Изобретение относится к устройствам для сварки автомобильных кузовов, в частности, к устройствам, обеспечивающим сварку автомобильных кузовов после их предварительной сборки посредством свободного соединения составных частей кузовов.
Известное устройство указанного выше типа включает сварочный пост для сварки кузовов, конвейерную линию для транспортировки предварительно свободно собранных кузовов к сварочному посту, средства для скрепления составных частей кузова в правильном положении для сварки, расположенные в определенных местах и размещенные на сварочном посту, и средства для ведения сварочных работ, размещенные на сварочном посту для сваривания вместе составных частей кузова после их скрепления упомянутыми средствами, расположенными в определенных местах.
За последнее десятилетие в автомобильной промышленности проявилась все более возрастающая тенденция использовать устройства упомянутого типа, которые характеризуются гибкостью применения, т. е. приспособлены для операции на кузовах различных типов. Действительно, использование гибких в применении устройств значительно снижает капиталовложение, которое в свое время было необходимым для запуска новой модели легковой машины в производство и сделало сроки по переводу завода на выпуск новой модели легковой машины практически незначительными.
В известном устройстве сварочный пост имеет по меньшей мере две пары рам, расположенных в определенном месте, которые могут быть быстро взаимозаменены на рабочем месте, на рамах каждой пары находятся приспособления, расположенные в определенных местах и предназначенные для соответствующего типа кузова. До настоящего времени использования гибких в применении сварочных постов обычно предпочиталось использованию нескольких сварочных постов, каждый из которых предназначался для соответствующего типа кузова.
До настоящего времени использование гибких в применении сварочных постов обычно предпочиталось использованию нескольких сварочных постов/ каждый из которых предназначался для соответствующего типа кузова.
Целью изобретения является обеспечение соответствующего решения всех указанных выше проблем.
Для этого устройство для сварки автомобильных кузовов, включающее сварочный пост для сварки кузова, конвейерную линию для транспортировки предварительно свободно собранных кузовов к сварочному посту,
- средства для скрепления составных частей кузова в правильном положении для сварки, расположенные в определенных местах и размещенные на сварочном посту, средства для ведения сварочных работ, размещенные на сварочном посту для сваривания вместе составных частей кузова после их скрепления упомянутыми средствами, расположенными в определенных местах, характеризующееся тем, что средства для ведения сварочных работ включают множество лазерных сварочных горелок, которые соединены со средствами для скрепления составных частей кузова, расположенными в определенных местах, и соединены со средствами лазерной эмиссии с помощью оптических волокон. (В описании изобретения термин "лазерная сварочная горелка; используется для обозначения оптической головки для фокусировки лазерного луча, посланного головкой в одну или несколько точек сваривания).
В предпочтительном варианте изобретения средства для скрепления составных частей кузова включают множество приспособлений для крепления составных частей кузова, расположенных в определенных местах и поддерживаемых рамами, расположенными в определенном месте, которые также поддерживают лазерные сварочные горелки. На каждой раме, расположенной в определенном месте, находится по меньшей мере одно оптическое распределительное устройство, имеющее вход для соединения с лазерным источником и множество выходов, соединенных с лазерными горелками, которые поддерживаются рамами.
Преимуществом изобретения является то, что оно может быть использовано на гибких в применении сварочных постах, предназначенных для операций по меньшей мере на двух различных типах автомобильных кузовов и имеющих по меньшей мере две пары рам, расположенных в определенном месте и предназначенных для соответствующих типов кузова. Две пары рам быстро взаимозаменяемы на рабочем месте в зависимости от типа свариваемого кузова на сварочном посту.
В этом случае имеется быстро соединяющий элемент для оптического соединения оптического входа определенной рамы и соответствующего лазерного источника, когда рама устанавливается в рабочее положение.
Другой вариант изобретения, описанного выше, предусматривает использование множества предназначенных для определенной работы сварочных постов, т. е. постов, предназначенных для работы с соответствующим типом автомобильного кузова. При этом каждый сварочный пост имеет пару рам, расположенных в определенном месте и предназначенную для соответствующего типа кузова, и средства лазерной эмиссии, соединенные со сварочными горелками всех сварочных постов посредством пучков оптических волокон. Использование нескольких предназначенных для определенной работы сварочных постов не ведет к чрезмерному увеличению за счет простоты изготовления средств для ведения сварочных работ, используемых на различных сварочных постах.
