Изобретение относится к обработке металлов давлением и может быть использовано при производстве гнутых профилей проката из полосовой фигурной заготовки, в том числе с периодически повторяющимися по длине утолщениями и гофрами.
Известна полосовая заготовка для производства гнутых профилей, которую получают после роспуска стальной рулонной листовой заготовки на агрегате продольного роспуска на заданные ширины, после чего она плотно наматывается в рулоны [1] .
К недостаткам такой заготовки следует отнести затруднения в изготовлении из нее гнутых профилей с локальным утолщением на стенках и в местах изгиба, а также профилей с переменной по длине шириной из-за отсутствия надежных способов создания утолщений на плоской заготовке и изменений ее ширины по длине. Кроме того, из-за недостаточного центрирования витков заготовки в рулоне, а также при неплотном прилегании витков наблюдается продольное искривление заготовки, ее скручивание, а у кромок - волнистость.
Наиболее близкой по технической сущности и достигаемому результату к изобретению является заготовка полосовая фигурная для изготовления гнутых профилей [1] . Такая заготовка выполняется в виде корытного профиля с опорными площадками для смежных витков при намотке, что обеспечивает удаление поверхности смежных витков друг от друга на необходимое расстояние.
К недостаткам такой заготовки следует отнести отсутствие центрирования витков друг относительно друга в рулоне, что приводит в дальнейшем при профилировании в стане ее деформирование, продольное искривление и скручивание и ухудшение качества изготавливаемых из заготовки профилей.
Целью изобретения является повышение качества гнутых профилей за счет исключения деформации заготовки при смотке.
Это достигается тем, что в заготовке, имеющей корытообразный профиль поперечного сечения и местные формообразования, расположенные на центральной стенке и полках, боковые стенки размещены с наклоном к его центральной стенке под углом
α= arccos 0,9 . . . 1,0
0,9 . . . 1,0 , (1) где So - толщина полосовой заготовки;
, (1) где So - толщина полосовой заготовки;
Δ- приращение толщины, вызванное местным формообразованием, а высота этого профиля определяется по формуле
h = S0+ ( R1+ R2+ S0) (1 - cos α) + (3. . . 10) x Sin α , (2) где R1 и R2 - внутренние радиусы кривизны, соответственно в местах сопряжения боковой стенки с центральной стенкой и периферийной полкой профиля, причем суммарная площадь периферийных полок равна площади центральной стенки.
Придание полосовой фигурной заготовке в поперечном сечении формы корытного профиля с размещением упомянутого утолщения на его стенке и наклоном боковых стенок корытного профиля под углом к его стенке, определяемого по формуле (1), и высотой корытного профиля, определяемой по формуле (2), позволяет намотать фигурную заготовку в рулон без аксиального смещения его витков друг относительно друга. При этом наружные витки заготовки в рулоне опираются боковыми стенками корытного профиля на боковые стенки внутренних витков, а принятые геометрические параметры корытного профиля (высота и угол наклона боковых стенок) обеспечивают удаление горизонтальных его участков в рулоне в радиальном направлении на расстояние, необходимое и достаточное для размещения утолщения.
Следует отметить, что боковые стенки корытного профиля центрируют полосовую фигурную заготовку в рулоне и предупреждают смещение витков рулона друг относительно друга в аксиальном направлении, а это предупреждает продольное искривление и скручивание заготовок, обеспечивает получение качественных профилей без продольного искривления и скручивания, а также волнистости вдоль кромок.
В ряде случаев целесообразно суммарную площадь полок корытного профиля заготовки выдерживать равной площади стенки упомянутого профиля. Такое равенство обеспечивает одинаковые оптимальные условия деформирования заготовки на периферийных участках при намотке заготовки в рулон и ее смотке при профилировании.
Деформированное состояние металла, характеризуемое продольной деформацией от продольного изгиба заготовки, определяется зависимостью
e=  (3) где ymax - расстояние от нейтральной линии деформации до наиболее удаленного участка в радиальном направлении изогнутой рулонной заготовки;
(3) где ymax - расстояние от нейтральной линии деформации до наиболее удаленного участка в радиальном направлении изогнутой рулонной заготовки;
dρ- радиус кривизны заготовки в рулоне.
