Изобретение относится к литейному производству, в частности к литниковым системам (авт. св. N 1177034, кл. В 22 С 9/08), в которой выполнены разделители, имеющие форму треугольника. Данная система не обеспечивает последовательность заполнения в связи с возникновением протока и сифонного подвода металла в нижней части системы.
Наиболее близким техническим решением, выбранным в качестве прототипа (авт. св. N 1178533, кл. В 22 С 9/08), является вертикально-щелевая литниковая система, включающая стояк, обратный стояк, щелевой питатель и поршень для его перекрытия, установленные в нижней части питателя. Поршень выполнен пустотелым, а толщина стенок поршня возрастает в направлении сверху вниз. К недостаткам данной системы относится:
сложность конструкции в изготовлении;
низкая надежность работы литниковой системы, так как металл поступает через щелевой питатель под поршнем, что может привести к проникновению металла в зазор между поршнем и стенками щелевого питателя, поэтому возможно примерзание поршня, что в свою очередь не будет обеспечивать последовательность заполнения.
Цель изобретения - упрощение конструкции и повышение надежности работы литниковой системы.
Поставленная цель достигается тем, что в нижней части щелевого питателя выполнен порог, высота которого равна 2-3 толщинам щели, а по высоте щелевого питателя выполнены ребра.
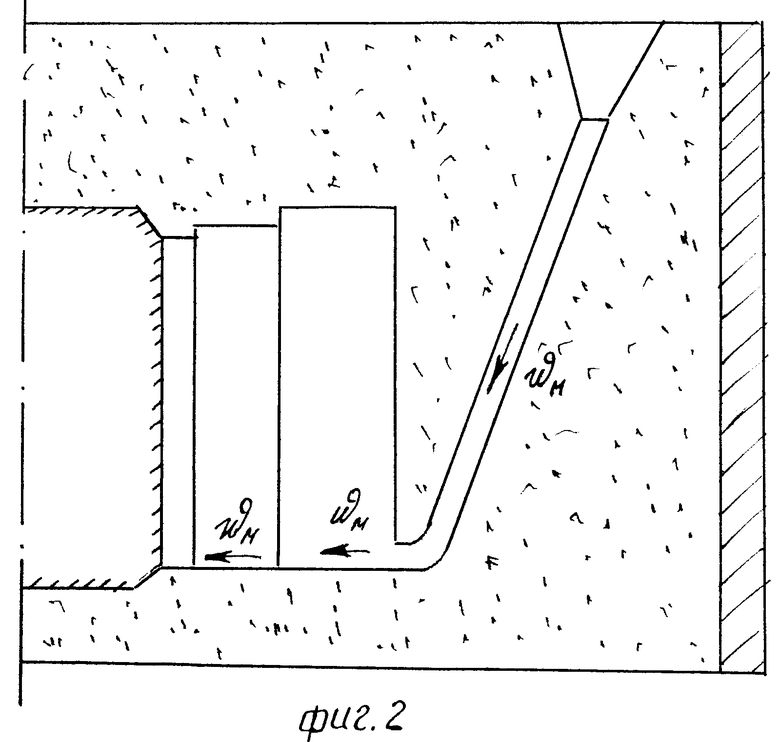
Предлагаемое изобретение поясняется фиг. 1, где изображен вертикальный разрез литниковой формы.