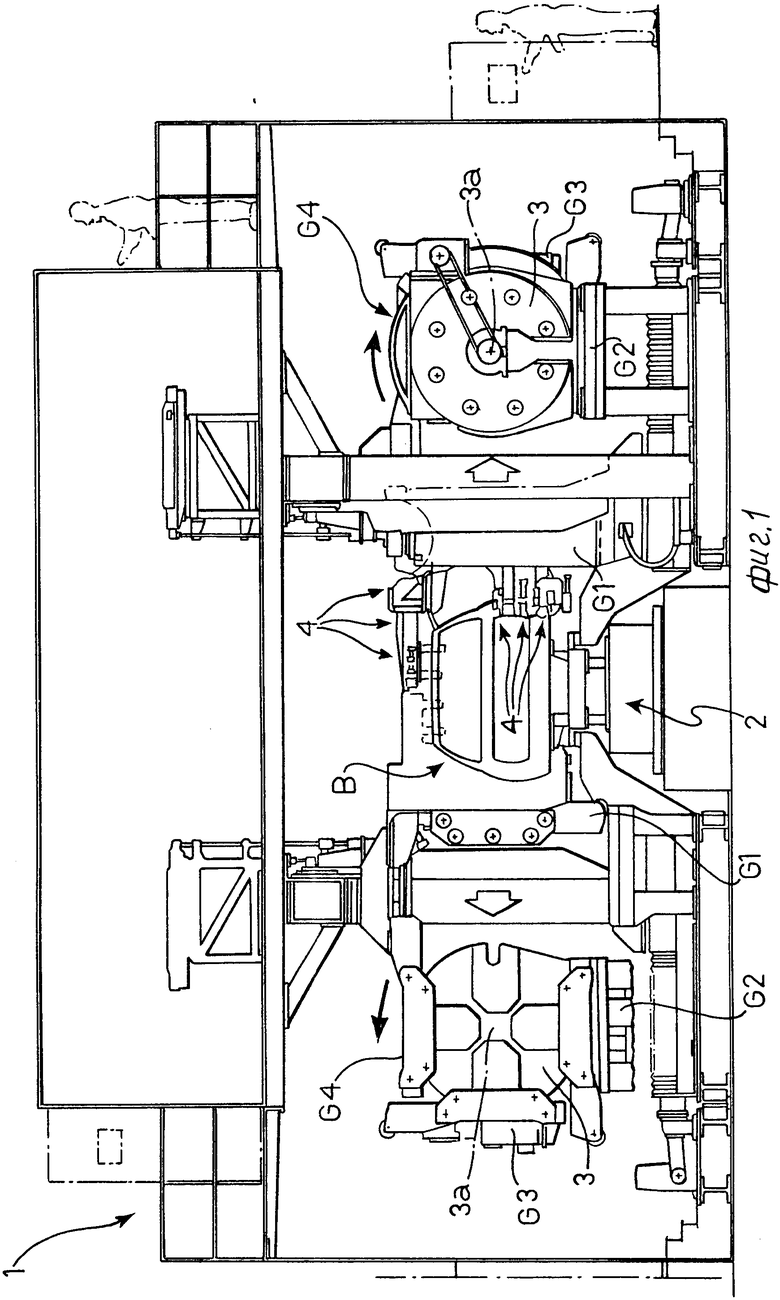
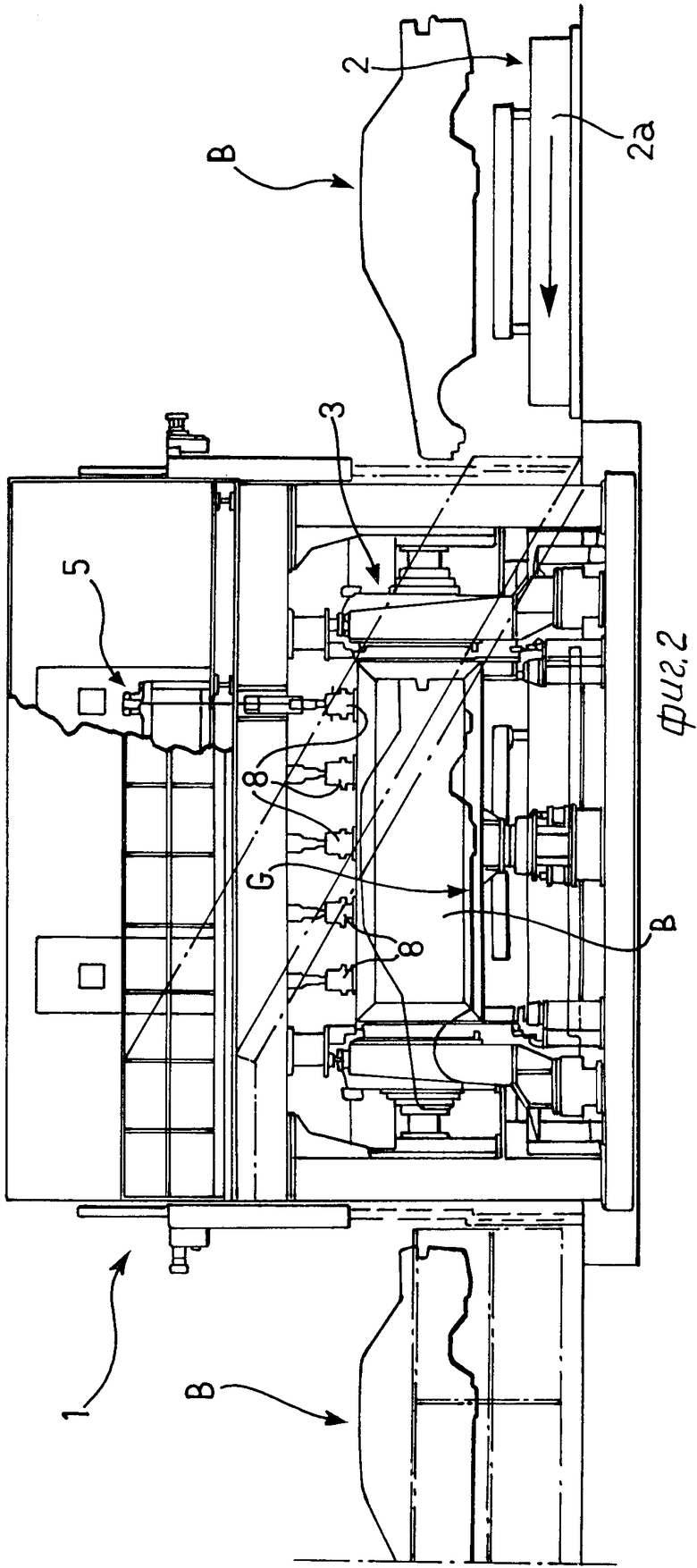
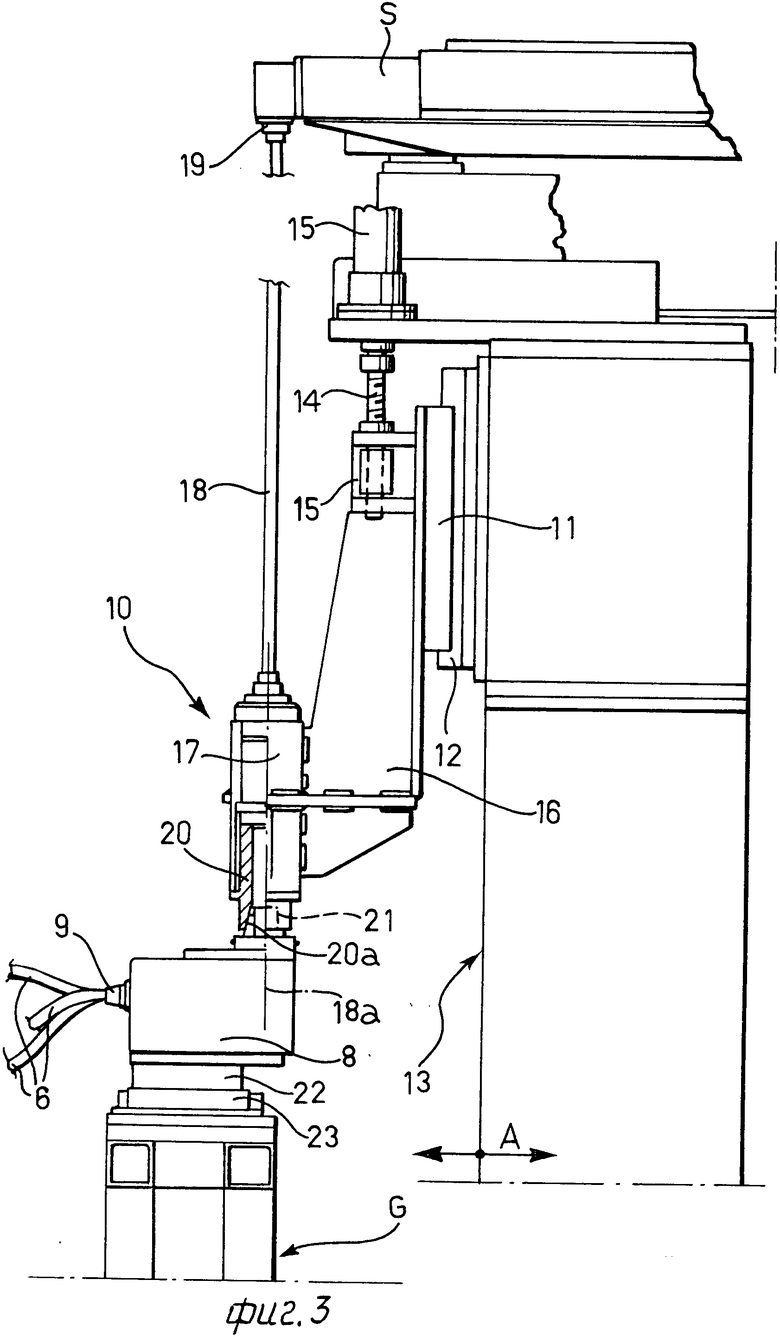
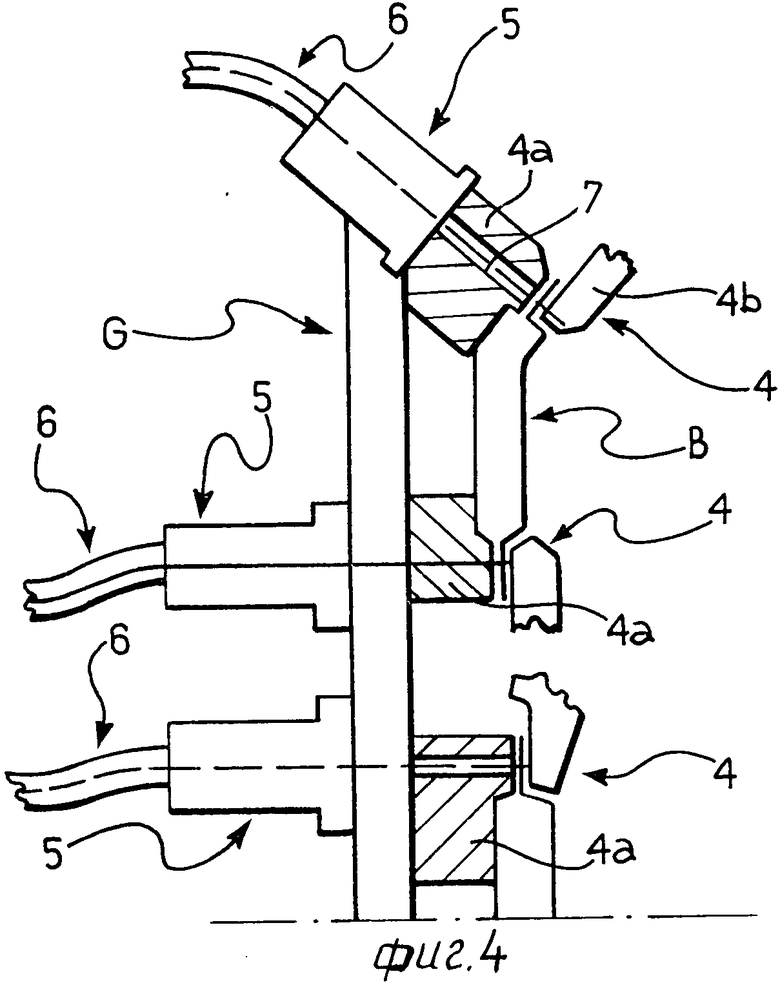
На фиг. 1 схематично изображено предлагаемое устройство; на фиг. 2 - то же, вид сбоку; на фиг. 3 - увеличенный вид части устройства, изображенного на фиг. 1; на фиг. 4 - увеличенный вид в разрезе элемента устройства в соответствии с изобретением; на фиг. 5 - иллюстрация последующей реализации изобретения.
