корпуса подвижной направляющей с сечением типа двойной "ласточкин хвост" и пружины, установленные между ползунами и верхней крышкой, облегчает возврат пуансонов в исходное положение, повышает надежность и долговечность работы устройства.
Устройство для радиальной штамповки работает следующим образом.
Заготовка, изображенная на фиг. 1 пунктиром, подается в устройство через отверстия в боковине корпуса 1, ползуне 17 и крестообразную направляющую 16 до упора с подпружиненным центром 17, установленным в крестообразной направляющей 15. Под действием нагрузки со стороны ползуна пресса корпус 1 опускается, сжимая упругий элемент 18 и скользя внутренними поверхностями по клиновым опорным поверхностям ползунов 6 и 7, сдвигая их навстречу друг другу по горизонтальной оси. Соосность схождения ползунов задается центрированием их плоско-параллельными поверхностями подвижных направляющих 8, соединяющих половины корпуса и ползуны и имеющих в сечении форму двойных "ласточкиных хвостов".
При схождении ползунов пуансоны 10-13 по направляющим пазам, выполненным на внутренней поверхности, перемещаются в радиальном направлении, при этом сжимаются пружины 14, установленные между ползунами и верхней крышкой.
В процессе внедрения пуансонов в заготовку происходит штамповка пазов заданной формы и размером. Часть металла заготовки течет в осевом направлении, перемещая подпружиненный центр. По окончании штамповки с корпуса снимается нагрузка и он под воздействием упругого элемента 18 поднимается, после чего начинают разжиматься пружины 14 и перемещать по направляющим 8 ползуны вдоль опорных поверхностей. Возможность хода направляющих относительно половин корпуса позволяет значительно уменьшить трение покоя, что облегчает возврат ползунов и повышает надежность работы устройства. В результате расхождения ползунов пуансоны 10-13 возвращаются в исходное положение.
Длина каждой направляющей составляет (0,75. . . 0,95)l, где l - длина опорной поверхности корпуса. Выполнение направляющей длиннее 0,95l не дает нужного эффекта в связи с ее незначительным перемещением, а короче 0,75l - нежелательно, так как торцы направляющей смогут интенсивно деформировать и разрушать верхнюю 2 и нижнюю 3 крышки. Для компенсации ударов в них жестко укреплены упругие элементы 19.
В процессе штамповки заготовка в зоне обжатия может увеличиваться в диаметре. Извлекают заготовку после штамповки через разрезную коническую втулку. Выступы, которые образовались при штамповке, перемещают вкладыши в горизонтальном и радиальном направлении, что обеспечивает беспрепятственное удаление заготовки. После удаления заготовки из устройства вкладыши с помощью пружин возвращаются в исходное положение. Устанавливается новая заготовка и процесс повторяется.
Конструкция устройства позволяет получать методом радиальной штамповки любое количество пазов, стружечных канавок заданной формы и размеров в различных изделиях. В этом случае устройство оснащается таким количеством бойков, которое обеспечивает выполнение требуемого числа пазов.
Устройство для радиальной штамповки в отличие от прототипа отличается большой надежностью в работе при длительной его эксплуатации. (56) Авторское свидетельство СССР N 689776, кл. В 21 J 7/16, 1979.
Авторское свидетельство СССР N 1140879, кл. В 21 J 13/02, 7/16, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛИНОВОЙ МЕХАНИЗМ С ПРИЕМНИКОМ ПОЛЗУНА | 2008 |
|
RU2461463C2 |
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп для радиальной штамповки | 1978 |
|
SU859000A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Устройство для обработки штучных заготовок | 1987 |
|
SU1470395A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Устройство для радиальной штамповки полых цилиндрических изделий | 1989 |
|
SU1632607A1 |

Сущность изобретения: устройство содержит сборный корпус с отверстием для установки заготовки, закрепленный с помощью верхней и нижней крышек, радиально размещенные в корпусе пуансоны, связанные с ползунами, имеющими клиновые опорные поверхности, выполненные с возможностью взаимодействия с соответствующими бойковыми поверхностями корпуса, опору для перемещения ползунов, укрепленную в установочной плите и снабженную переходной плитой, взаимодействующей с ползунами упругий элемент, расположенный между установочной и переходной плитами, подпружиненный центр для осевой фиксации заготовки и два полых подпружиненных вкладыша с наружной конической поверхностью. Ползуны связаны с боковыми поверхностями корпуса с помощью подвижных направляющих, выполненных с возможностью перемещения вдоль опорных поверхностей и имеющих в поперечном сечении форму двойного "ласточкина хвоста". Длина каждой направляющей составляет 0,75 . . . 0,95 длины опорной поверхности корпуса. Между верхней крышкой и ползунами установлены упругие элементы, жестко закрепленные со стороны ползунов. 2 ил.
УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ ШТАМПОВКИ, содержащее сборный корпус с отверстием для установки заготовки, закрепленной с помощью верхней и нижней крышек, радиально размещенные в корпусе пуансоны, связанные с ползунами, имеющими клиновые опорные поверхности, опору для перемещения ползунов и упругие элементы, отличающееся тем, что оно снабжено подпружиненным центром для осевой фиксации заготовки, установочной плитой и двумя полыми подпружиненными вкладышами с наружной конической поверхностью, клиновые опорные поверхности ползунов выполнены с возможностью взаимодействия с соответствующими боковыми поверхностями корпуса, опора закреплена в установочной плите и снабжена переходной плитой, взаимодействующей с ползунами, один из упругих элементов расположен между установочной и переходной плитами, при этом ползуны соединены с боковыми поверхностями корпуса с помощью подвижных направляющих, выполненных с возможностью перемещения вдоль опорных поверхностей и имеющих в поперечном сечении форму двойного "ласточкина хвоста", длина каждой направляющей составляет 0,75 - 0,95 длины опорной поверхности корпуса, а другие упругие элементы установлены между верхней крышкой и ползунами и жестко закреплены со стороны ползунов.
