Изобретение относится к литейному производству и может найти применение при получении отливок.
Известны способы модифицирования отливок из металлов и сплавов. При этом модификатор может вводиться в печь, на желоб печи или в ковш при выпуске металла из печи.
Наиболее близким к заявляемому является способ модифицирования в литейной форме, когда модификатор помещают в литниковую систему формы, при этом достигается наибольшая эффективность модифицирования и снижается расход модификатора.
Недостатком известного способа является то, что его можно применять только для разъемных, песчано-глинистых форм. Этот способ невозможно применять для неразъемных форм, например, для литья по выплавляемым моделям. Модификатор вставляется в легкоплавкую модель литниковой системы формы. При этом часть модификатора выступает из модели для закрепления в форме в процессе нанесения огнеупорных слоев по обычной технологии. Модификатор должен быть химически более активный, чем компоненты сплава, для дополнительного раскисления сплава и устранения пригара на отливках по причине недостаточной раскисленности сплавов. Форма изготавливается по серийной технологии. После выплавления модельной массы в литниковой системе остается модификатор, закрепленный в форме выступающей из модели его частью. Таким образом, модификатор будет находиться в литниковой системе неразъемной формы и закреплен в этой форме.
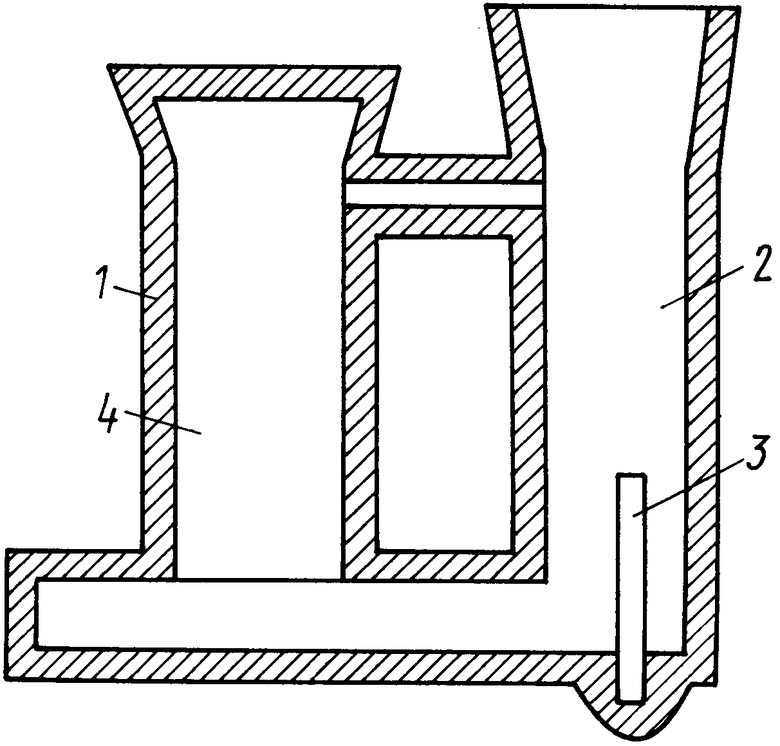
Изобретение поясняется чертежом, где 1 - неразъемная форма по выплавляемым моделям; 2 - литниковая система; 3 - модификатор; 4 - отливка.