На фиг. 1-3 показан пример выполнения изобретения, касающегося гибкого в применении сварочного устройства такого типа, который составляет предмет европейской патентной заявки N ЕР-А-0351377 и соответствующей немецкой полезной модели ДЕ= U-8 812396.
Сварочный пост обозначен цифрой 1. Кузова В, предназначенные для сварки, последовательно подаются на сварочный пост посредством конвейерной линии 2. Кузова В подают на сварочный пост в предварительно собранном виде посредством свободного соединения составных частей кузова. Это свободное соединение достигается с помощью наклонных шпунтов, входящих в составные части кузова.
В другом варианте плита 2а конвейера, которая движется вдоль конвейерной линии 2 и поддерживает соответствующий кузов В, может быть оснащена средствами поддержки различных составных частей кузова для их удержания в положении, почти соответствующему конечному положению для сварки.
Барабан 3, расположенный с каждой стороны сварочного поста, установлен для вращения по оси 3а, параллельной длине конвейерной линии 2. Каждый барабан 3 несет на своих лицевых сторонах четыре рамы G1-G4, расположенные в определенных местах, каждая из которых поддерживает множество приспособлений для скреп- ления составных частей кузова, расположенных в определенном месте и предназначенных для соответствующего типа автомобильного кузова для скрепления составных частей кузова соответствующего типа в правильном положении для сварки. Элементы конструкции рам и способ их расположения на вращаемом барабане подробно не описываются. То же самое относи- тся и к средствам вращения вращаемого по оси 3а барабана 3, предназначенным для поворота соответствующей пары рам к кузову автомобиля на сварочном посту. Когда кузов В соответствующего типа поступает на сварочный пост, барабан 3 должен быть в таком положении, при котором две рамы G, соответствующие определенному типу кузова, поворачиваются к двум сторонам кузова. В этот момент устройства поперечного перемещения снимают эти рамы с барабанов и направляют их на две стороны кузова таким образом, чтобы приспособления 4 для скрепления составных частей кузова могли захватить кузов В и скрепить его составные части в правильном положении для сварки. После проведения сварки (средствами для ведения сварочных работ) приспособления для скрепления освобождают кузов и две рамы, расположенные в определенном месте, движутся наружу, позволяя сваренному кузову покинуть сварочный пост. Если тип следующего кузова, подходящего к сварочному посту, отличается от предыдущего сваренного кузова, упомянутые две рамы, возвращаются на соответствующие вращаемые барабаны, которые проворачиваются до тех пор, пока новая пара рам, установленных в определенном месте, не повернется к предназначенному для сварки кузову. После этого указанный цикл повторяется.
Средства для ведения сварочных работ, находящиеся на сварочном посту 1, включают множество программируемых роботов для электрической контактно-точечной сварки и/или множество сварочных аппаратов, установленных на рамах, расположенных в определенном месте.
Однако в соответствии с изобретением средства для ведения сварочных работ на сварочном посту включают множество лазерных сварочных горелок 5, которые соединены с эквивалентным числом приспо- соблений 4 для скрепления составных частей кузова, расположенных в определенном месте и находящихся на каждой раме G (фиг. 4). Через каждую горелку 5 проходит луч лазера, который поступает в нее посредством пучка оптических волокон 6.