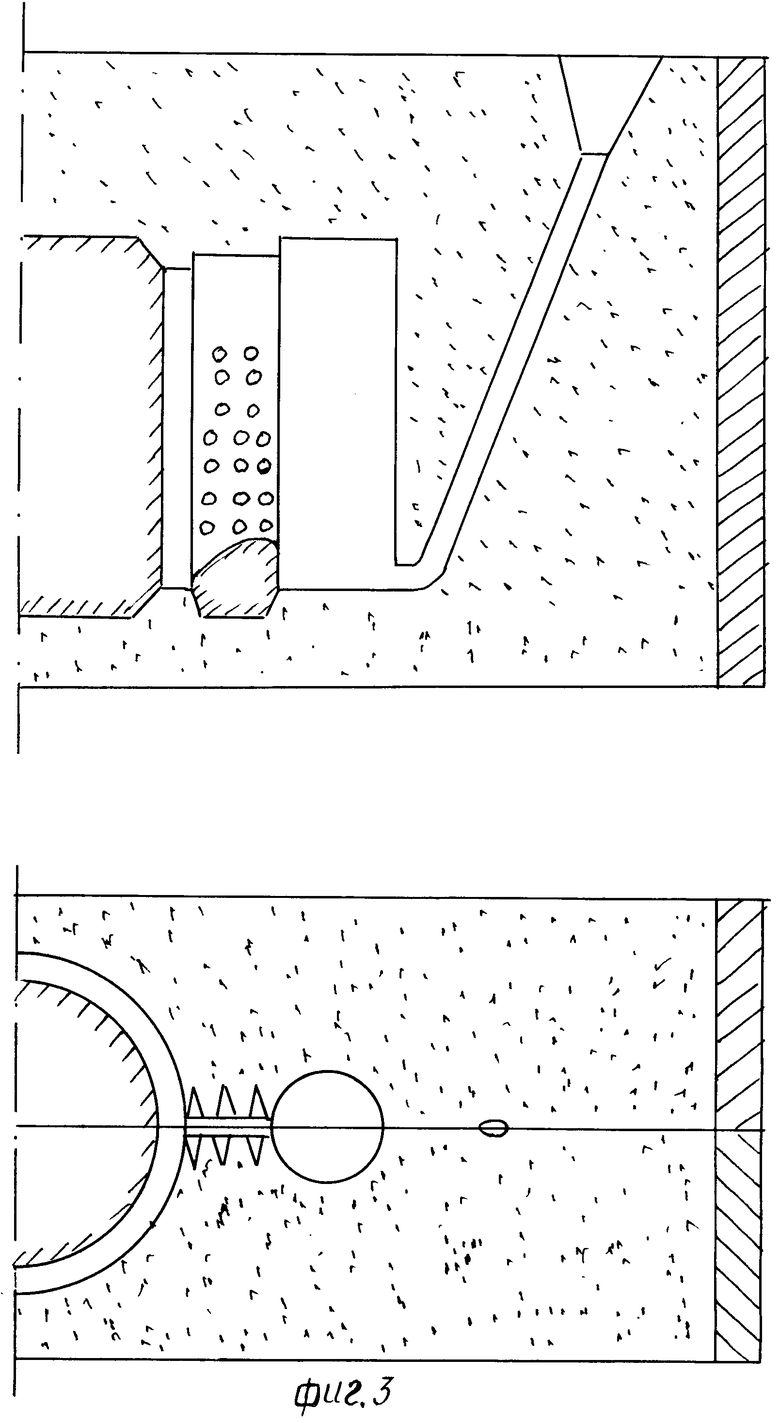
В литейной форме 1 расположена отливка 2 со стержнем 3. Отливка через щелевой питатель 4 и обратный стояк 5 соединена со стояком 6. В щелевом питателе выполнен порог 7 и ребра 8. Порог 7 изготовлен при формовке из материала формы, его оптимальная высота 2-3 толщины щели. Оптимальная высота порога выбрана, исход из экспериментальных данных. При формовке в полость формы устанавливается кварцевое стекло. Если порог отсутствует или его высота равна толщине щели, то заполнение идет сифоном согласно фиг. 2. В данном случае струя более горячего металла всегда будет подаваться снизу, что даже при незначительном перегреве металла приводит к образованию протока, то есть к нижнему подводу. При соотношении высоты порога и толщины щели, равном 4-5, происходит разбрызгивание струи металла. Щель начинает работать при соотношении высоты порога и толщины щели, равном 2-3. Ребра 6 формируются при помощи модельной плиты, представляют из себя полость, заливаемую металлом в период заполнения отливки. По мере заполнения щелевого питателя ребра затвердевают и далее работают как холодильники. Их расположение показано на фиг. 3, оно определяется условиями формовки, а их количество убывает снизу вверх. Ребра могут быть различного сечения, но приведенный размер ребра не должен превышать приведенного размера щели. Из теории затвердевания фасонных отливок известно, что значительно больше тепла от затвердевшего участка отводится в ребра, бобышки (работы профессора Неуструева А. А. , МАТИ, Метод суперпозиции). Таким образом, достаточно простое изготовление ребер и порога позволяет в то же время создать последовательность заполнения полости отливки.
