«
СП
О
со со
со
Од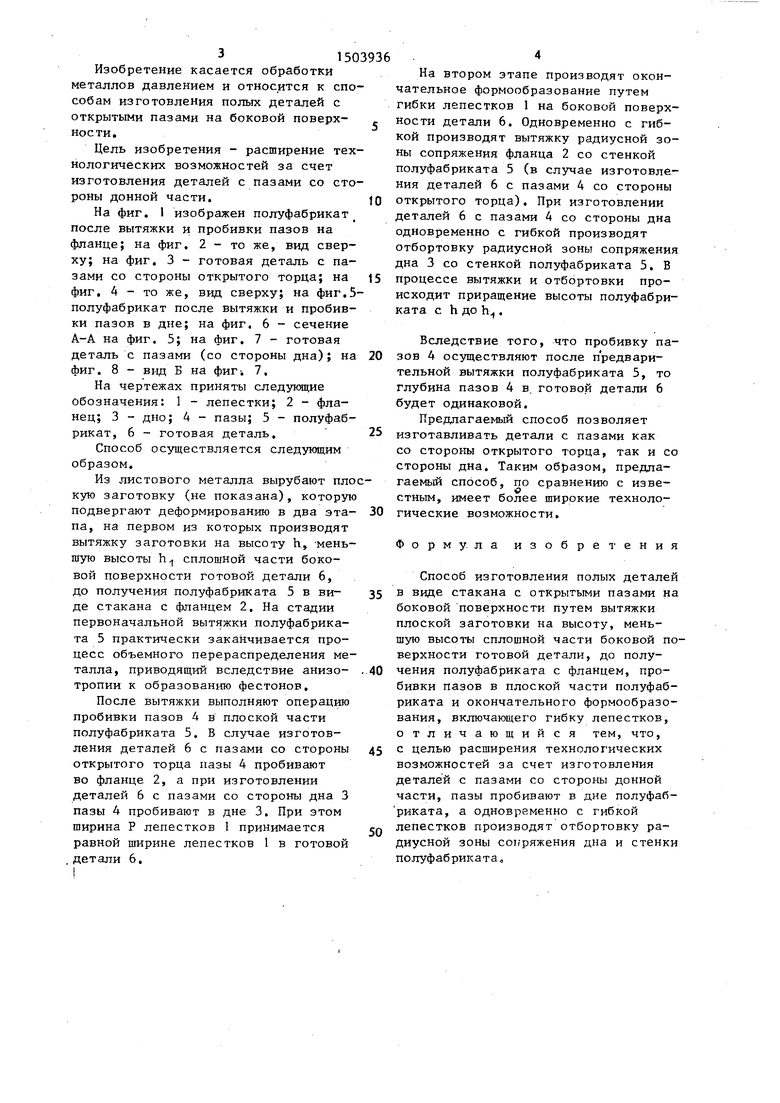
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| Способ изготовления цилиндрических ступенчатых деталей | 1987 |
|
SU1505633A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ПОЛЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ И ОТВЕРСТИЕМ В ДНЕ | 1991 |
|
RU2014929C1 |
| Способ совмещенной штамповки двух взаимовписывающихся деталей | 1985 |
|
SU1268249A1 |
| Способ изготовления полых изделий из листового материала | 1986 |
|
SU1349832A1 |
| Устройство для изготовления полых деталей с фланцем | 1985 |
|
SU1265006A1 |
| Способ изготовления полых ступенчатых деталей | 1987 |
|
SU1479170A1 |
| Способ изготовления тройников из листовых заготовок | 1986 |
|
SU1618479A1 |
| МЕТАЛЛИЧЕСКИЙ ШТАМПОВАННЫЙ СЕПАРАТОР КОНИЧЕСКОГО РОЛИКОПОДШИПНИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2087766C1 |
| Способ изготовления полых стаканообразных изделий | 1983 |
|
SU1088842A1 |

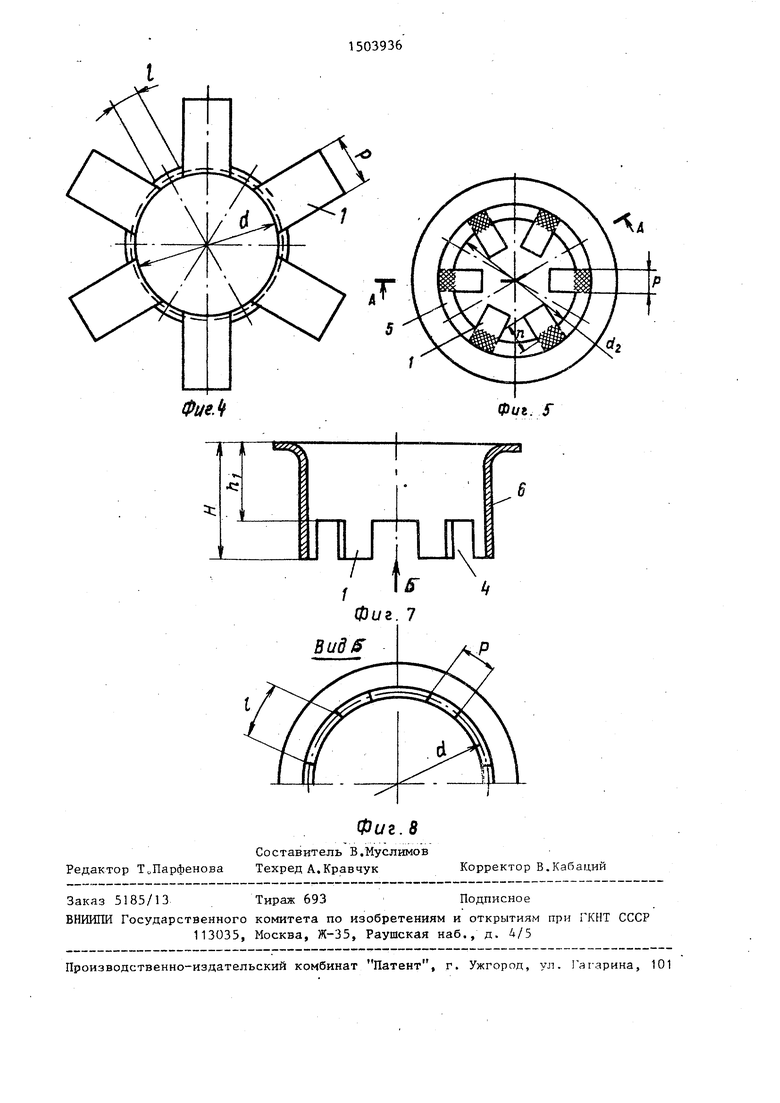
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых деталей с открытыми пазами на боковой поверхности. Цель изобретения - расширение технологических возможностей за счет изготовления деталей с пазами со стороны донной части. Пазы пробивают в дне 3 полуфабриката. Одновременно с гибкой лепестков производят отбортовку радиусной зоны сопряжения дна и стенки полуфабриката. Пробивка пазов в дне полуфабриката приводит к расширению технологических возможностей способа поскольку обеспечивает изготовление деталей с пазами со стороны донной части. 8 ил.
Фи. б
3150
Изобретение касается обработки металлов давлением и относится к способам изготовления полых деталей с открытыми пазами на боковой поверхности.
Цель изобретения - расширение технологических возможностей за счет изготовления деталей с пазами со стороны донной части.
На фиг. 1 изображен полуфабрикат после вытяжки и пробивки пазов на фланце; на фиг. 2 - то же, вид сверху; на фиг. 3 - готовая деталь с пазами со стороны открытого торца; на фиг. 4 - то же, вид сверху; на фиг.5 полуфабрикат после вытяжки и пробивки пазов в дне; на фиг. 6 - сечение А-А на фиг. 5; на фиг. 7 - готовая деталь с пазами (со стороны дна); на фиг. 8 - ввд Б на фиг-. 7,
На чертежах приняты следугадие обозначения: 1 - лепестки; 2 - фланец; 3 - дно; 4 - пазы; 5 - полуфабрикат, 6 - готовая деталь.
Способ осуществляется следующим образом.