Каждое приспособление 4 для скрепления составных частей кузова (фиг. 4) включает два элемента 4а и 4в, которые подвижны между открытым положением (не показано) и закрытым положением, в котором упомянутые элементы скрепляют вместе две или более листовые металлические части составных частей предназначенного для сварки кузова В. Элемент 4а прикреплен к раме G, установленной в определенном месте также, как и соответствующая лазерная горелка 5, приспособленная для фокусировки лазерного луча на свариваемое место, заставляя луч проходить через отверстие 7 в элементе 4а.
В предпочтительном варианте исполнения, показанном на фиг. 1-3, каждая упомянутая рама G содержит ряд оптических распределительных устройств 8, каждое из которых имеет оптический вход для оптического присоединения к соответствующему лазерному источнику S, размещенному на фиксированной конструкции сварочного поста, и множество выходов 9, соединенных посредством пучков оптических волокон с лазерными горелками 5, находящимися на раме G. Оптические распределительные устройства 8 не описаны подробно в данном описании, так как они могут быть любого известного типа. Например, оптические распределители данного типа производятся и продаются Лумоникс Индастриал Продактс вместе с лазерными эмиттерами (иттрий, алюминий, гранат). В любом случае конструкции лазерных эмиттеров и соответствующих оптических распределителей не входят в область изобретения.
В соответствии с изобретением сварочный пост имеет множество быстро соединяющих устройств 10 (фиг. 2,3), которые позволяют осуществлять оптическое соединение входов распределительных устройств 8, находящихся на соответствующей раме G, с лазерными источниками S, когда рама находится в рабочем положении, при котором происходит зацепление приспособлений 4 для скрепления составных частей кузова с предназначенным для сварки кузовом.
Быстросоединяющее устройство 10 включает ползун 11, направляемый для вертикального скольжения по направляющей стойке 12, которая расположена на фиксированной конструкции 13 сварочного поста 1 (фиг. 3). Скользящий ползун 11 движется в вертикальном направлении с помощью винта 14, который зацепляет муфту 15, прикрепленную к ползуну 11. Винт 14 вращается электрическим мотором 15, который поддерживается фиксированной конструкцией 13. Кронштейн 16 прикреплен к ползуну 11 и поддерживает цилиндрический корпус 17, который направляется для скольжения по вертикальной трубчатой оси 18, чей верхний конец соединен с выходом 19 лазерного источника S.
Нижний конец цилиндрического корпуса 17 включает трубчатый соединительный элемент 20 с раздвигаемым коническим отверстием 20 а, который приспособлен для сцепления с коническим придатком 21 распределительного устройства 8, коаксиального с входом последнего. Когда рама G для скрепления составных частей кузова передвигается для занятия рабочего положения на сварочном посту, ползун 11 находится в поднятом положении. Когда эта рама занимает рабочее положение, конический придаток 21 выравнивается с осью 18а трубчатой оси 18. После остановки рамы G ползун 11 опускается для того, чтобы трубчатый элемент 20 точно установился на коническом придатке 21. Любое несовпа- дение между двумя соединительными элементами 20, 21 корректируется силой конического сцепления, так как распреде- лительное устройство 8 поддерживается рамой G посредством двух перпендикулярных ползунов 22, 23, расположенных между ними, т. е. устройство 8 может свободно перемещаться относительно ползуна 23 вдоль линии, перпендикулярной проекции фиг. 3. Ползун 23 в свою очередь может перемещаться относительно рамы G в направлениях, обозначенных стрелками А на фиг. 3. Коническое сцепление заставляет распределительное устройство 8 и придаток 21 занимать правильное положение. Когда быстросоединяющее устройство 10 находится в рабочем положении, лазерный луч, испускаемый источником S, может достичь лазерных горелок 5, находящихся на раме G, проходя через трубчатую ось 18, цилиндрический корпус 17, оптическое распределительное устройство 8 и пучки оптических волокон 6. По окончании сварки, если тип следующего кузова отличается от предыдущего, ползун 11 каждого быстросоединяющего устройства 10 поднимается, позволяя тем самым произвести замену рам G для скрепления составных частей кузова.
