Изобретение относится к обработке металлов давлением и может быть использовано для винтовой прокатки сплошных и полых профилей.
Известен способ поперечно-винтовой прокатки, включающий прокатку заготовки в двух последовательно смещенных парах рабочих валков, образующих единый непрерывный очаг деформации. При этом валки одной пары устанавливают на угол раскатки противоположного знака, а по величине равным углу подачи валков другой пары [1] .
Недостатком способа является то, что он не позволяет достигать большие степени деформации вследствие ограничений, налагаемых конструктивным исполнением винтовой клети для осуществления способа. Очаг деформации одной пары находится в зоне очага деформации другой пары валков.
Известен способ поперечно-винтовой прокатки, принятый за прототип, включающий непрерывную прокатку длинномерных гильз в последовательно расположенных отдельно стоящих клетях с валками, развернутыми на угол подачи с вращением раската во всех клетях [2] .
Недостатком способа является то, что при его осуществлении не достигается комплексное решение задачи устранения скручивания раската и согласование осевых скоростей между клетями, что может приводить к дестабилизации процесса деформации.
Целью изобретения является обеспечение стабильности процесса прокатки и повышение качества проката путем исключения закручивания раската между комплектами валков.
Это достигается тем, что в способе непрерывной поперечно-винтовой прокатки, включающем прокатку с вращением заготовки в последовательно расположенных комплектах валков, установленных друг от друга на расстоянии не менее длины валков и развернутых на углы подачи и раскатки, угол подачи последующего по ходу прокатки комплекта валков устанавливают больше предыдущего и определяют его по зависимости
γ2= arctg 1,01-1,05
1,01-1,05 tg
tg (1) где γ1 и γ2 - углы подачи рабочих валков двух смежных комплектов,
(1) где γ1 и γ2 - углы подачи рабочих валков двух смежных комплектов,
d1 и d2; d1вн и d2вн - соответственно наружные и внутренние диаметры трубной заготовки на выходе из валков (для заготовки сплошного сечения d1вн = d2вн = 0).
Для устойчивого протекания процесса непрерывной прокатки в последовательно расположенных комплектах рабочих валков (по меньшей мере в двух отдельно стоящих клетях винтовой прокатки) необходимо создание условий, обеспечивающих ее стабильность.
Установка произвольным путем углов подач и частоты вращения рабочих валков в смежных комплектах неизбежно приведет к потере устойчивости заготовки и в конечном счете к прекращению процесса.
Под стабильностью процесса прокатки в нескольких последовательно расположенных комплектах валков (в отдельных клетях винтовой прокатки) понимается процесс деформации заготовки, происходящий без подпора раската между двумя смежными очагами деформации и без его скручивания между ними. Это достигается путем обеспечения определенных соотношений между технологическими, кинематическими и конструктивными параметрами двух смежных комплектов.
Частота вращения рабочих валков двух смежных комплектов связана соотношением =
=  (2) где n1 и n2 - частоты вращения валков двух смежных комплектов;
(2) где n1 и n2 - частоты вращения валков двух смежных комплектов;
D1 и D2 - диаметры валков в начале их калибрующих участков.
Приведенные зависимости (1) и (2) в совокупности их применения исключают условия, приводящие к возникновению подпора и натяжения, а также скpучивания раската между очагами деформации двух смежных клетей. В реальном процессе прокатки это означает равенство секундных объемов в обоих очагах, а установленные частоты вращения валков при определенных углах подачи обеспечивают вращение заготовки между очагами деформации без ее скручивания.
