Изобретение относится к холодной листовой штамповке, в частности к штампам для пробивки отверстий в заготовках решеток мясорубок.
Известен штамп для пробивки отверстий, расположенных по окружности, содержащий матрицу, пуансон, прижим-съемник и оснащенный узлом относительного поворота заготовки, включающим в себя поворотный диск с пазами по периферии и фиксатор, установленный с возможностью взаимодействия с поверхностями пазов (Фойгельман Г.А. Альбом конструкций универсальных штамповочных блоков и узлов для холодной штамповки. - М., 1980, с. 60, фиг. 12.04). Однако конструктивное исполнение штампа не позволяет изготавливать детали типа решеток мясорубок, отверстия в которых расположены по концентрическим рядам, отличным от окружности.
Наиболее близким к предлагаемому штампу является штамп для пробивки отверстий в деталях из листового материала с шириной перемычки между отверстиями меньше толщины обрабатываемого материала, содержащий матрицу, пуансоны, смонтированные в пуансонодержателе, и средство противодавления на перемычку (А.с. N 1183241, МКИ B 21 D 28/14, бюл. N 37, 1985 г. - прототип).
Недостатком этого штампа является низкая производительность при изготовлении деталей типа решеток мясорубок, поскольку пуансоны размещены в прямолинейный ряд. Такая схема установки пуансонов ведет при штамповке к резкому увеличению нагрузки на ограниченную площадь заготовки, что в свою очередь вызывает ее коробление и увеличивает степень утяжки металла с поверхности заготовки. Кроме того, у большинства решеток отверстия расположены близко друг к другу и поэтому установка пуансонов в ряд при высокой скученности конструктивно невозможна. Отсутствие в данном штампе механизма фиксированного поворота обрабатываемой заготовки существенно затрудняет условия его эксплуатации и снижает точность пробивки отверстий.
Технической задачей изобретения является увеличение производительности и упрощение условий эксплуатации штампа при изготовлении деталей типа решеток мясорубок с одновременным повышением качества готового изделия за счет более равномерного распределения нагрузки на поверхность обрабатываемой детали и последовательной пробивки отверстий группами.
Поставленная задача достигается тем, что в штампе для пробивки отверстий в деталях из листового материала, например в заготовках решеток мясорубок, содержащем матрицу и пуансоны, смонтированные в пуансонодержателе, пуансоны расположены по концентрическим рядам, образующим правильные многоугольники, причем пуансоны, размещенные в вершинах многоугольников, смещены относительно друг друга на угол α, величина которого определена из формулы
где C - число ходов пуансонодержателя, необходимое для пробивки всех отверстий и равное числу сторон многоугольника;
а последующие пуансоны в рядах размещены с возможностью чередования в сторону, противоположную направлению поворота заготовки, с интервалом t, выбранным равным t = m-1, где m - число отверстий на стороне многоугольника в соответствующем ряду решетки;
при этом число пуансонов N в каждом ряду определено из соотношения
где n - число отверстий в соответствующем ряду решетки;
кроме того, штамп оснащен поворотным фиксирующим заготовку кольцом с фиксатором шарикового типа, установленным с возможностью взаимодействия с пазами по периферии матрицы, равномерно расположенными со смещением относительно друг друга на вышеупомянутый угол α.
С помощью предлагаемого штампа, например, осуществляется изготовление решеток для мясорубок модели К6-ФВП-200 с минимальными затратами штучного времени на пробивку каждого отверстия.
Наличие в предлагаемом штампе изобретения доказывается тем, что в существующих конструкциях штампов для пробивки отверстий схемы размещения пуансонов в пуансонодержателе не позволяют получать отверстия в заготовках одновременной пробивкой группами с минимальной утяжкой металла с обрабатываемой поверхности и с предотвращением коробления заготовки, это обуславливает невысокую производительность процесса и неудовлетворительное качество готового изделия. Кроме того, отсутствуют подобные штампы, обеспечивающие синхронное с поворотным кольцом изменение позиций обрабатываемой заготовки в соответствии со схемой расположения отверстий в готовом изделии, что облегчает условия эксплуатации штампов.
