Изобретение относится к литейному производству.
Известно применение способа получения полосового профиля намораживанием на вакуумируемый валок, облицованный песком методом вакуумно-пленочной формовки (ВПФ), путем частичного окунания валка в ванну с расплавленным металлом со стороны зеркала металла.
Однако указанным способом невозможно получить отливку непрерывного полого профиля (трубы), в том числе и криволинейного (спиралевидного) профиля, т.е. профиля с криволинейной осью, так же как и неравностенного полого профиля.
Целью изобретения является расширение технологических возможностей процесса намораживания.
Указанная цель достигается тем, что вакуумируемый песчаный стержень (аналог облицованного песком валка) подают в расплавленный металл через дно ванны, а извлекают его через зеркало металла. Стержень выполняют выдавливанием уплотненного песка через мундштук, посредством которого песок вакуумируют. На поверхности стержня за счет теплоотвода от металла к стержню намораживается корка отливки, чему способствует разрежение как дополнительный фактор, усиливающий контакт стержня с металлом, а также удерживающий намороженную корку металла на стержне.
В связи с тем, что назагерметизированный (пленкой) песчаный стержень необходимо сразу окунуть в металл и удалить готовую отливку в процессе непрерывного ее получения наиболее приемлемым способом контактирования стержня с металлом является подача стержня через дно ванны.
При литье криволинейных (по длине) профилей намораживание производят на стержень соответствующей кривизны изгиба, литье неравностенных профилей - путем обеспечения различной продолжительности контактирования различных частей поверхности стержня с жидким металлом при подаче стержня под острым углом к плоскости зеркала металла.
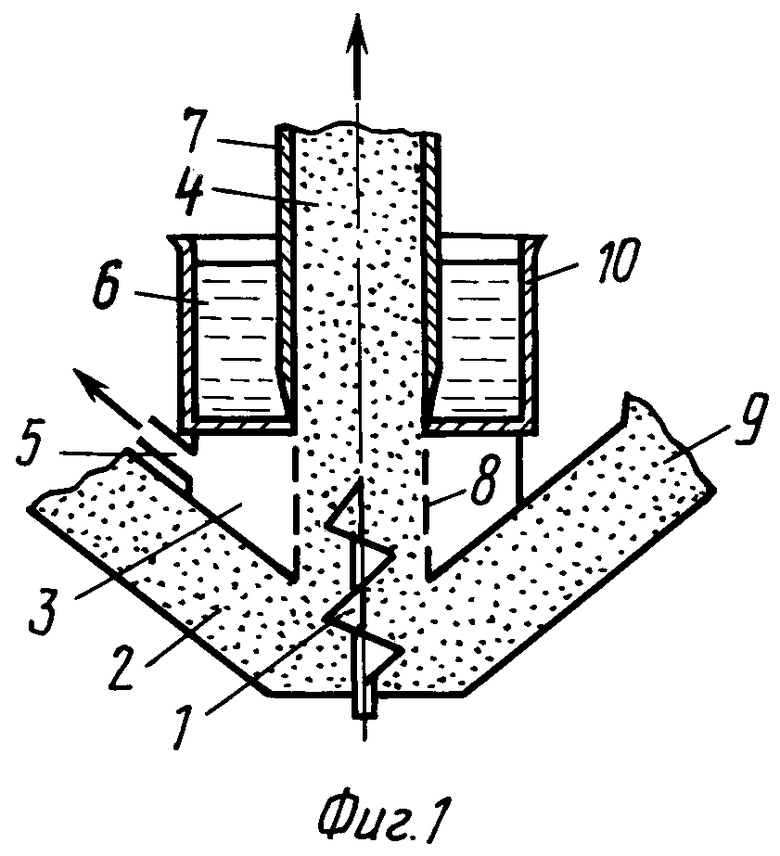
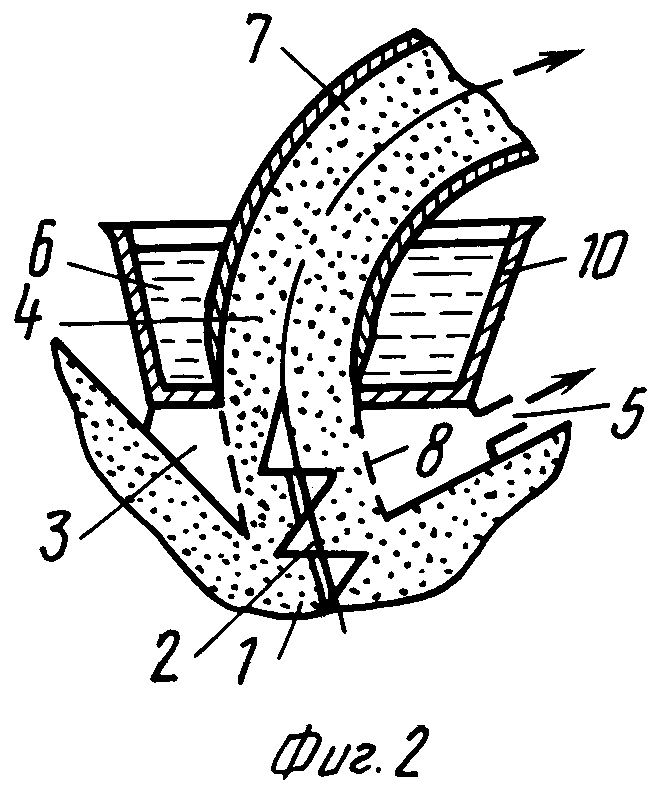
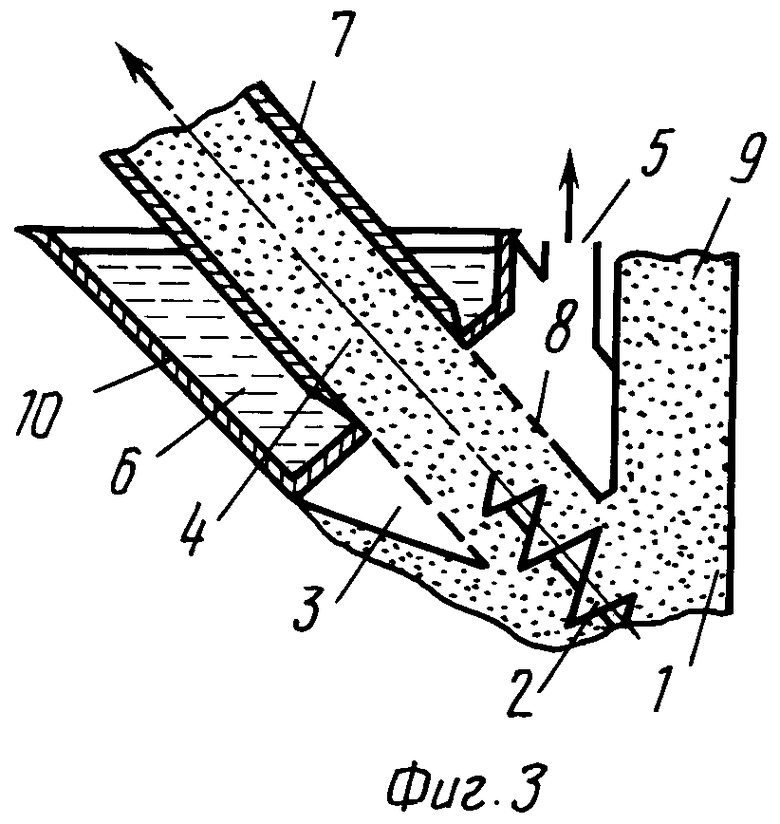
На фиг. 1 показана принципиальная схема установки для намораживания, продольный разрез; на фиг.2 - то же, для литья криволинейного профиля; на фиг.3 - то же, для литья неравностенного полого профиля.