Обычно применение быстросоединяющего устройства 10 также позволяет осуществлять сварку посредством лазерных горелок 5 на легко приспосабливаемых для этого сварочных постах, отличных от тех, работа которых была пояснена на примере.
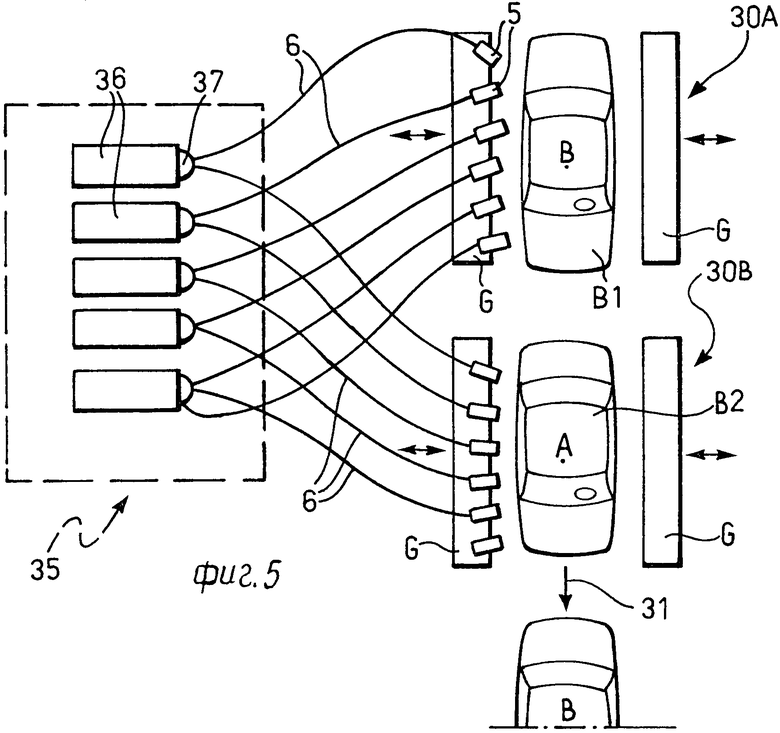
Изобретение предусматривает наличие множества сварочных постов, предназначенных для сварки различных типов кузова. На фиг. 5 схематично изображены два сварочных поста 30А и 30 В для работы с двумя различными типами автомобильных кузовов. Каждый сварочный пост имеет одну пару рам G, расположенных в определенном месте, на которых размещены приспособления для скрепления составных частей кузова, подходящие для конфигурации соответствующего типа кузова. Конвейерная линия 31 достает последовательно кузова В1 и В 2 двух различных типов на сварочные посты 30 А и 30 В. Очевидно, что кузов В останавливается на сварочном посту 30 А, а кузов В - на сварочном посту 30 В. Каждая рама G, расположенная в определенном месте, имеет множество лазерных горелок 5, соединенных с соответствующими приспособлениями 4 для скрепления составных частей кузова аналогично способу, показанному на фиг. 4. Лазерные горелки 5 двух пар рам G двух сварочных постов 30 А и 30 В соединены пучками оптических волокон 6 с одной лазерной эмиссионной системой 35, которая включает множество лазерных источников 36, каждый из которых оснащен на своем выходе, оптическим распределительным устройством 37, чьи выходы поочередно соединены пучками оптических волокон 6 как с лазерными горелками сварочного поста 30 А, так и с лазерными горелками 5 сварочного поста 30 В.
Обычно принцип изобретения остается таким же, детали конструкции и способы реализации могут широко варьироваться в сравнении с теми, которые были приведены только на примере, не выходя тем не менее за рамки изобретения. (56) Заявка ФРГ N 8812396, кл. В 23 К 37/04, 1987.
Использование: в машиностроении, в частности в устройствах для сварки автомобильных кузовов. Сущность изобретения: каждый сварочный пост конвейерной линии содержит множество лазерных сварочных горелок, которые соединены с соответствующими фиксирующими приспособлениями для скрепления составных частей кузова и соединены с источниками лазерной эмиссии с помощью оптических волокон. Сварочный пост легко перенастраивается на другой типоразмер кузова. 4 з. п. ф-лы, 5 ил.