Исходя из этого для заготовки сплошного сечения имеем:
F1Voc1 = F2Voc2 (3) где F1 и F2 - площади сечения раската на выходе из очага деформации первой и второй клети по ходу прокатки;
Voc1 и Voc2 - осевая скорость выхода металла из валков
Известно: Voc = πDnsinγ (4)
Подставляя (4) в (3) получим
d12Voc1 = d22Voc2 или vос1=  vос2=
vос2=  (5)
(5)
λ2=  - вытяжка во второй клети, откуда
- вытяжка во второй клети, откуда  =
=  (6)
(6)
Соотношение (6) связывает конструктивные, кинематические и технологические параметры обоих комплектов валков клетей между собой и обеспечивает условие деформации заготовки без подпора (натяжения) и образования петли. Однако, это соотношение является необходимым, но недостаточным условием для обеспечения устойчивого процесса прокатки.
Вторым условием обеспечения стабильности процесса является отсутствие скручивания заготовки в промежутке между двумя смежными очагами деформации. Это условие обеспечивается равенством частоты вращения раската в обеих клетях:
n31 = n32
Окружная (тангенциальная) скорость раската на выходе из клети
Vτ= πDncosγ (7)
или Vτ= πdn3 (8)
Приравнивая (7) и (8) получим
n3=  nвcosγ (9)
nвcosγ (9)
Из равенства n31 = n32 следует =
=  (10) или
(10) или  =
=  (11)
(11)
Из выражений (6) и (10) имеем
sinγ2=  (12)
(12)
cosγ2=  (13)
(13)
После совместного решения (12) и (13) получим =
=  (14)
(14)
Соответственно для полой заготовки (трубы) =
=  (15)
(15)
Равенство (15) связывает диаметры раската и углы подачи валков двух смежных клетей.
Таким образом установленные зависимости (11) и (15) позволяют стабилизировать процесс деформации в двух смежных клетях винтовой прокатки, исключить скручивание заготовки между смежными очагами деформации.
Следует отметить, что непрерывная деформация в двух клетях винтовой прокатки, осуществляемая с одновременным осевым и вращательным движением заготовки, не допускает ведение процесса с подпором. Это объясняется тем, что в случае подпора заготовка изгибается с образованием петли, что при условии ее вращения немедленно приведет к прекращению процесса. Поэтому процесс деформации в этом способе следует вести с соблюдением предложенных соотношений (11) и (14). Однако на практике, в связи с зависимостью стабильности процесса деформации от значительного числа переменных во времени параметров, среди них: температура металла и равномерность распределения ее по длине заготовки, состояние поверхности валков, изменение коэффициента трения и т. д. возникают значительные трудности поддержания условий, позволяющих ведение устойчивого процесса деформации.
Поэтому для предложенного способа не противопоказана возможность ведения процесса с натяжением, величина которого может устанавливаться изменением скорости выхода металла из валков в одной из клетей, например увеличением скорости прокатки во втором комплекте валков.
Отношение скорости V выхода металла из валков с натяжением к скорости V1 без натяжения в указанном комплекте валков, может изменяться в пределах
К = V/V1 = 1,01. . . 1,05 (16)
Это соотношение скоростей достигается аналогичным увеличением угла подачи валков во втором комплекте в этих же пределах, в связи с прямо пропорциональной зависимостью осевой скорости от угла подачи, поэтому справедливо соотношение
K =  =
=  =
=  = 1,01 . . . 1,05 (17)
= 1,01 . . . 1,05 (17)
Откуда в общем случае (для трубной заготовки), имеем
γ2 = arctg (1,01 . . . 1,05)
(1,01 . . . 1,05) tg
tg (18)
(18)
Минимальное значение К = 1,01 принимается при прокатке марок сталей с наименьшим коэффициентом осевой скорости и сравнительно низких температурах прокатки. Если К < 1,01, то получаемый угол подачи практически не отличается от угла подачи, определяемого при отсутствии натяжения, а это в свою очередь может создать аварийную ситуацию из-за возможного появления подпора вследствие влияния неконтролируемых параметров процесса прокатки.
Максимальное значение К = 1,05 принимается для марок сталей с максимальным значением коэффициента осевой скорости. Принятие К > 1,05 приводит к значительному натяжению между комплектами валков, создающему условия для разрыва раската между ними.