Из формулы (3) с учетом знакопеременного изгиба видно, что при намотке заготовки в рулон и ее размотке при профилировании оптимальными будут значения продольных деформаций при y = 0,5 h, а это возможно, когда центр тяжести сечения размещен на расстоянии 0,5 h от стенки профиля при равенстве площадей стенки и полок профиля. Такое условие обеспечивает уменьшение волнистости вдоль кромок заготовки и улучшает качество профилей. Для заготовки, у которой утолщения размещены на периферийных участках, их переносят на полки корытного профиля. При этом также целесообразно выдерживать в сечении равенство площадей полок и стенки профиля.
Заявляемая заготовка может содержать как утолщения, так и выпуклости в виде гофров, как непрерывные по длине, так и периодически повторяющиеся.
Для дополнительной фиксации заготовки от аксиального смещения витков в рулоне могут быть на заготовке выполнены дополнительно гофры с боковыми стенками, аналогичными боковым стенкам корытного профиля.
Предлагаемая заготовка, выполненная в виде корытного профиля, после размотки при необходимости выполняется путем отгибки полок и боковых стенок профиля, например в группе правильных или рабочих клетей профилегибочного стана.
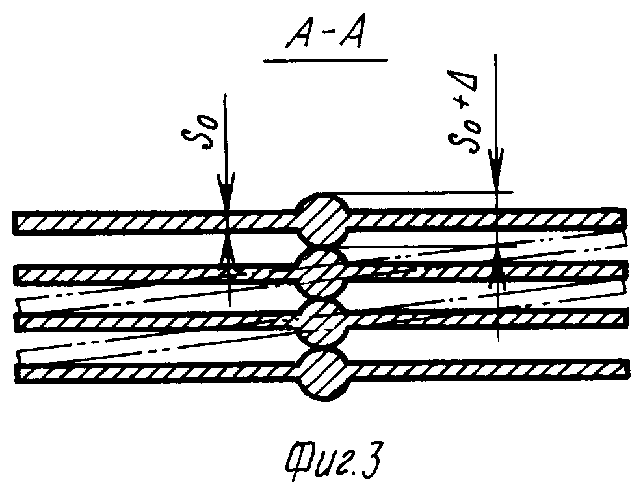
На фиг. 1 дана полосовая фигурная заготовка для изготовления гнутых профилей, поперечное сечение; на фиг. 2 - рулон известной фигурной заготовки для изготовления гнутых профилей; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - полосовая фигурная заготовка для изготовления гнутых профилей в рулоне; на фиг. 5 - предлагаемая заготовка с утолщением на периферийном участке и гофром на стенке.
Известная фигурная заготовка (фиг. 1, 2, 3) неустойчива в рулоне и склонна к аксиальному смещению, перекосу витков рулона, продольному искривлению и скручиванию, а также волнистости вдоль кромок, что приводит к низкому качеству гнутых профилей.
Заявляемая заготовка полосовая фигурная для изготовления гнутых профилей содержит по крайней мере в поперечном сечении одно утолщение 1 (фиг. 4). При этом в поперечном сечении ей придана форма корытного профиля с размещением утолщения на его стенке 2, боковые стенки 3 профиля наклонены к стенке 2 и полкам 4 под углом α , определяемому по формуле (1), а высота профиля h определяется по формуле (2).
При намотке полосовой фигурной заготовки в рулон боковые стенки 3 ее корытного профиля фиксируют витки как от аксиального смещения друг относительно друга, так и в радиальном направлении. Принятые по формулам (1) и (2) угол наклона α боковых стенок профиля заготовки и высота h обеспечивают зазор между утолщением и стенкой смежного витка, что и предупреждает возможность перекоса и скручивания витков заготовки в рулоне, возникновение волнистости вдоль кромок.
Для получения оптимальных продольных деформаций на кромках и предупреждения волнистости при намотке заготовки в рулон и ее выпрямлении после размотки суммарная площадь обеих полок 4 корытного профиля и площадь его стенки 2 приняты равными. Тогда нейтральная поверхность деформации X-X продольно изогнутой заготовки, проходящая через центр тяжести сечения C (фиг. 4), практически равноудалена от стенки и полок профиля. Расстояние ymax максимально удаленного слоя от нейтральной поверхности деформации при изгибе будет всегда меньше ymaxдля условия неравенства площадей полок и стенки, когда центр тяжести будет смещен в одну из сторон ближе или дальше от полок.