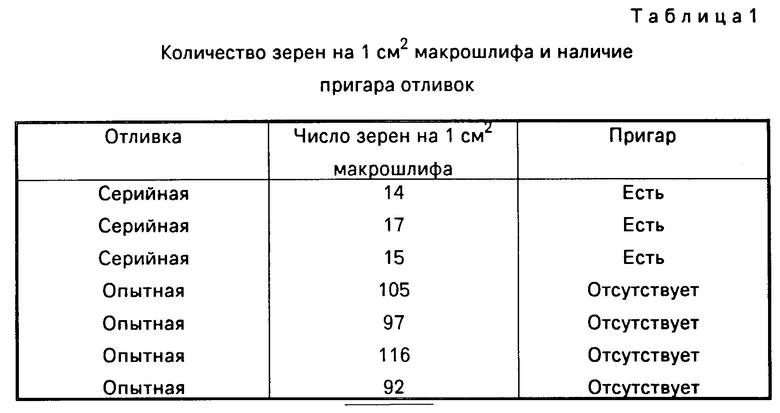
П р и м е р. В нижнюю часть легкоплавкой модели литниковой системы вставлена вставка из титана ВТ1-0 диаметром 4 мм и длиной 50 мм. Снаружи легкоплавкой модели остается 10 мм, а в легкоплавкую модель вставлено 40 мм прутка титана. Затем по серийной технологии были изготовлены электрокорундовые керамические формы для отливки "Ротор" массой 17 кг. Формы заливались сплавом ВНЛ1. Результаты анализа опытных и серийных отливок на микроструктуру и пригар отливок приведены в табл.1.
Из табл.1 следует, что у серийных отливок имеется пригар, у опытных он полностью отсутствует. Среднее число зерен у серийных отливок ≈ 15 зерен/см2 микрошлифа. Среднее число зерен у опытных отливок ≈ 103 зерен/см2, т.е. число зерен возросло в 6,8 раза. Поверхность отливок была гладкой, отливки лучше обрабатывались резанием.
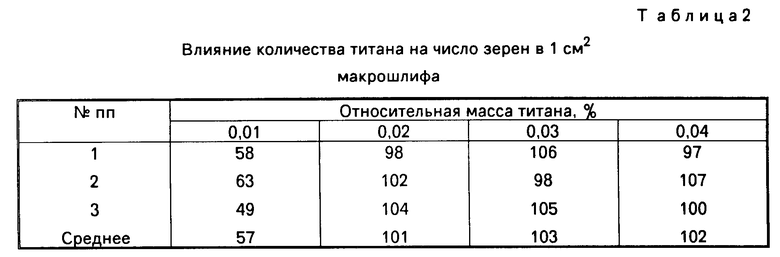
Масса титанового прутка должна находиться в определенной пропорции по отношению к массе отливок (табл.2).
При относительной массе титанового прутка менее 0,02% эффективность модифицирования резко снижается. При относительной массе более 0,03% эффективность модифицирования не меняется, но увеличивается расход титана. Поэтому относительная масса титанового прутка должна находиться в пределах 0,02 + 0,03%. Пригар на всех отливках отсутствовал.
При модифицировании сплава в ковше аналогичный эффект по измельчению структуры наблюдается при расходе титана 0,09-0,10%, т.е. в несколько раз большим. При этом пригар полностью не устраняется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ С НАПРАВЛЕННЫМ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1992 |
|
RU2026151C1 |
| ВЕРТИКАЛЬНО-ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 1992 |
|
RU2010664C1 |
| Устройство для модифицирования и рафинирования металлических расплавов | 1990 |
|
SU1773556A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ТУГОПЛАВКИХ ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 1992 |
|
RU2010669C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 1992 |
|
RU2032488C1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Способ прокаливания оболочковых форм | 1982 |
|
SU1147515A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТИ ОТЛИВОК | 2008 |
|
RU2391177C2 |
| СПОСОБ ЛИТЬЯ С НАПРАВЛЕННЫМ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1992 |
|
RU2026150C1 |
Изобретение относится к литейному производству, в частности к получению модифирования отливок в формах, получаемых по выплавляемым моделям. Сущность изобретения: модифицирующий элемент выполняют из химически более активного металла, чем компоненты заливаемого сплава. Его закрепляют одним концом в зумфе модели стояка литниковой системы. В том случае, если модифицирующий материал выполнен из титана (сплава ВНЛ 1), то увеличивается число макрозерен в 6,8 раза по сравнению с немодифицированным. Пригар на отливках устраняется. 1 з.п.ф-лы, 1 ил., 2 табл.
| Литейная форма для получения модифицированных отливок и модель стояка для ее изготовления | 1987 |
|
SU1447528A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