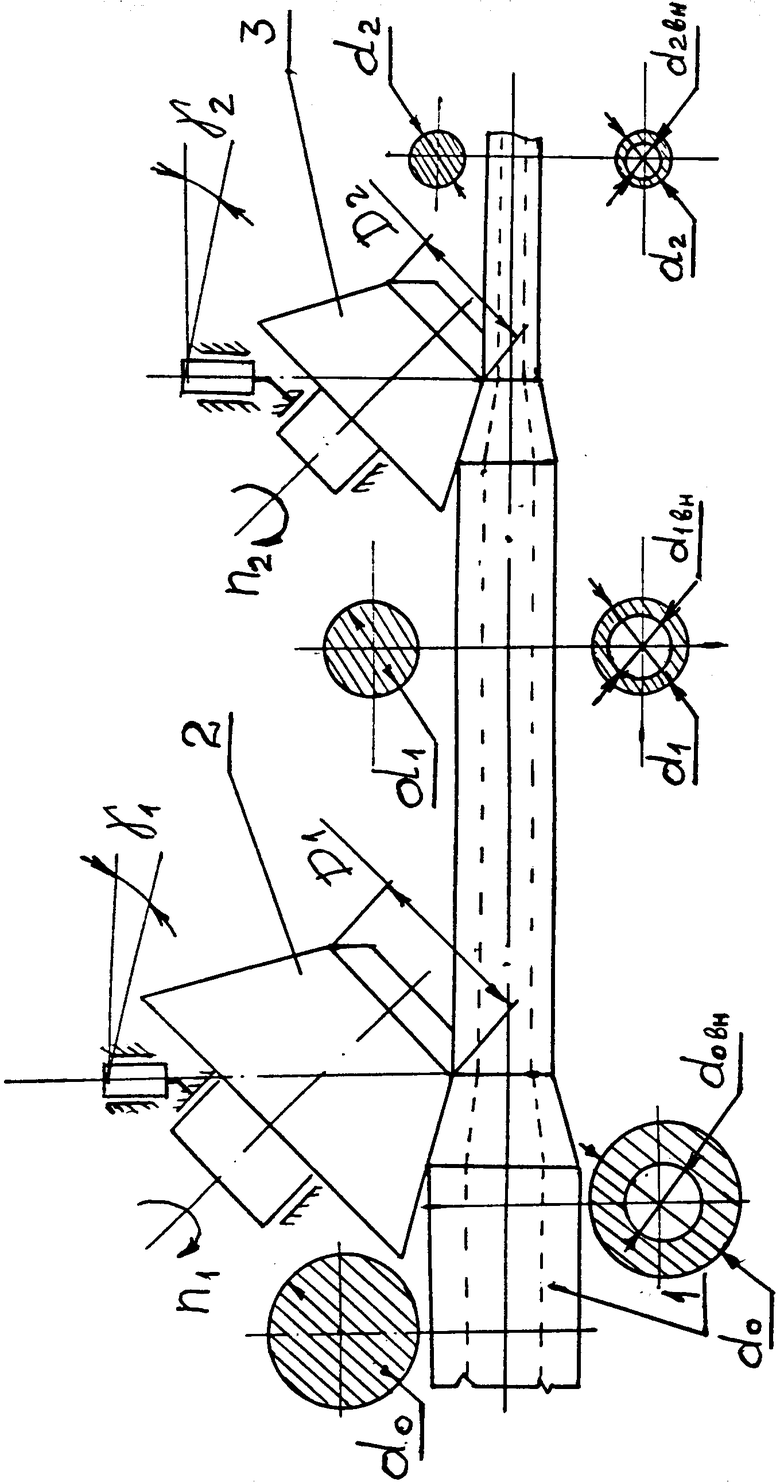
На чертеже изображена схема получения сортового проката и труб.