Вертикально-щелевая литниковая система работает следующим образом. При заполнении формы через стояк 6 металл поступает в обратный стояк 5, а затем - в щелевой питатель 4. Металлу, подходящему из литниковой системы в полость отливки, порог 7 задает естественный угол растекания и препятствует возникновению теплового узла в месте подвода металла из питателя и образования протока в отливке. (56) Авторское свидетельство СССР N 1178533, кл. В 22 С 9/08, 1985.
Авторское свидетельство СССР N 1178533, кл. В 22 С 9/08, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДИФИЦИРОВАНИЯ ОТЛИВОК В ФОРМЕ | 1990 |
|
RU2017577C1 |
| СПОСОБ ЛИТЬЯ С НАПРАВЛЕННЫМ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1992 |
|
RU2026151C1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК | 1992 |
|
RU2065799C1 |
| КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКИХ ОБРАЗЦОВ | 2003 |
|
RU2260496C2 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ | 1991 |
|
RU2065798C1 |
| ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 1973 |
|
SU366917A1 |
| Щелевая литниковая система | 1980 |
|
SU935203A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛИ ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2048237C1 |
| Литниковая система для центробежно-гО лиТья C ВЕРТиКАльНОй ОСью ВРАщЕНия | 1979 |
|
SU850268A1 |
Использование: получение отливок из легких сплавов в песчано-глинистых формах. Сущность изобретения: в щелевом питателе 4 выполнен порог 7 и ребра 8. При заполнении формы через стояк 6 металл поступает в обратный стояк, а затем - в питатель 4. Порог задает металлу естественный угол растекания и препятствует возникновению теплового узла в месте металла из питателя к отливке и образования протоки в отливке. Высота порога 2 . . . 3 толщины питателя. При заполнении питателя ребра затвердевают и работают как холодильники, обеспечивающие последовательное заполнение. 3 ил.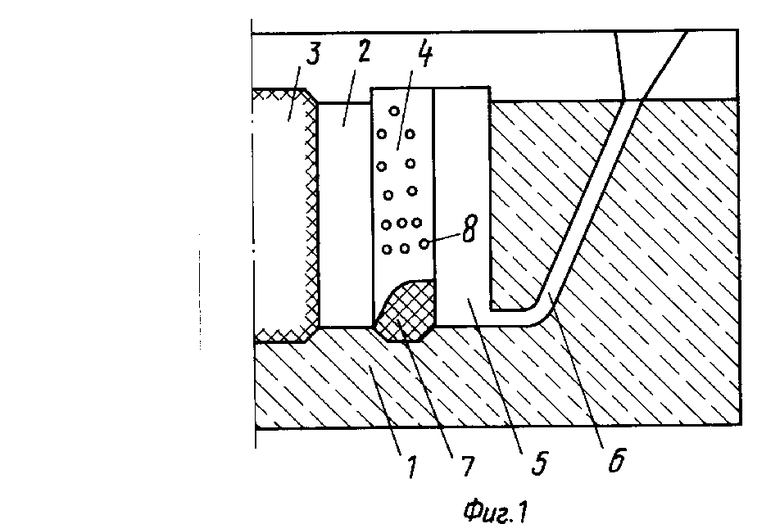
ВЕРТИКАЛЬНО-ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА, содержащая стояк, обратный стояк и щелевой питатель, отличающаяся тем, что, с целью упрощения конструкции и повышения надежности в работе, в нижней части щелевого питателя выполнен порог, высотой 2 - 3 толщины щелевого питателя, а по высоте щелевого питателя выполнены ребра.