Оригинальность предлагаемого технического решения заключается в радикальном изменении схемы размещения пуансонов путем упорядочивания их взаимного расположения, заключающегося в расположении пуансонов по концентрическим рядам, образующим правильные многоугольники, например шестиугольники, в аналитически обоснованной последовательности. Такое изменение позволяет осуществлять поэтапную пробивку отверстий с максимальной производительностью и минимальной степенью утяжки металла. С другой стороны, предлагаемая схема пробивки отверстий исключает возможность коробления или смятия штампуемой заготовки. Также оригинальностью изобретения является то, что штамп оснащен механизмом фиксированного поворота заготовки, что существенно упрощает условия эксплуатации штампа и обеспечивает высокую точность пробивки отверстий.
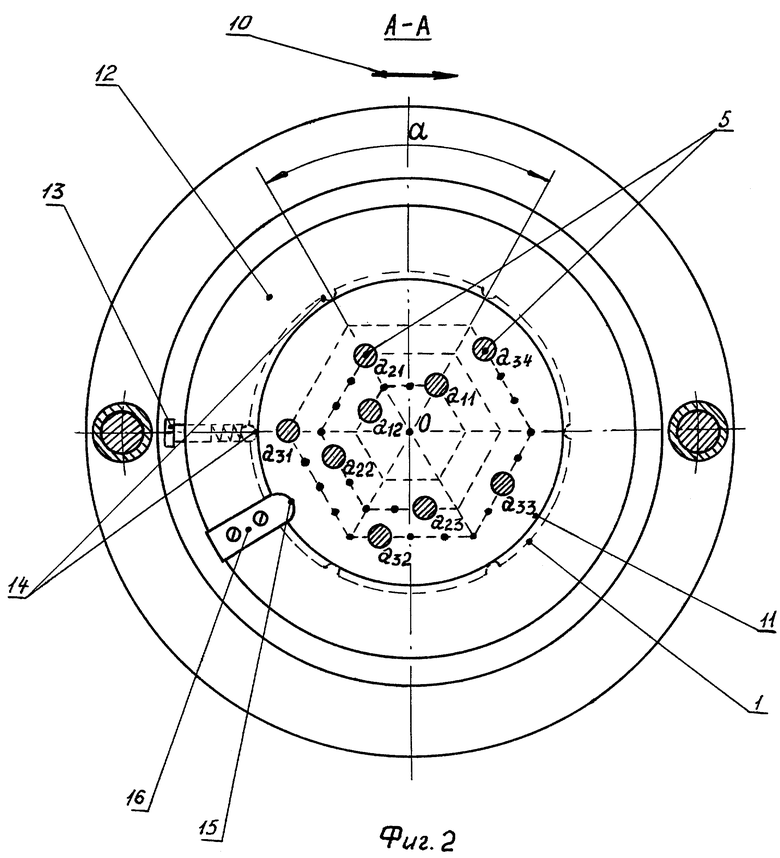
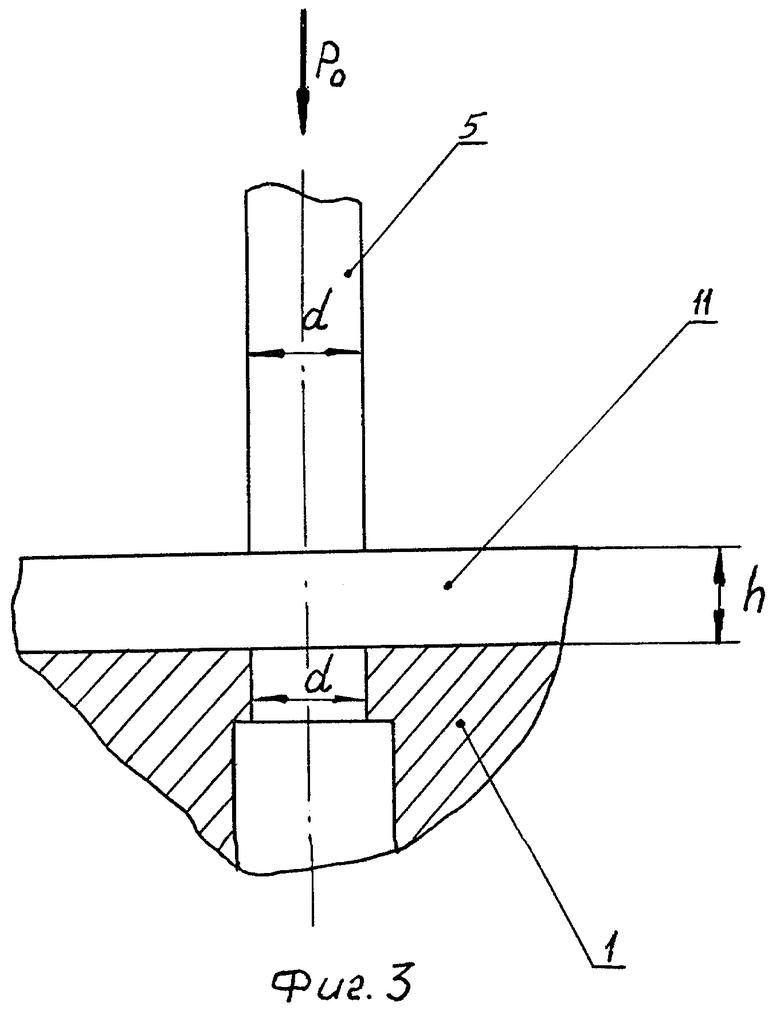
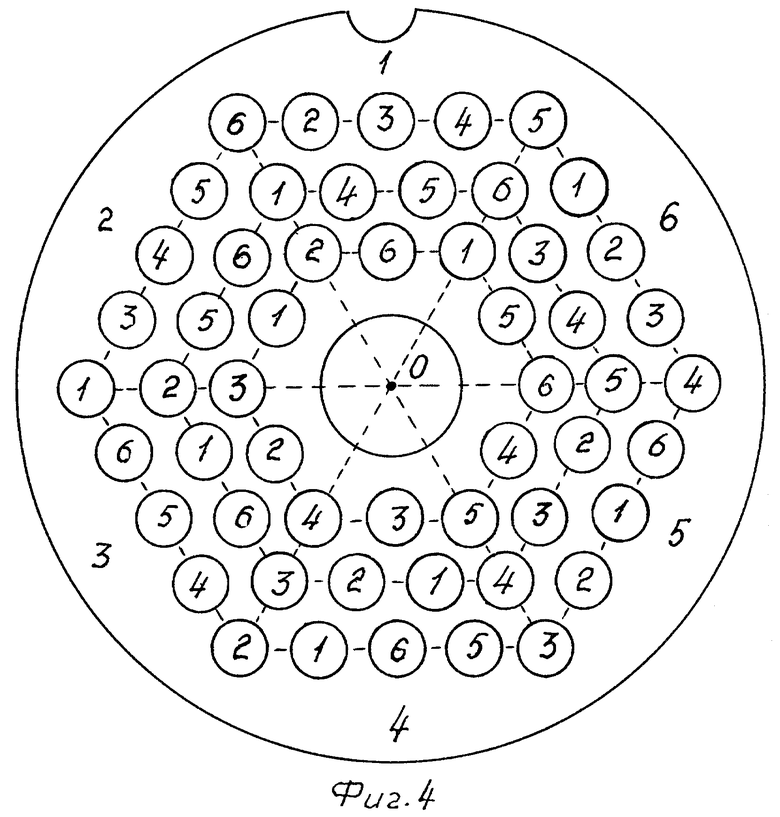
Изобретение поясняется фиг. 1-4, где на фиг. 1 изображен общий вид штампа в сомкнутом положении; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема к расчету усилия пробивки отверстия в заготовке; на фиг. 4 - решетка, получаемая в предлагаемом штампе.
