Изобретение относится к литейному производству/ а именно к литниковым системам для отливок из сплавов цветных и черных металлов.
Известны различные вертикальнощелевые литниковые системы, позволяющие получать отливки направленны затвердеванием путем подвода расплава металла только в верхние зоны заполняющего форму металла 1.
Однако такие системы эффективны только при ламинарном потоке расплава, протекающего через щелевой литник. С целью противодействия турбулентности потока применяют иногда сложные системы с несколькими каналами, работакнцими последовательно.
Известна щелевая литниковая система, имеющая плавающий поршень и обеспечивающая высокое качество отливок 2.
Однако данная система имеет сложную конструкцию и невысокий козффициент использования .металла потому, что кроме металлопровода использует еще и обратный стояк.
Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является литниковая сис тема,включающая стояк, щелевой литник и плавающий элемент шарообразной фО(4Ы 3 .
Недостатком данной системы является то, что шаровой плавающий элемент по существу выполняет только одну функцию: он гасит кинетическую энергию струи. Kpcwe того, через зазор между щелввым литником и плавающим элементом во времени пере10пускаются различные количества металла, что нарушает условие равномерного заполнения формы и снижает качество отливок.
Целью изобретения является повы15шение качества отливок путем созданияусловий для равномерного заполнения формы без существенного усложнения конструкции литниковой системы.
20
Указанная цель достигается тем, что в щелевой литниковой системе, включающей стояк, щелевой литник и плавающий элемент, плавающий элемент выполнен в виде цилиндра с лыской
25 на боковой поверхности и со скосом на верхнем торце в сторону лыски и снабжен выступом в верхней части, лыской на цилиндрической части и
В нижней части пером, входящим в
30
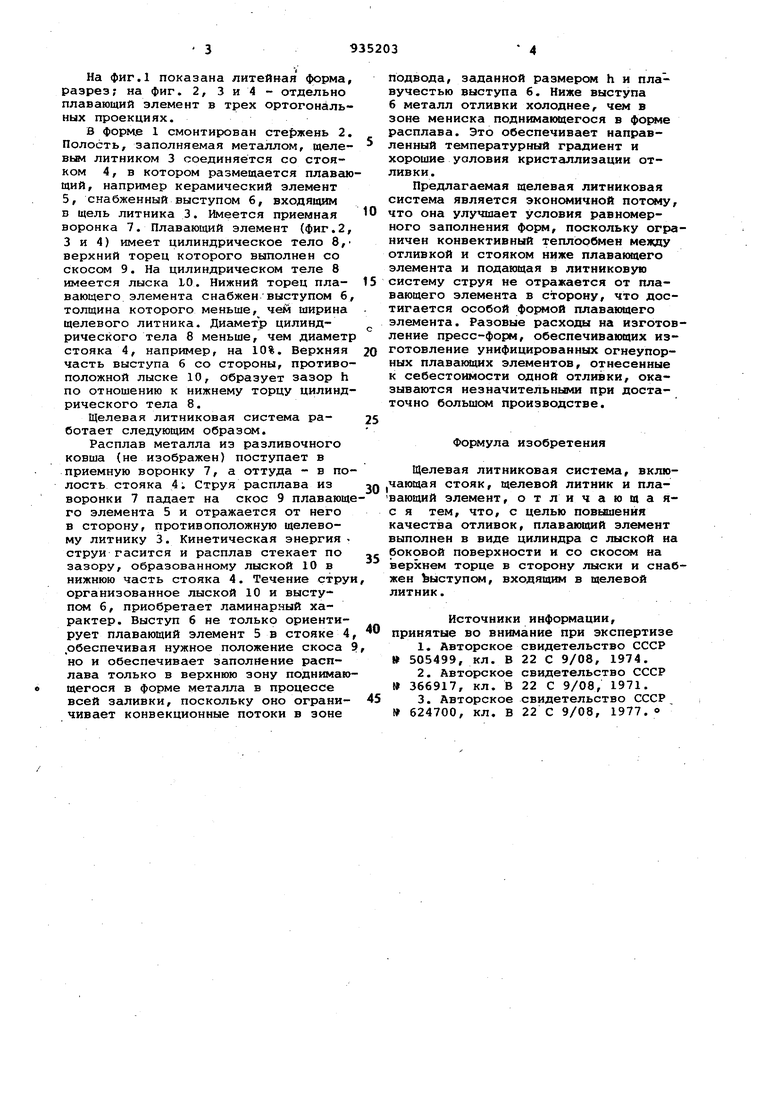
.щелевой литник. На Фиг,1 показана литейная форма, разрез; на фиг. 2, 3 и 4 - отдельно плавающий элемент в трех ортогонйльных проекциях. В форме 1 смонтирован стержень 2. Полость, заполняемая металлом, щелевь 1 литником 3 соединяется со стояком 4, в котором размещается плаваю щий, например керамический элемент 5, снабженный выступом 6, входящим в щель литника 3. Имеется приемная воронка 7. Плавающий элемент (фиг.2, 3 и 4) имеет цилиндрическое тело 8, верхний торец которого выполнен со скосом 9. На цилиндрическом теле 8 имеется лыска LO. Нижний торец плавающего элемента снабжен выступом б толщина которого меньше, чем ширина щелевого литника. Диаметр цилиндрического тела 8 меньше, чем диаметр стояка 4, например, на 10%. Верхняя часть выступа б со стороны, противо положной лыске 10, образует зазор h по отношению к нижнему торцу цилинд рического тела 8. Щелевая литниковая система работает