ЈЕВЖ&
СП
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Технологическая линия для изготовления комплексных плит покрытий | 1985 |
|
SU1321588A1 |
| Технологическая линия для изго-ТОВлЕНия СТРОиТЕльНыХ издЕлий | 1978 |
|
SU808298A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
Изобретение относится к линиям для изготовления бетонных и железо - бетонных изделий Оно позволяет повысить производительность и технологическую гибкость линии. Это достигается тем, что технологическая конвейерная линия, включающая две параллельно расположенньс формовочные конвейерные ветви, coeniiHeHHbie с двумч ветвями щелевой термокамеры подъемником, смонтированным на сцной зетви формовочного конвейера, к снижателем - на дрзгой ветви, передаточные тележки, соединяющие ветви формовочного конвейера и щелевой термокамеры в единый замкнутый технологический поток, формы-вагонетки и установленное в технологической пек тедоъателькости оС - рудовакие для укладки и уплотнения бетонных смесей, распалубки и отделки изделий, чистки и смазки форм-вагоне- ток, установки арматуры, укладки отделочных материалов, устачозкя столя-о- с ных изделий, снабжена дополнительными щелевой термокамерой, размещенчой между подъемником и снижателем под фоомовочной ветвью с подъемником, передаточным устройством, расположенным в торце дополнительной щелевой термокамеры, противоположном подъемнику, и соединяющим ее с основной термокамерой 3 ил „
Изобретение относится к устройствам для изготовления бетонных и железобетонных изделий.
Цель изобретения - повышение произ - водительности и технологической гибкости линии
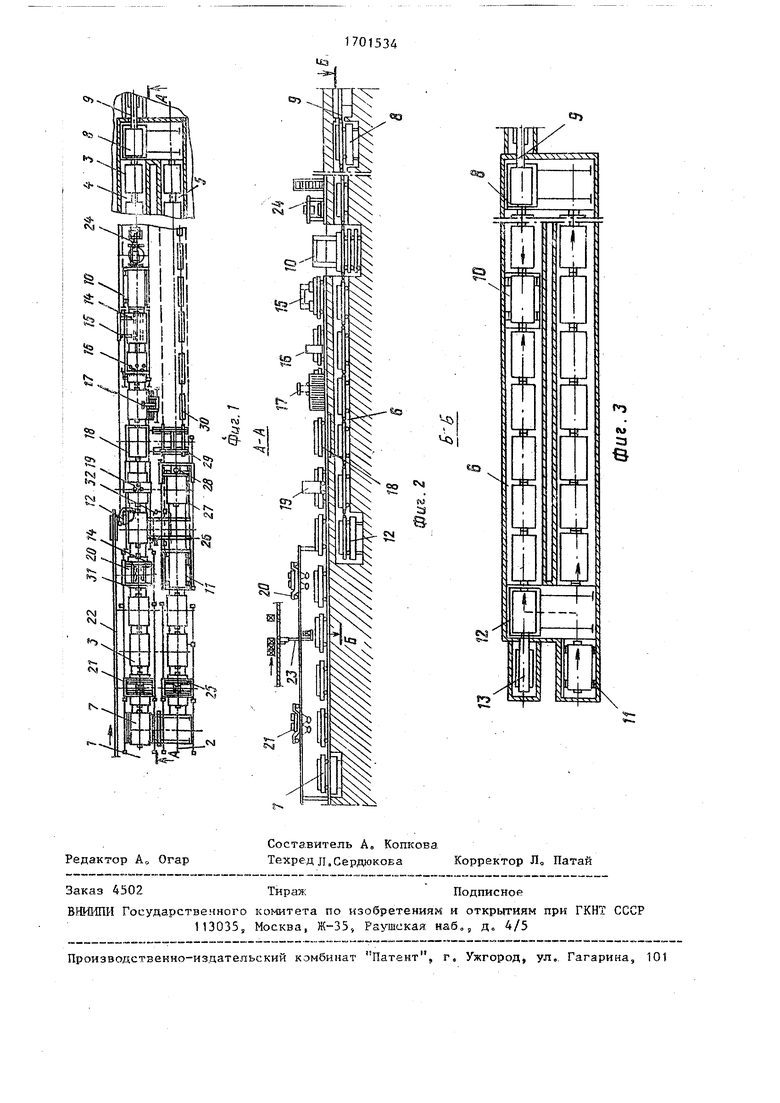
На (Ьиг0 1 изображена технологическая конвейерная линия, общий вид; на фиг0 2 - разрез А-А на Ьиг0 1; на (Ьиг03 - разрез Б-Б на Ъиг« 2,
Ли-шя содержит две Формовочные ветви 1 и 2 с формами-вагонетками 3. две ветви 4 и 5 основной щелевой термокамеры, дополнительную щелевую термокамеру 6, передаточную тележкч - 7 с толкателем, соединяющую формоьоч- ные ветви 1 и 2, передаточную тележку 8 с толкателем 9, соединяющую ветви 4 и 5 основной щелевой термокамеры, подъемник 10 с толкателем и снижаталь
1701534
11 с толкателем соединяющие обе формовочные ветви с ветвями основной щелевой термокамеры, передаточную тележку 12f толкатель 13, устройстве 14 для открывания и закрывания бортов форм-вагонетокг самоходный выпрессоз- щик 15 проемообразователей, шлифовочную машину 16, манипулятор М для Остановки столярных блоков,, кантона- телв 18 Форм-вагонеток,, машину 19 для чистки и смазки форм, бетоноукладчик 2.0 для укладки нижних слоев бетона, бетоноукладчик 21 для укладки верхних слоев бетона, линию 22 подачи арматур ;ых изделий, линию подачи раскроенного плитного утеплителя9 устройство 5:3 для опускания утеплителя к постам Згкладки„ установку 24 для чистки и штабелирования проемообразователей, раствороукладчик 25 с заглаживающими органами, передаточное устройство 26, Соединяющее формовочную ветвь с участком переналадки форм, включающим механизированный склад 27 бортоснастки, Портальный мгяипулятор 28 для установ «и бортоснастки, самоходный съемник 29 изделий с форм-вагонеток после их кантования,, конвейер 30 отделки и вы- Держкя изделий, виброплощадку 31 и Гидроподъемник 32 форм-вагонеток„
Процесс изготовления изделий на предлагаемой линии происходит следующим образомо
Форма-вагонетка 3 из ветви 4 основ ой щелевой термокамеры или дополнительной щелевой термокамеры 6 с помощью подъемника 10 поступает к устройству Т49 где производится раскрывание бортов„ Затем после извлечения Проемообразователей самоходным выпрес Совщиком 15 форма-вагонетка перемещается к установке 24, где производится их чистка и штабелирование Изделие шлифуют машиной 16, затем с помощью манипулятора 17 устанавливаю1 столярные блоки,, Форму кантуют кантователем 18,, изделие снимают самоходным съемником 29 и передаю на конвейер 30 отделки и выдержки, после чего форма-вагонетка поступает к машине 19 для чистки и смазкис Затем с помощью самоходного вьшрессовщика 15 производят установку в форму прое- ачообразсвателей, доставляемых с устаНовки 24 их чистки и штабелирования, Закрывают борта с помощью установки 14, укладывают в форму арматурные из