Способ получения сортового проката и труб осуществляется на стане с двумя трехвалковыми клетями винтовой прокатки следующим образом. Предварительно выполняют настойку комплекта валков каждой клети на размер d заготовки, угол подачиγ и частоты n вращения валков по приведенным зависимостям. Передний конец заготовки 1, нагретой до температуры прокатки, захватывается валками 2 первой трехвалковой клети и обжимается до промежуточных размеров d1 сортового проката или d1 и d1вн для трубы.
Затем передний конец заготовки захватывается валками 3 второй трехвалковой клети стана и обжимается в ней до конечных размеров d2(соответственно d2 и d2вн для трубы). С момента захвата заготовки валками второй клети на стане осуществляется процесс непрерывной прокатки в двух клетях винтовой прокатки.
П р и м е р 1. По описанному выше способу была выполнена прокатка сортовой заготовки из стали 45 диаметром do = 120 мм и длиной 800 мм, диаметр готовой прокатки d2 = 30 мм, температура прокатки 1200оС.
Параметры первой клети: диаметр валков D1 = 137 мм, do = 120 мм, d1= 400 мм, вытяжка λ1 = do2/d12 = (120/40)2 = 9, угол подачи γ1 = 12о, частота вращения валков n1 = 70 мин-1.
Параметры второй клети: диаметр валков D2 = 100 мм, d2 = 30 мм, вытяжка λ= (40/30)2 = 1,78.
Необходимо определить угол подачи γ2 и частоту вращения n2 для условий отсутствия подпора и натяжения и наличия натяжения в указанных выше пределах.
Для случая отсутствия подпора и натяжения находим:
tgγ2=  tgγ =
tgγ =  0,2126 = 0,5039 γ2= 26°45′
0,2126 = 0,5039 γ2= 26°45′
n2=  =
=  = 78,8 мм-1
= 78,8 мм-1
По известным зависимостям определим осевую скорость Voс заготовки на выходе из очага деформации:
I клеть
Voc1= πD1n1sinγ1/60·1000= 3,14·137·70·0,2079/60·1000 = 0,104 м/с
II клеть: Vос2 = 3,14 х 100 х 78,8 х 0,45/60 х 1000 = 0,185 м/с
Окружная скорость заготовки Vс
I клеть
V = πD1n1cosγ1/60·1000 = 3,14·137·70·0,9781/60·1000 = 0,491 м/с
= πD1n1cosγ1/60·1000 = 3,14·137·70·0,9781/60·1000 = 0,491 м/с
II клеть
V = 3,14·100·78,8·0,893/60·1000 = 0,369 м/с
= 3,14·100·78,8·0,893/60·1000 = 0,369 м/с
Частота вращения заготовки
I клеть:
n31=  · n·ητ·cosγ =
· n·ητ·cosγ =  ·70·1·0,9781 = 234,5 мин-1
·70·1·0,9781 = 234,5 мин-1
II клеть
n32=  · 78,81·0,893 = 234,5 мин-1
· 78,81·0,893 = 234,5 мин-1
Из анализа проведенных расчетов имеем: Отношение  =
=  = 1,78 равно λ2 = 1,78, а n31 = n32 = 234,5 мин-1
= 1,78 равно λ2 = 1,78, а n31 = n32 = 234,5 мин-1
При наличии натяжения (с учетом коэффициента К = 1,01. . . 1,05) имеем:
угол подачи γ2 = 26о56' при К = 1,01
γ2 = 27о53' при К = 1,05
Таким образом, гарантированный устойчивый процесс прокатки обеспечивается в зависимости от марки стали в диапазоне изменения угла подачи γ2 = 26о56' . . . 27о53', при этом скорость прокатки изменяется V2= 0,187. . . 0,194 м/с.
Прокатка стали 45 осуществлялась при угле подачи γ2 = 27о и частоте вращения валков n2 = 79 мин-1, при этом процесс деформации происходил стабильно, без заметного скручивания металла между клетями.
П р и м е р 2. Прокатка полой (трубной) заготовки do = 108 мм, d0вн = 68 мм из стали 20 производилась при 1150оС.