Установка намораживания для уплотнения песка 1 имеет устройство, например, в виде вращающегося шнека 2, которым обеспечивают также продавливание уплотненного песка через мундштук 3 в виде готового стержня 4. Мундштук 3 выполнен полым, а его полость подключена вакуумным клапаном 5 к источнику вакуума (насосу). Поверх мундштука 5 находится расплавленный металл 6, в который при контакте со стержнем 4 намораживается в виде трубы (отливки полого профиля) 7. Для вакуумирования стержня 4 внутренняя стенка 8 мундштука 3 выполнена перфорированной. Для подачи песка к мундштуку 3 и шнеку 2 имеются песководы 9. Ванна 10 для расплавленного металла 6 имеет в днище отверстие для выхода стержня 4.
Способ осуществляют следующим образом.
Путем уплотнения песка 1 устройством, например, в виде вращающегося шнека 2 и подачи уплотненного песка через мундштук 3 получают стержень 4. Мундштук 3 выполнен полым, его полость подключают клапаном 5 к источнику вакуума.
Стержень 4 через отверстие в дне ванны 10 пропускают через расплавленный металл 6. Металл 6 при контакте со стержнем 4 намораживается в виде трубы 7, которую удаляют в направлении от зеркала металла.
Стержень 4 уплотняют аналогично ВПФ, используя разрежение величиной 60 ± 40 кПа, которым воздействуют на песок стержня 4 через внутреннюю перфорированную стенку 8 мундштука 3. Металл 6 и корка трубы 7 служат герметизаторами стержня, аналогично действию синтетической пленки при ВПФ. Высота слоя металла 6 может быть порядка 0,3-0,4 м. На эту высоту вполне можно обеспечить достаточную прочность стержня 4 для формирования на его поверхности качественной поверхности, аналогичной получаемой литьем методом ВПФ. Однако опасность образования дефектов отливки существует в основном при контакте стержня с жидким металлом, но эта зона контакта весьма невелика и по высоте может быть не более миллиметров. Большую часть времени стержень контактирует с намороженной коркой трубы 7. Песок 1 к мундштуку подают по песководам 9.
Для изготовления труб, сматываемых в спиралевидные мотки (бухты) либо используемых в качестве спиралевидных змеевиков (или т.п. случаях), применяют стержень с криволинейной осью (см. фиг.2). Этот стержень выдавливают из мундштука с осью, имеющей такую же кривизну изгиба (дуги).
Для получения неравностенных профилей стержень подают по направлению (оси), составляющему острый угол к плоскости зеркала металла (см. фиг.3). При этом плоскость выходного отверстия мундштука 3 выполнена перпендикулярно направлению движения стержня 4.
Поскольку нижняя часть стержня дольше контактирует с жидким металлом чем верхняя, то на нижней части намораживается более толстая стенка.
Способ позволяет расширить возможности технологического процесса литья намораживанием. Поскольку способ не предусматривает применение ни связующих, ни полимерных материалов, очевидна его экологическая чистота. Вакуумирование стержня предотвращает образование газовых дефектов в отливках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ТОНКОСТЕННЫХ ОТЛИВОК | 1991 |
|
RU2015793C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2022681C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029652C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2030950C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2027537C1 |
| СПОСОБ ИНВЕРСИОННОГО ЛИТЬЯ ПОЛОСЫ | 1992 |
|
RU2048244C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2015794C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029653C1 |
Изобретение расширяет технологические возможности процесса литья намораживанием без применения связующих и полимерных материалов, улучшает экологические показатели. Вакуумируемый песчаный стержень (аналог облицованного песком валка) подают в расплавленный металл через дно ванны, а извлекают его через зеркало металла. Стержень выполняют выдавливанием уплотненного песка через мундштук, посредством которого песок вакуумируют. На поверхности стержня за счет теплоотвода от металла к стержню намораживается корка отливки, чему способствует разрежением как дополнительный фактор, усиливающий контакт стержня с металлом, а также удерживающий намороженную корку металла на стержне. 3 з.п.ф-лы, 3 ил.
| Баландин Г.Ф | |||
| Литье намораживанием | |||
| М.: Машгиз, 1962, с.11. |