5
0
5
о
делия9 поступающие по линии 22, после чего укладывают нижний слой бетонной смеси бетоноукладчиком 20, уплотняют его на виброплощадке 31. и укладывают плитный утеплитель, поступающий с линии его подачи, с помощью устройства 230 Затем производят укладку верхнего слоя бетонной смеси бетоноукладчиком 21, уплотняют ее с помощью поверхностного виброуплотняю- щего устройства (не показано) и посредством передаточной тележки 7 форму ьередают на ветвь 2 конвейерной линии, гцг с помощью раствороукладчика 25 укладывают верхний фактурный слой и осуществляют его отделку валиком и диском, установленными на нем После этого форма-вагонетка поступает на снижатель 11, з с него на ветвь 5 основной щелевой камеры или через передаточную тележку 12 в дополнительную щелевую камеру 6„
На конвейерной линии предусмотрена возможность замены форм, для чего форма с помощью передаточного устройства 26 передается с формовочной ветви. 1 на участок переналадки, оборудованный складом 27 бортоснастки и портальным манипулятором 28„ Подготовленная на этом участке форма-вагонетка передается на формовочную ветвь 10 Для обеспечения возможности пропуска форм-вагонеток одна под другой предусмотрен гидроподъемник 32 „
Тепловая обработка может быть осуществлена по основному и дополнительному циклам„ Каждый из циклов может быть осуществлен самостоятельно или одновременно с другим,,
При тепловой обработке по основному циклу форма 3 с помощью снижателя
11опускается, передаточная тележка
12устанавливается по оси ветви 5 камеры и с помошью толкателя, установленного на снижателе 11, перемещается по ветви камеры до передаточной тележки 8, передающей форму на ветвь 4 основной щелевой камеры Затем с помощью толкателя 9 форма перемещается на подъемник 10, который поднимает и заталкивает ее на Формовочную ветвь 1 с последующим раскрытием бортов, извлечением проенообразователей, съемом изделий и т0д0
При тепловой,обработке по дополнительному циклу форма 3 с изделием с помощью снижателя 11 опускается и переталкивается на передаточную те- s
лежку 12, перемещаемую и устанавливаемую по оси дополнительной термокамеры 6, в которой форма-вагонетка перемещается до подъемника 10 с помощью тол-, кателя 13, после чего все процессы повторяются так же, как после тепловой обработки по основному циклу.
Фор, у л а изобретения
Технологическая конвейерная Линия для изготовления бетонных и железобетонных изделий, содержащая параллельно расположенные две формовочные кон- левой термокамерой, размещенной межв йерные ветви, соединенные с двумя ветвями щелевой термокамеры подъемником, смонтированным на одной ветви формовочного конвейера, и снижателем ду подъемником ч снкжателем под формовочной ветвью с подъемником, передаточным устройстзом, расположенным в
торце дополнительной термокамеры,
на другой ветви, передаточные тележки противоположном пспъемнику, и соединяю- соединяющие ветви формовочного конве- щим ее с основной термокам ройо
йера и щелевой термокамеры в единый замкнутый технологический поток, формы-вагонетки и установленное в технологической последовательности оборудование для укладки и уплотнения бетонных смесей, распалубки и отделки изделий, чистки и смазки форм-вагонеток, установки арматуры, укладки отделочных материалов, установки столярных изделий, отличающаяся тем, , с целью повышения производительности к технологической гибкости линии, она снабжена дополнительными щеду подъемником ч снкжателем под формовочной ветвью с подъемником, передаточным устройстзом, расположенным в
торце дополнительной термокамеры,
ег
О
ы
Z1
в
еч
ЧГм
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
