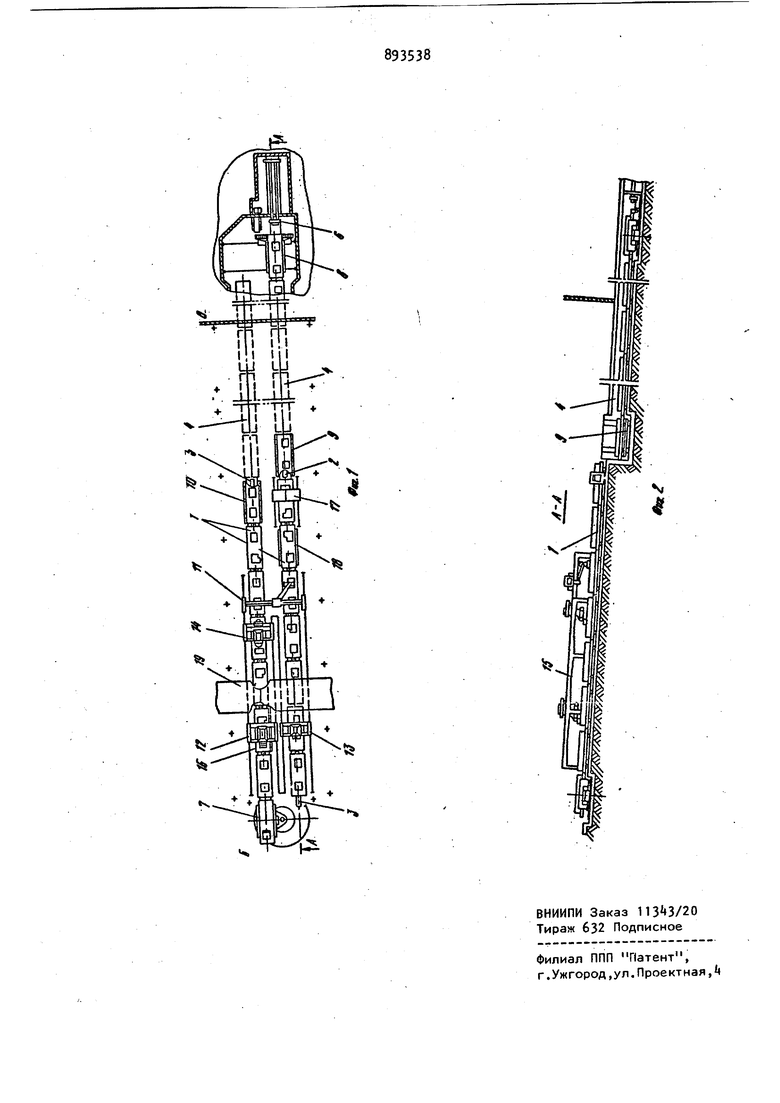
Изобретение относится к устройствам для изготовления строительных изделий и может быть использовано в производстве сборного железобетона. Известна поточно-конвейерная лини для изготовления железобетонных изделий, включающая двухветвевую формо вочную линию, в которой одна ветвь включает посты распалубки, а вторая все другие необходимые технологические посты, и двухветвевую туннельную камеру термообработки, при этом продольные оси форм-вагонеток перпендикулярны к оси конвейера, а рель совые направляющие бетоноукладчика установлены выше отметки технологиче ского оборудования l. В известной линии посты подготовк форм удалены от постов доводки изделий, что затрудняет использование подъемно-транспортного устройства дл передачи элементов оснастки с одной ветви на другую, установки комплекту :щих.деталей и механизация других транспортных операций - это снижает производительность; а размещение термокамеры в одном уровне с формовочной линией увеличивает производственную площадь, занимаемую линией. Цель изобретения - повышение произврдителъности и сокращение производственной площади. Поставленная цель достигается тем, что технологическая линия для изготовления строительных изделий содержит расположенные параллельно друг другу две формовочные конвейерные ветви, снабженные формами-вагонетками, технологическим и транспортным оборудованием, двухветвевую горизонтальную термокамеру и передаточные устройства с приводом, одно из которых расположено внутри термокамеры, а другое соединяет концы ветвей формовочного конвейера, подъемно-транспортное устройство, смонтированное над формовочными конвейерными ветвями, подъ38емником и снижателем форм-вагонеток, соединяющими в разных уровнях .ветви термокамер и формовочные ветви, а привод передаточного устройства термокамеры изолирован от нее. На фиг. 1 изображена линия, общий вид; на фиг. 2 - продольный разрез А-А на фиг. 1 , Линия содержит две конвейерные формовочные ветви с поддон-вагонетками 1 и толкателями 2 и 3, и две ветви .щелевой термокамеры 4 с толкателями 5 и 6, замкнутую передаточной тележкой 7 и находящимся в камере передаточным устройством 8 с изолированным от тепловой среды приводом, формовочные ветви и термокамера соединены подъемником и снижателем 9 и 10. Торцы формовочных ветвей с передаточным устройством 7 могут входить в зону Б арматурного цеха, а ветви камеры могут входить в зону В за пределы корпу са формовочного цеха. Над формовочными ветвями смонтировано подвижное подъемно-транспортное устройство 11. Формовочное оборудование: бетоноукладчик 12, фактуроукладчик 13 раст вор(оукладчик с отделочным механизмом 14 перемещается, например, по сдвоенной эстакаде 15. На линии имеется виброплощадка 16, шпаклевочная машина 17 и кантователь 18. Над формово14ными ветвями расположена эстакада 19 подачи бетонной смеси. Процесс формования изделий на пред лагаемой конвейерной линии производит