Изобретение относится к оборудованию обработки поверхностей изделий и может быть использовано во всех отраслях.
Известно устройство для струйной абразивной обработки изделий, содержащее рабочую камеру, механизм качания, несущий на своих валах кронштейны с соплами, стол для обработки деталей и привод вращения стола, кинематически связанный с механизмом качания сопл.
Известно устройство для струйно-абразивной обработки, содержащее рабочую камеру со средством установки детали и струйного аппарата и связанную с ней дополнительную емкость со средством барботирования рабочей среды.
Недостатком устройства является то, что изделия размещены на вращающихся столах или транспортерах, что не позволяет обрабатывать поверхности изделий сложной конфигурации.
Целью изобретения является осуществление автоматизации и повышение эффективности обработки поверхностей изделия сложной конфигурации, равномерного съема материала и улучшение условий труда.
Это достигается тем, что в известных устройствах и способе для струйной абразивной обработки изделий, имеющих рабочую камеру, механизм качания, несущий на своих валах кронштейны с соплами, стол для обработки изделий и привод вращения стола или транспортера, кинематически связанный с механизмом качания сопл, изделие непрерывно вращается, а на промежуточной зубчатой шестерне привода непрерывного вращения изделий закреплен палец с роликом, которым за один оборот вала привода через установленный на полом валу мальтийский крест поворачивает на одну восьмую оборота корпус стола, закрепленного на торце полого вала; абразивная масса размещена псевдокипящим слоем и нижней части устройства, которая соединена с основной частью корпуса трубкой диаметром 15-16 мм, поэтому над ней создается пробка из абразива.
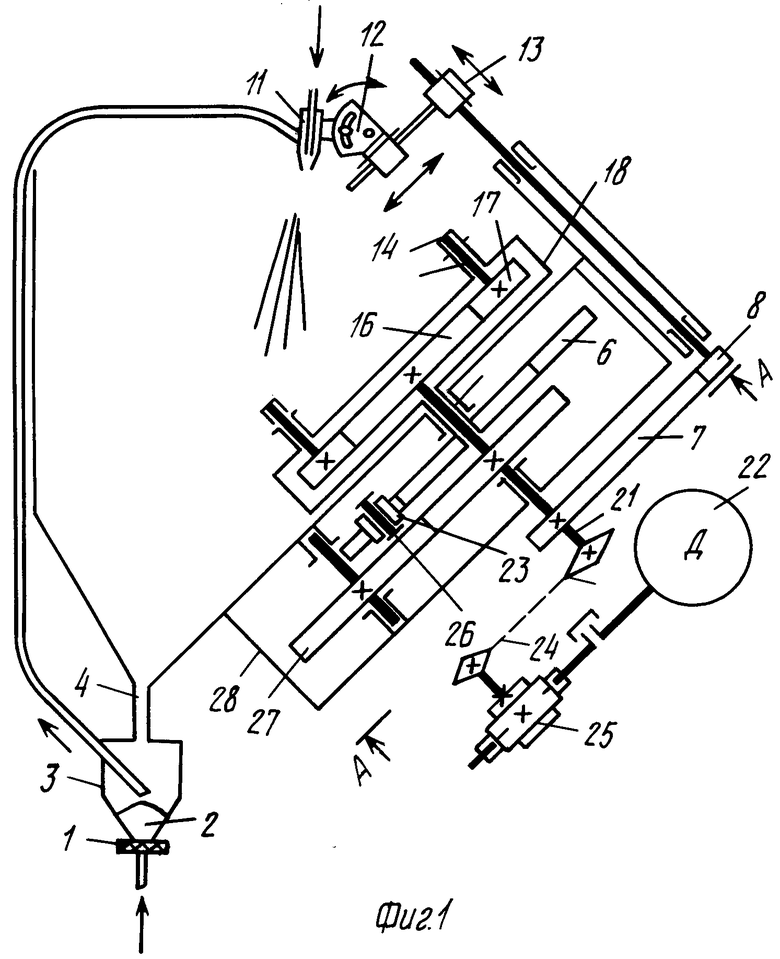
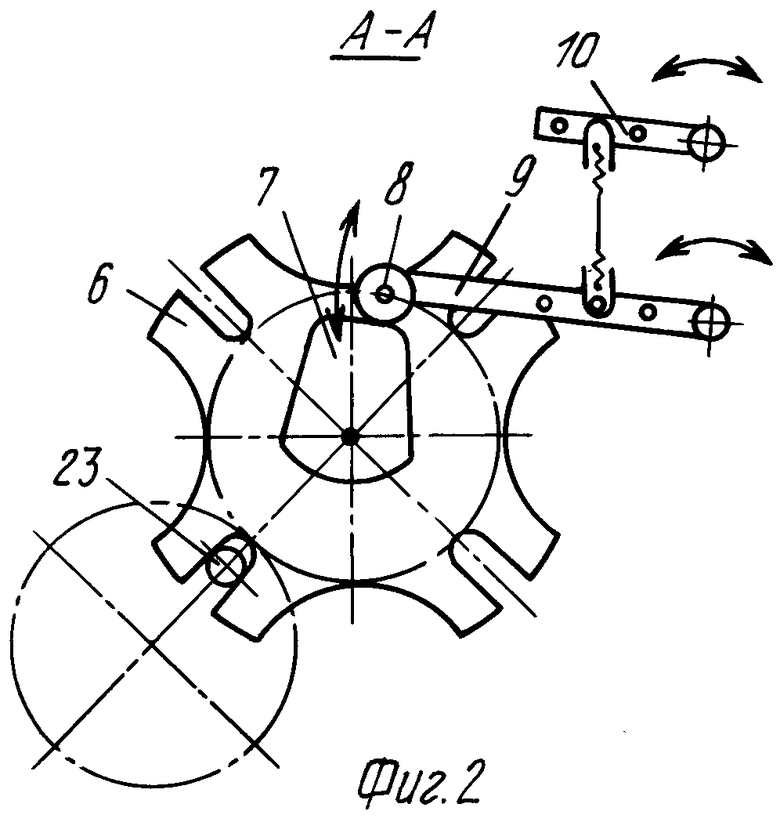
На фиг.1 изображена схема устройства для струйной абразивной обработки изделий; на фиг.2 - сечение А-А на фиг.1.
