СП СП
р1/г. 7
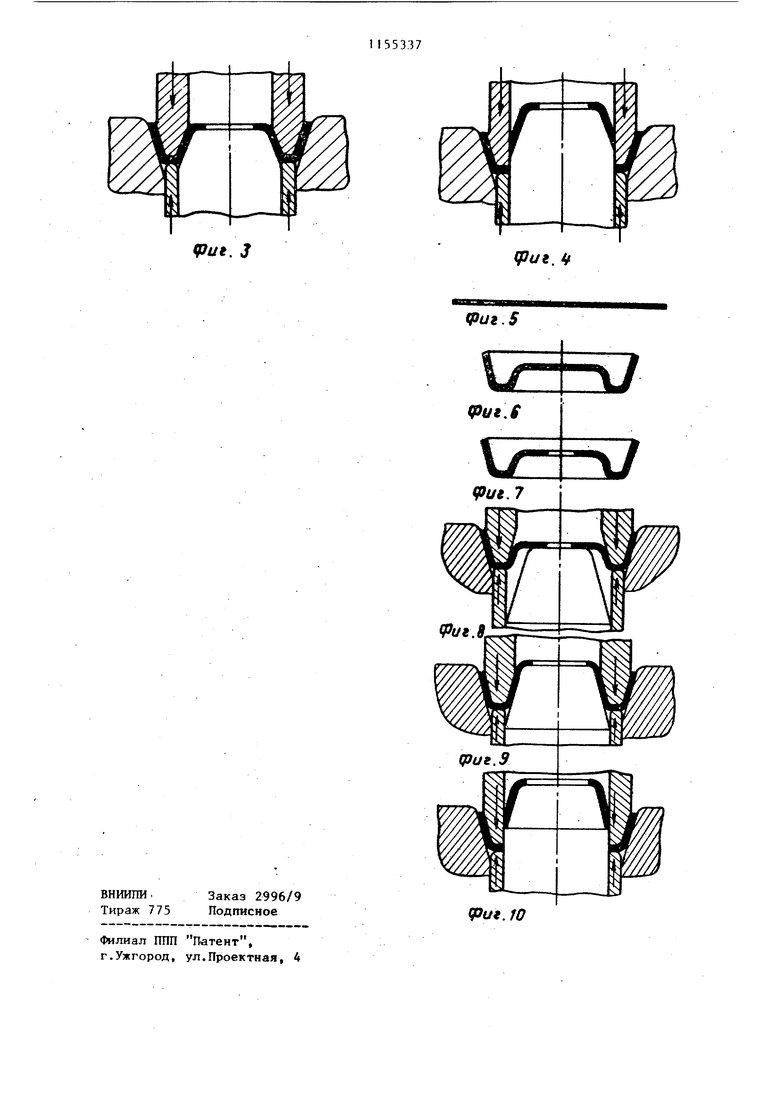
со со Изобретение относится к обработке металлов давлением, а именно к способам изготовления полых изделий с отверстием в дне. Цель изобретения - экономия металла. На фиг. 1 изображена плоская коль цевая заготовкаi на фиг. 2 - то же, в момент жесткого защемления кольцевой зоны, граничащей с линией последующего разделенияJ на фиг. 3 - полу фабрикат, отштампованный путем совмещения операций вытяжки и отбортовки с приложением деформирующего усилия к жестко защемленной кольцевой зоне заготовки, граничащей с зоной последующего его разделения на изделия; на фиг. 4 - полуфабрикат, разделенный на два изделия н фиг. 5 - исходная плоская круглая заготовка-, на фиг. 6 - предварительно вытянутая заготовка W -образного сечения на фиг. 7 - то же, после пробивки технологического отверстия на фиг. 8 - то же, в момент жесткого защемления ее кольцевой зоны, граничащей с зоной последующего разделения полуфабриката на изделия; на фиг. 9 - полуфабрикат, полученньй пу тем совмещения операций вытяжки и отбортовки с приложением деформируюдего усилия к жестко защемленной кол цевой зоне предварительно вытянутой заготовки; на фиг. 10 - полуфабрикат, разделенный на два изделия. Способ осуществляют следующим образом. Из листового металла вьфубают кольцевую заготовку, диаметр отверстия которой меньше диаметра отверстия в дне готового изделия. Заготовку укладывают в штамп и жестко защемляют ее по кольцевой зоне, прилегающей к зоне последующего разделения полуфабриката на изделия. Затем осуществляют ее вытяжку, совме щенную с отбортовкой, за счет приложения деформирующего усилия к укаV372 занной выше жестко защемленной зоне с получением полуфабриката, W -об- разное сечение которого является комбинацией сечений требуемых изделий. Полученный таким образом полуфабрикат разделяют на готовые изделия (фиг. 4). В случае, когда изделие меньших габаритов не может быть получено только за счет операции отбортовки длина развертки его сечения больше ширины возможно широкого участка отбортовки, т.е. в случае,когда требуются изделия большой высоты способ осуществляют следующим образом. Плоскую круглую или многоугольную в плане заготовку, диаметр которой (или диаметр вписанной в многоуголь- ник окружности) выбран из условия равенства ее площади поверхности промежуточной заготовки w -образного сечения, вытягивают последнюю. Затем.в полученной промежуточной заготовке пробивают центральное технологическое отверстие, диаметр которого выбирается из гусловия равенства ширины отбортовываемого участка и длины развертки сечения, получаемого отбортовкой участка сечения промежуточной заготовки. После этого жестко защемляется ее кольцевая зона, граничащая с зоной последующего paJдaлeния, и за счет приложения к ней деформирующего усилия осуществляется отбортовка, совмещенная со вторым переходом вытяжки. Полученный таким образом полуфабрикат на следующем этапе разделяется на изделия . Реализация предложенного способа позволяет использовать значительную часть металла донной части меньшего по габаритам изделия (порядка 70%), которая в известном способе идет в отход в виде высечки после пробивки отверстия, и за счет этого получать изделия большей высоты.