Из листового металла вырубают плокую заготовку (не показана), которую подвергают деформированию в два эта- па, на первом из которых производят вытяжку заготовки на высоту К, -меньшую высоты h сплошной части боковой поверхности готовой детали 6, до получения полуфабриката 5 в ви- де стакана с фланцем 2. На стадии первоначальной вытяжки полуфабриката 5 практически заканчивается процесс объемного перераспределения металла, приводящий вследствие анизо- тропии к образованию фестонов.
После вытяжки выполняют операцию пробивки пазов 4 в плоской части полуфабриката 5. В случае изготовления деталей 6 с пазами со стороны открытого торца пазы 4 пробивают во фланце 2, а при изготовлении деталей 6 с пазами со стороны дна 3 пазы 4 пробивают в дне 3. При этом ширина Р лепестков 1 принимается равной ширине лепестков 1 в готовой . детали 6.
На втором этапе производят окончательное формообразование путем гибки лепестков 1 на боковой поверхности детали 6. Одновременно с гибкой производят вытяжку радиусной зоны сопряжения фланца 2 со стенкой полуфабриката 5 (в случае изготовления деталей 6 с пазами 4 со стороны открытого торца). При изготовлении деталей 6 с пазами 4 со стороны дна одновременно с гибкой производят отбортовку радиусной зоны сопряжения дна 3 со стенкой полуфабриката 5. В процессе вытяжки и отбортовки происходит приращение высоты полуфабриката с h до h.
Вследствие того, что пробивку пазов 4 осуществляют после п редвари- тельной вытяжки полуфабриката 5, то глубина пазов 4 в. готовой детали 6 будет одинаковой.
Иредпагаемьш способ позволяет изготавливать детали с пазами как со стороны открытого торца, так и со стороны дна. Таким образом, предлагаемый способ, по сравнению с известным, имеет более широкие технологические возможности.
Формула изобретения
Способ изготовления полых деталей в виде стакана с открытыми пазами на боковой поверхности путем вытяжки плоской заготовки на высоту, меньшую высоты сплошной части боковой поверхности готовой детали, до получения полуфабриката с фланцем, пробивки пазов в плоской части полуфабриката и окончательного формообразования, включающего гибку лепестков, отличающийся тем, что, с целью расширения технологических возможностей за счет изготовления деталей с пазами со стороны донной части, пазы пробивают в дне полуфаб- риката, а одновременно с гибкой лепестков производят отбортовку радиусной зоны сот/ряжения дна и стенки полуфабриката.
Фие.1
Фи€.1
/
Фиг.
| Способ изготовления полых деталей | 1983 |
|
SU1204297A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