следующим образом. Расплав металла из разливочного ковша (не изображен) поступает в приемную воронку 7, а оттуда - в по лость стояка 4; Струя расплава из воронки 7 падает на скос 9 плавающ го элемента 5 и отражается от него в сторону, противоположную щелевому литнику 3. Кинетическая энергия струи гасится и расплав стекает по зазору, образованному лыской 10 в нижнюю часть стояка 4. Течение стру организованное лыской 10 и выступом б, приобретает ламинарный характер. Выступ 6 не только ориентирует плавающий элемент 5 в стояке 4 .обеспечивая нужное положение скоса но и обеспечивает заполнение расплава только в верхнюю зону поднимаю щегося в форме металла в процессе всей заливки, поскольку оно ограничивает конвекционные потоки в зоне подвода, заданной размером h и плавучестью выступа б. Ниже выступа б металл отливки холоднее, чем в зоне мениска подн1шак аегося в форме расплава. Это обеспечивает направленный температурный гргщиент и хорошие условия кристаллизации отливки. Предлагаемая щелевая литниковая система является экономичной потсяну, что она улучшает условия равномерного заполнения форм, поскольку ограничен конвективный теплообмен между отливкой и стояком ниже плавающего элемента и подающая в литниковую систему струя не отражается от плавающего элемента в сторону, что достигается особой формой плавающего элемента. Разовые расходы на изготовление пресс-форм, обеспечивающих изготовление унифицированных огнеупорных плавакяцих элементов, отнесенные к себестоимости одной отливки, оказываются незначительными при достаточно больше производстве. Формула изобретения Щелевая литниковая система, вклю|Чающая стояк, щелевой литник и плавающий элемент, отличающаяс я тем, что, с целью повышения качества отливок, плавающий элемент выполнен в виде цилиндра с лыской на боковой поверхности и со скоссял на верхнем торце в сторону лыски и снабжен Ъыступом, входящим в щелевой литник. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 505499, кл. В 22 С 9/08, 1974. 2.Авторское свидетельство СССР W 366917, кл. В 22 С 9/08, 1971. 3.Авторское свидетельство СССР, 624700, кл. В 22 С 9/08, 1977.0
| название | год | авторы | номер документа |
|---|---|---|---|
| Щелевая литниковая система | 1977 |
|
SU624700A1 |
| ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 1973 |
|
SU366917A1 |
| Литейная стопочная форма | 1980 |
|
SU900958A2 |
| Центробежная стопочная форма | 1977 |
|
SU698718A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Вертикально-щелевая литниковая система | 1974 |
|
SU505499A1 |
| Литниковая система | 1986 |
|
SU1371759A1 |
| Способ литья в кокиль для получения плоских отливок из алюминиевых и магниевых сплавов | 2019 |
|
RU2720331C1 |
| Устройство для заливки расплава | 1986 |
|
SU1337187A1 |
| Устройство для модифицирования жидкого металла | 1982 |
|
SU1069944A1 |