На фиг. 1 показан штамп для пробивки отверстий в деталях из листового материала, например в заготовках решеток мясорубок в сомкнутом положении, который содержит матрицу 1, установленную на нижней плите 2. На верхней подвижной плите 3 смонтирован пуансонодержатель 4 с пуансонами 5, подпружиненными к направляющей плите 6 пружинами 7. Соосность элементов матрицы 1 и пуансонодержателя 4 обеспечивается направляющими колонками 8 и втулками 9. Пуансоны 5 расположены по концентрическим рядам, образующим правильные многоугольники, например шестиугольники (фиг. 2), причем пуансоны, размещенные в вершинах многоугольников, смещены относительно друг друга на угол α, величина которого определена из формулы
где C - число ходов пуансонодержателя 4, необходимое для пробивки всех отверстий, (в данном случае принимаем C = 6).
Последующие пуансоны в рядах чередуются в сторону, противоположную направлению 10 поворота заготовки 11, с интервалом t, выбранным равным t = m-1, где m - число отверстий на стороне многоугольника в соответствующем ряду решетки (фиг. 4).
Число пуансонов N в каждом ряду определено из соотношения
где n - число отверстий в соответствующем ряду решетки.
Штамп оснащен поворотным фиксирующим заготовку 11 кольцом 12 с фиксатором 13 шарикового типа (фиг. 1). При этом фиксатор 13 установлен с возможностью взаимодействия с пазами 14 по периферии матрицы 1, равномерно расположенными со смещением относительно друг друга на вышеупомянутый угол α (фиг. 2).
Схема размещения пуансонов 5 в пуансонодержателе 4 выбирается таким образом, чтобы, с одной стороны, максимально увеличить производительность пробивки отверстий, а с другой - исключить возможность коробления обрабатываемой заготовки 11 и уменьшить степень утяжки металла с ее поверхности.
Наиболее предпочтительной с позиции производительности является схема размещения пуансонов 5 по концентрическим рядам, образующим правильные многоугольники, например шестиугольники.
С целью равномерного распределения при штамповке нагрузки на заготовку 11 предлагается пуансоны a11, a21 и a31 (фиг. 2), размещенные в вершинах многоугольников, сместить относительно друг друга на угол α. Если C - число ходов пуансонодержателя 4, необходимое для пробивки всей системы отверстий и равное числу сторон многоугольника, то учитывая, что общий угол поворота заготовки 11 в поворотном кольце 12 составляет 360o, найдем угол α
Число пуансонов N в каждом ряду определяется из следующего условия - за C ходов пуансонодержателя 4 необходимо пробить n отверстий в соответствующем ряду заготовки 11 с минимальными затратами штучного времени на пробивку каждой группы отверстий. Например, для пробивки 12-ти отверстий в ряду за шесть ходов пуансонодержателя 4 необходимо иметь два пуансона, то есть общая формула для расчета количества пуансонов примет вид
Безразмерная величина интервала t чередования последующих пуансонов a12, a22, a23, a32, a33 и a34 в сторону, противоположную направлению 10 поворота заготовки 11, определяется в зависимости от числа отверстий m на стороне многоугольника в соответствующем ряду решетки t = m-1.
Синхронность изменения позиций заготовки 11 с поворотным кольцом 12 обеспечивается фиксатором 13 шарикового типа, который установлен с возможностью взаимодействия с пазами 14, выполненными по периферии матрицы 1 со смещением относительно друг друга на угол α.