В связи с этим, учитывая знакопеременный характер продольного изгиба заготовки при намотке и размотке рулона; в одной из операций при неравенстве площадей полок и стенки продольные деформации могут превысить допустимые (упругие) и вызвать волнистость на полках вдоль кромок и продольную кривизну и скручивание заготовки.
Заявляемая заготовка позволяет намотать ее в рулон без аксиального смещения витков, приводящего к разноширинности элементов профилей, их продольному искривлению и скручиванию, а также без волнистости кромок и плоских участков заготовки, приводящей к ухудшению качества профилей вследствие переноса упомянутой волнистости на элементы профилей. При этом утолщение или гофры могут располагаться как с одной стороны, так и с обеих сторон заготовки (фиг. 5).
Предложенная заготовка позволяет ее использовать для непрерывного или порулонного процесса профилирования с порезкой изготовленных профилей на мерные длины за станом и расширить технологические возможности профилегибочного оборудования за счет производства гнутых профилей с утолщениями в поперечном сечении и профилей с переменной по длине шириной элементов.
Предлагаемая полосовая фигурная заготовка для изготовления гнутых профилей позволяет наматывать фигурную полосовую заготовку с утолщением в рулон без аксиального смещения витков в рулоне, продольного ее искривления и скручивания; получить из заготовки качественные профили, без продольного изгиба и скручивания, а также волнистости вдоль кромок; расширить технологические возможности профилегибочного оборудования за счет производства гнутых профилей с утолщениями и с переменной по длине шириной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полосовая разнотолщинная заготовка М.Е.Докторова | 1991 |
|
SU1825321A3 |
| СПОСОБ М.Е.ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ПОЛКАМИ И ПЕРЕМЕННОЙ ПО РАЗВЕРТКЕ СЕЧЕНИЯ ТОЛЩИНОЙ | 1991 |
|
RU2019334C1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| Способ изготовления гнутых профилей | 1990 |
|
SU1726087A1 |
| Способ изготовления корытных профилей | 1989 |
|
SU1639826A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА С ПОПЕРЕЧНЫМИ ГОФРАМИ НА СТЕНКЕ | 1992 |
|
RU2006316C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1992 |
|
RU2015770C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| СБОРНО-РАЗБОРНАЯ ДВУТАВРОВАЯ БАЛКА М.Е.ДОКТОРОВА С ПОЛЫМИ ПОЛКАМИ И ДВОЙНОЙ СТЕНКОЙ | 1989 |
|
RU2043467C1 |




Использование: при производстве гнутых профилей проката из заготовки с утолщением в поперечном сечении. Сущность: для исключения деформации заготовки при смотке в заготовке, имеющей корытообразный профиль поперечного сечения и местные формообразования, расположенные на центральной стенке и полках, боковые стенки размещены с наклоном к его центральной стенке под углом α , указанным в формуле изобретения, а высота этого профиля определяется по указанной формуле, причем суммарная площадь периферийных полок равна площади центральной стенки. 5 ил.
ПОЛОСОВАЯ ФИГУРНАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ, имеющая корытообразный профиль поперечного сечения и местные формообразования, расположенные на полках и стенках профиля этого сечения, отличающаяся тем, что, с целью повышения качества за счет исключения деформациии заготовки при смотке, боковые стенки корытообразного профиля размещены с наклоном к его центральной стенке под углом
α= arccos 0,9-1,0
0,9-1,0 ,
,
где S0 - толщина полосовой заготовки;
Δ - приращение толщины, вызванное местным формообразованием,
а высота этого профиля определяется по формуле
h= S0+(R1+R2+S0)(1-cosα)+
+(3-10) sinα ,
где R1 и R2 - внутренние радиусы кривизны соответственно в местах сопряжения боковой стенки с центральной стенкой и периферийной полкой профиля, причем суммарная площадь периферийных полок равна площади центральной стенки.