Put. 3
gjui. fy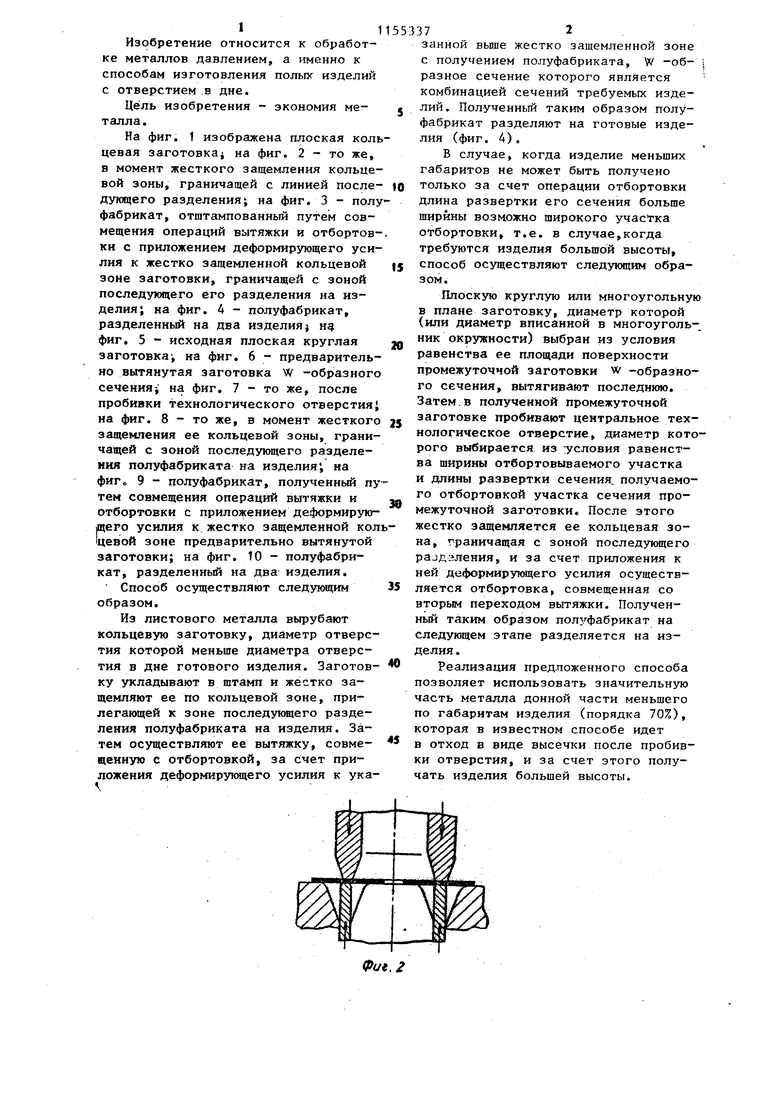
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ПОЛЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ И ОТВЕРСТИЕМ В ДНЕ | 1991 |
|
RU2014929C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ | 2011 |
|
RU2466819C2 |
| Способ штамповки полуторовых деталей | 1983 |
|
SU1162525A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| Способ изготовления цилиндрических ступенчатых деталей | 1987 |
|
SU1505633A1 |
| Способ штамповки колец из листа | 1980 |
|
SU902913A1 |
| Способ изготовления полых изделий | 1980 |
|
SU963645A1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |
| Устройство для разделительных операций эластичной средой | 1991 |
|
SU1811943A1 |
| Способ изготовления полых изделий из листовой штучной заготовки | 1987 |
|
SU1690908A2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВЕРСТИЕМ В ДНЕ, включающий вырубку заготовки из листового металла, штамповку полого полуфабриката W -образного сечения, пробивку отверстия в его дне и разделение полуфабриката на два изделия, обличающийся тем, что, с целью экономии металла, при вырубке заготовки одновременно проби вают в ней технологическое отверстие, диаметр которого меньше диаметра отверстия а дне готового изделия, а штамповку полуфабриката осуществляют посредством одновременной вытяжки и отбортовки путем приложения деформирующего усилия к жестко защемленной кольцевой зоне заготовки, прилегающей к зоне последующего разделения полуфабриката на изделия. СП
| Способ изготовления полых изделий | 1980 |
|
SU889205A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭКОЛОГИЧЕСКИ ЧИСТОГО ВЫСОКООКТАНОВОГО БЕНЗИНА | 2010 |
|
RU2442767C1 |