Представленная схема размещения пуансонов позволяет поэтапно пробивать отверстия группами за C ходов пуансонодержателя. На фиг. 4 цифрами указана последовательность пробивки 54-х отверстий группами за шесть ходов пуансонодержателя.
Усилие P, необходимое для пробивки отверстий в заготовке, определяется из следующего выражения:
P = P1·K,
где P1 - усилие для пробивки одного отверстия, Н;
K - число одновременно пробиваемых отверстий.
Усилие P1 находится как
P1= π·d·h·τs,
где d - диаметр пробиваемого отверстия, мм, (фиг. 3);
h - толщина штампуемого листа заготовки 11, мм;
τs - касательное напряжение при пробивке, Н/мм2.
Выразив касательное напряжение τs через напряжение пластичной стали σs
где β - переменный коэффициент, изменяющийся от 1 до 1,155 (положим β = 1,155),
получим
P1= 0,58·π·d·h·σs.
Тогда формула для определения усилия примет вид
P = 0,58·π·d·h·K·σs.
Основываясь на экспериментах по пробивке в заготовках решеток 20-ти и более отверстий, усилие Q, необходимое для прижатия заготовки 11 к матрице 1 штампа, составляет порядка 30% от усилия пробивки P. То есть потребное усилие P0 окончательно составит
Для определения стойкости пуансона 5 определим нормальное напряжение σн, действующее при пробивке на его поперечное сечение (фиг. 3)
Подставляя в эту формулу значение для P0, получим .
.
Поскольку напряжение σн, действующее на поперечное сечение пуансона 5, не должно превышать допустимое для материала пуансона напряжение σд(σн≤σд), то имеем следующее неравенство:
Следовательно, максимальная толщина h листа заготовки, пробиваемой пуансоном, изготовленным из инструментальной марки стали, рассчитывается по формуле
Фиксация заготовки 11 по предварительно выполненному посадочному пазу 15 осуществляется в поворотном кольце 12 неподвижной планкой 16 (фиг. 2).
Пробивка отверстий в заготовках решеток в предлагаемом штампе осуществляется следующим образом. Заготовку 11 (фиг. 1) устанавливают на матрицу 1 и фиксируют в поворотном кольце 12 по планке 16 (фиг. 2). Фиксатор 13 вводят в паз 14, расположенный на периферии матрицы 1. При рабочем ходе пресса пуансонодержатель 4 с установленными в нем пуансонами 5 воздействует на подпружиненную направляющую плиту 6, осуществляющую предварительный прижим заготовки 11 к матрице 1 (фиг. 1). Одновременно со сжатием пружин 7 пуансонодержатель 4 продолжает перемещаться вниз, и пуансоны 5 пробивают систему отверстий в заготовке 11. Затем пуансонодержатель 4 возвращают в исходное положение, а фиксатор 13 выводят из паза 14. После этого поворотное кольцо 12 с заготовкой 11 поворачивают в направлении 10 (фиг. 2) до вхождения шарика фиксатора 13 в следующий паз на периферии матрицы 1, и цикл пробивки отверстий повторяется.
Для пробивки 54-х отверстий диаметром d = 12 мм в заготовке решетки мясорубки модели К6-ФВП-200 пуансоны 5 необходимо расположить по концентрическим рядам, образующим правильные шестиугольники, причем пуансоны, размещенные в вершинах шестиугольников, сместить относительно друг друга на угол α = 60°, а последующие пуансоны чередовать в сторону, противоположную направлению 10 поворота заготовки 11, с интервалом t, равным 2-м, 3-м и 4-м отверстиям соответственно для первого, второго и третьего ряда (считается от центра O). Число пуансонов в первом ряду должно составлять 2, во втором - 3, а в третьем - 4. Общее усилие P0, необходимое для пробивки отверстий в заготовке из листовой стали марки У7А толщиной h = 6 мм, составит 450 кН.
Применение предлагаемой схемы размещения пуансонов позволяет максимально увеличить производительность штампа с одновременным уменьшением степени утяжки металла с поверхности обрабатываемой заготовки и предотвращением ее коробления.