Устройство содержит сетку 1 с насыпанной абразивной массой 2 в нижней части 3 камеры, которая соединена трубкой 4 с основной 5, мальтийский крест 6 для дискретного поворота стола с изделиями. Кулачок 7, который через ролик 8 и систему рычагов 9, 10, 12 и 13 передает колебательные движения пескоструйному пистолету 11. Изделия 14 установлены на оправках 15, непрерывно вращающихся посредством цилиндрических шестерен 16 и 17, размещенных в корпусе стола 18, закрепленного на полом валу 19. Промежуточная шестерня 20, установленная на основном валу 21, вращается от электродвигателя 22 и через ролик 23, цепную передачу 24, редуктор 25, палец 26, закрепленный на шестерне 27, осуществляет периодическое вращение стола с изделиями. Пpивод размещен в корпусе коробки передач 28, которая крепится на задней наклонной стенке камеры 5.
Устройство работает следующим образом. После размещения изделий 14 на оправках 15, а пистолета 11 - в заданном положении, на шкале реле времени устанавливается время, необходимое для обработки изделия. После регулировки подачи сжатого воздуха в пескоструйный пистолет 11 и в нижнюю часть 3 камеры включается электродвигатель 22 привода. Абразивная масса 2, засыпанная в основную камеру 5 в нижней части, должна подниматься сжатым воздухом столбиком 50-80 мм. Подъем абразива на большую высоту увеличивает запыленность камеры и ухудшает возврат его в нижнюю часть камеры.
Нижняя часть 3 камеры соединена с основной 5 трубкой 4 диаметром 15-16 мм, поэтому под трубкой образуется пробка из абразива, что создает благоприятные условия для подачи взвешенного абразива в пистолет, так как сила эжекции засасывания абразива бывает недостаточна. На нижней части рабочей камеры 5, имеющей уклон, абразивная масса просыпается в камеру 3 барботажа, где силой сжатого воздуха приводится в псевдокипящее состояние, а силой эжекции подается к распылительному пистолету 11. Применение трубки 4 и псевдокипящего слоя массы абразива увеличивает концентрацию абразива в струе воздуха, исключает оседание его в трубопроводе при прекращении подачи воздуха в пистолет и обеспечивает подъем массы воздухом к соплу пистолета на высоту 1100-1200 мм. На ведущем валу 21 закреплен кулачок 7, который через ролик 8 и систему рычагов 9, 10, 12 и 13 придает колебательные движения пескоструйному пистолету.
Для периодического вращения стола 18 с изделиями 14 с целью подвода очередного обрабатываемого изделия под струю от пескоструйного пистолета на ведущем валу 21 установлена шестерня 20, которая передает вращение через шестерню 27 и палец 26 с роликом 23 на мальтийский крест 6. Последний закреплен на полом валу 19, на торце которого установлен корпус стола 18, где размещены вращающиеся оправки 15.
Предлагаемое устройство позволяет автоматически обрабатывать поверхности изделий сложной конфигурации с обеспечением равномерного съема материала в закрытой герметичной камере, повышается эффективность обработки и улучшаются условия труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для гидроабразивной обработки деталей | 1987 |
|
SU1440682A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Установка для металлизации изделий | 1990 |
|
SU1808400A1 |
| Устройство для струйной абразивной обработки | 1987 |
|
SU1530167A1 |
| Устройство для струйной абразивной обработки изделий | 1979 |
|
SU941168A1 |
| Устройство для пескоструйно очистки деталей в камере | 1977 |
|
SU764963A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБЛОЯ С ПОЛИМЕРНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2012500C1 |
| Установка для абразивоструйной обработки деталей | 1979 |
|
SU891407A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
Использование: может быть использовано во всех областях народного хозяйства. Сущность: наличие дополнительной системы рычагов регулирования положения струйного аппарата, а также привода непрерывного вращения, связанного с механизмом дискретного поворота многопозиционного стола для размещения на оправках деталей, обеспечивает эффективную обработку деталей сложной конфигурации. 2 ил.
УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ, содержащее рабочую камеру со средством установки с приводом вращения детали, а также средством крепления струйного аппарата, причем коническое дно рабочей камеры связано каналом с дополнительной емкостью, в которой размещены средство барботирования рабочей среды и заборная трубка, соединенная с сопловым аппаратом, отличающееся тем, что средство установки струйного аппарата снабжено механизмами качания в виде копира с роликом, угла изменения наклона и перемещения в двух взаимно перпендикулярных направлениях и связано со средством установки детали, выполненным в виде многопозиционного стола с механизмом дискретного поворота посредством введенной в устройство штанги, на одном конце которой установлено упомянутое средство, а на другом - ролик механизма качания, связанный через копир, закрепленный на валу многопозиционного стола, с приводом вращения.
| Билик Ш.М | |||
| Абразивно-жидкостная обработка металлов | |||
| М.: Машгиз, 1961., с.107, фиг.48. |