ся следующим образом. На первом посту одной из формовочных ветвей поверхность изделия шпаклюют шпаклевочной машиной 17. При помощи кантователя 18 поддон-вагонетку 1 кантуют и изделие снимают с нее. На последующих постах форму чистят, смазывают, устанавливают с помощью подъемно-транспортного устройства 11 элементы формооснастки, снятые на дру гой формовочной ветви и комплектующие детали, например столярные блоки. С помощью фактуроукладчика 13 перемещающемся, например по эстакаде 15. укладывают декоративный слой (на пример, в стеновые панели). На перед точном устройстве 7 и на постах примыкающих к нему, устанавливают арматуру. Вагонетку 1 на передаточное устройство 7 подают толкателем 3 и передают на другую формовочную ветвь линии. Бетонную смесь, поступающую по эстакаде 19, укладывают бетоноукладчиком 12 и уплотняют на виброплощадке 16. Верхнюю поверхность изделия обрабатывают раствороукладчиком с отделочным механизмом Tt. С помощью подъемнотранспортного устройства 11 из изделия извлекают элементы бортоснастки и подают их на посты подготовки форм. На этом же участке устанавливают комплектующие детали (например, подоконНИКИ в стеновые панели) и доводят поверхност ь. Отформованное изделие на вагонетке 1, например снижателем ТО с толкателем 5 подают в одну ветвь щелевой камеры . Изделие проходит тепловую обработку, при этом с одной ветви на другую вагонетку с изделиями перемещают передаточным устройством 8 с толкателем 6 и возвращают подъемником 9 с толкателем 2 к началу формовочной линии. Далее цикл повторяется. Формула изобретения Технологическая линия для изготовления строительных изделий, содержащая, .расположенные параллельно друг другу, две формовочные конвейерные ветви, снабженные формами-вагонетками, технологическим и транспортным оборудованием, двухветвевую горизонтальную термокамеру и передаточные устройства с приводом, одно из которых расположено внутри термокамеры, а другое соединяет концы ветвей формовочного конвейера, отличающаяся тем, что, с целью повышения производительности и сокращения производственной площади, линия снабжена подвижным подъемно-транспортным устройством, смонтированным над формовочными конвейерными ветвями, подъемником и снижателем форм-вагонеток, соединяющими в разных уровнях ветви термокамер и формовочные ветви, а привод передаточного устройства термокамеры изолирован от нее. Источники информации,, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № kkk66Q, кл. В 28 В 5/00, 1972.
,i ill
JJ Lu
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| Технологическая линия для изго-ТОВлЕНия СТРОиТЕльНыХ издЕлий | 1978 |
|
SU808298A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU973367A1 |
| Двухъярусная конвейерная линия для изготовления строительных изделий | 1978 |
|
SU992188A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Поточно-конвейерная линия для изготовления железобетонных изделий | 1972 |
|
SU444660A1 |