Упрощению условий эксплуатации штампа способствует наличие поворотного фиксирующего заготовку 11 кольца 12 и фиксатора 13 шарикового типа, взаимодействующих с пазами 14, равномерно расположенными по периферии матрицы 1 со смещением относительно друг друга на специально выбранный угол.
Штамп может быть переналажен для изготовления различных типов решеток благодаря быстросъемности матрицы 1, пуансонодержателя 4 и пуансонов 5.
Решетка, полученная в штампе (фиг. 4), обладает повышенной износостойкостью и полностью соответствует требованиям, предъявляемым к серийным решеткам, изготовленным традиционными способами, сверлением, например.
Наряду с повышением производительности пробивки отверстий и упрощением условий эксплуатации штампа улучшается качество готового изделия.
Таким образом, использование предлагаемого изобретения позволяет достичь следующих результатов:
1. Производительность при изготовлении деталей типа решеток мясорубок максимально повышается с одновременным упрощением условий эксплуатации штампа.
2. Улучшение качества готового изделия достигается за счет более равномерного распределения нагрузки на поверхность обрабатываемой заготовки и повышения точности пробивки отверстий.
3. Расширение области эффективного применения штампа возможно за счет изготовления различных типов решеток мясорубок.
Реализация потенций предлагаемого изобретения позволяет значительно повысить производительность изготовления деталей типа решеток мясорубок с одновременным улучшением их качественных характеристик.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1998 |
|
RU2136471C1 |
| НОЖ КУТТЕРА | 1999 |
|
RU2157734C1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1999 |
|
RU2174056C2 |
| РЕШЕТКА ДЛЯ МЯСОРУБКИ | 1997 |
|
RU2136371C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| РЕШЕТКА К УСТРОЙСТВУ ДЛЯ ИЗМЕЛЬЧЕНИЯ МЯСА | 1995 |
|
RU2083286C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ КОРМОВОГО МАТЕРИАЛА НА ФРАКЦИИ | 1998 |
|
RU2142858C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО КРЕСТОВОГО НОЖА | 2013 |
|
RU2533236C1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
Изобретение относится к холодной листовой штамповке, в частности к штампам для пробивки отверстий в заготовках решеток мясорубок. Техническим результатом изобретения является увеличение производительности и упрощение условий эксплуатации штампа при изготовлении деталей типа решеток мясорубок с одновременным повышением качества готового изделия. Штамп для пробивки отверстий содержит матрицу и пуансоны, смонтированные в пуансонодержателе. Пуансоны расположены по концентрическим рядам, образующим правильные многоугольники, например шестиугольники, причем пуансоны, размещенные в вершинах многоугольников, смещены относительно друг друга на угол α, величина которого определена из формулы
где С - число ходов пуансонодержателя, необходимое для пробивки всех отверстий и равное числу сторон многоугольника. Последующие пуансоны в рядах размещены с возможностью чередования в сторону, противоположную направлению поворота заготовки, с интервалом t, выбранным равным t=m-1, где m - число отверстий на стороне многоугольника в соответствующем ряду решетки, при этом число пуасонов N в каждом ряду определено из соотношения  где n - число отверстий в соответствующем ряду решетки, кроме того, штамп оснащен поворотным фиксирующим заготовку кольцом с фиксатором шарикового типа, установленным с возможностью взаимодействия с пазами по периферии матрицы, равномерно расположенными со смещением относительно друг друга на вышеупомянутый угол α.4 ил.