Параметры первой клети: диаметр валков D1 = 137 мм, d1 = 53 мм, d1вн = 27 мм, вытяжка
λ =  =
=  =
=  = 3,38 угол подачи γ1 = 10о, частота вращения валков n1 = 60 мин-1.
= 3,38 угол подачи γ1 = 10о, частота вращения валков n1 = 60 мин-1.
Параметры второй клети: диаметр валков D2 = 100 мм, d2 = 33 мм, = 19 мм, вытяжка
λ2=  = 2,86
= 2,86
Угол подачи определяем по формуле (1): g
g ·tgγ1=
·tgγ1=  ×
×
γ2 = 39о15' . . . 40о20'
Угол подачи принимаем равным γ2 = 40о. Пpи этом частота вращения валков
n2= n1 = 60
= 60  = 65,8 мин-1
= 65,8 мин-1
Частота вращения заготовки
n31=  n1ητ·cosγ1=
n1ητ·cosγ1=  ·60·1,03·0,9848 = 152,7 мин-1
·60·1,03·0,9848 = 152,7 мин-1
n32=  · 65,8·1,05·0,766 = 152,7 мин-1 откуда n3= n31= n32 .
· 65,8·1,05·0,766 = 152,7 мин-1 откуда n3= n31= n32 .
В результате прокатки получена полая (трубная) заготовка с качественной поверхностью, при этом процесс деформации происходил устойчиво.
Предложенный способ непрерывной поперечно-винтовой прокатки позволяет увеличить вытяжку металла за проход, обеспечить стабильность процесса прокатки и повысить качество проката путем исключения его скручивания между очагами деформации двух смежных клетей винтовой прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ ВИНТОВОЙ И ПРОДОЛЬНОЙ ПРОКАТКИ | 2003 |
|
RU2278747C2 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ ВИНТОВОЙ И ПРОДОЛЬНОЙ ПРОКАТКИ | 2000 |
|
RU2184657C1 |
| Стан для прокатки круглых профилей переменного диаметра | 1987 |
|
SU1507473A1 |
| СПОСОБ ПРОКАТКИ ПОЛОС | 1992 |
|
RU2006299C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ СОВМЕЩЕННОЙ ВИНТОВОЙ И ПРОДОЛЬНОЙ ПРОКАТКОЙ | 2007 |
|
RU2347631C1 |
| Следящий гидропривод стана поперечно- ВиНТОВОй пРОКАТКи | 1979 |
|
SU806219A1 |
| Способ прокатки полых круглых периодических профилей из трубной заготовки | 1988 |
|
SU1609543A1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2182050C2 |
| Стан поперечно-винтовой прокатки | 1988 |
|
SU1555029A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
Использование: при винтовой прокатке сплошных и полых профилей в двух очагах деформации. На стане с двумя трехвалковыми клетями винтовой прокатки выполняют настройку комплекта валков каждой клети на размер d заготовки, угол подачи γ и частоты n вращения валков по приведенным зависимостям для обеспечения непрерывной прокатки с натяжением без скручивания заготовки между клетями. 1 ил.
СПОСОБ НЕПРЕРЫВНОЙ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ, включающий прокатку с вращением заготовки в последовательно расположенных комплектах рабочих валков, установленных друг от друга на расстоянии не менее длины валков и развернутых на углы подачи и раскатки, отличающийся тем, что, с целью обеспечения стабильности процесса прокатки и повышения качества проката путем исключения закручивания раската между комплектами валков, угол подачи последующего по ходу прокатки комплекта валков устанавливают больше предыдущего и определяют его по зависимости
γ2= arctg 1,01-1,05
1,01-1,05 tg
tg ,
,
где γ1 , γ2 - углы подачи валков предыдущего и последующего комплектов соответственно;
d1, d2 - диаметры раската на выходе из валков смежных комплектов;
d1вн, d2вн - внутренние диаметры трубной заготовки (для заготовки сплошного сечения d1bh = d2вн = 0).