где n - число отверстий в соответствующем ряду решетки, кроме того, штамп оснащен поворотным фиксирующим заготовку кольцом с фиксатором шарикового типа, установленным с возможностью взаимодействия с пазами по периферии матрицы, равномерно расположенными со смещением относительно друг друга на вышеупомянутый угол α.4 ил.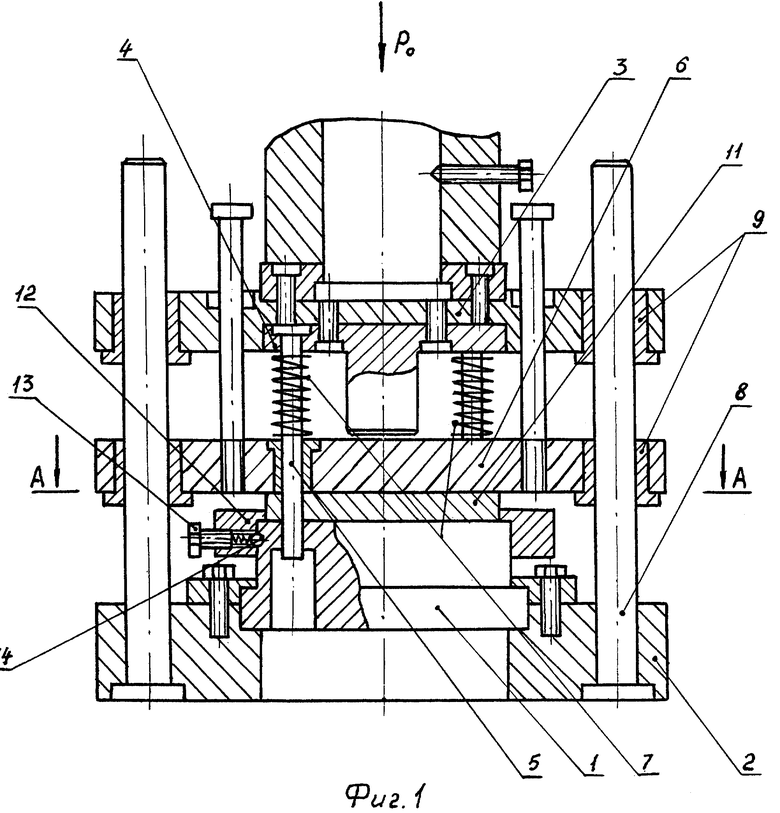
Штамп для пробивки отверстий в деталях из листового материала, например, в заготовках решеток мясорубок, содержащий матрицу и пуансоны, смонтированные в пуансонодержателе, отличающийся тем, что пуансоны расположены по концентрическим рядам, образующим правильные многоугольники, причем пуансоны, размещенные в вершинах многоугольников, смещены относительно друг друга на угол α, величина которого определена из формулы
где C - число ходов пуансонодержателя, необходимое для пробивки всех отверстий и равное числу сторон многоугольника,
а последующие пуансоны в рядах размещены с возможностью чередования в сторону, противоположную направлению поворота заготовки, с интервалом t, выбранным равным t = m - 1, где m - число отверстий на стороне многоугольника в соответствующем ряду решетки,
при этом число пуансонов N в каждом ряду определено из соотношения
где n - число отверстий в соответствующем ряду решетки,
кроме того, штамп оснащен поворотным фиксирующим заготовку кольцом с фиксатором шарикового типа, установленным с возможностью взаимодействия с пазами по периферии матрицы, равномерно расположенными со смещением относительно друг друга на вышеупомянутый угол α.
| Штамп для пробивки отверстий | 1984 |
|
SU1183241A1 |
| СПОСОБ МНОГОПЕРЕХОДНОГО ОБРАЗОВАНИЯ ОТВЕРСТИЙ С РАВНЫМ ШАГОМ В ПЛОСКИХ ДЕТАЛЯХ | 0 |
|
SU375119A1 |
| Способ пробивки конечного ряда отверстий | 1975 |
|
SU602273A1 |
| Многопуансонный штамп для обработки листового материала | 1978 |
|
SU770612A1 |
| ГЕНЕРАТОР ПИЛООБРАЗНЫХ ИМПУЛЬСОВ ТОКА | 0 |
|
SU396817A1 |
