11
Il;3o6pt. TeHHe относмтся к конвейерным линиям ;у7я изготовления железобетонных изделий, в частности панелей перекрытий, внутренних и наружных стен жилых и промьичленных зданий.
Цель изобретения - повышение тех- нолог ическнх возможностей линии, качества изделий и надежности работы линии.
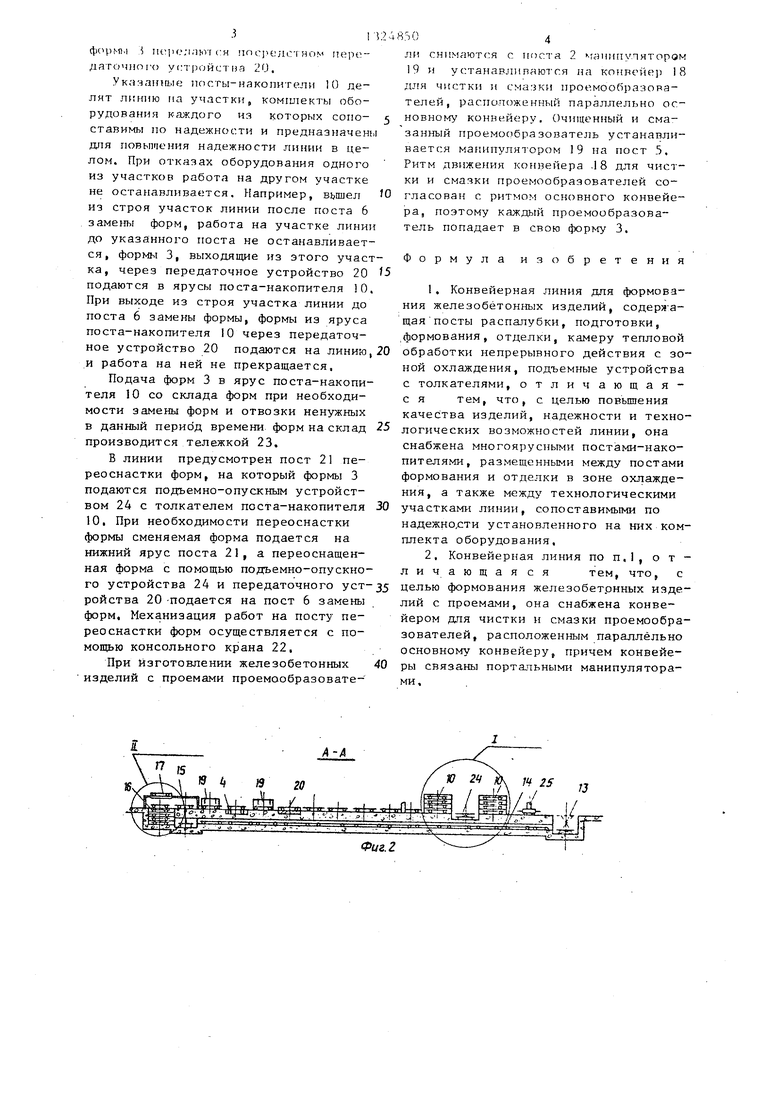
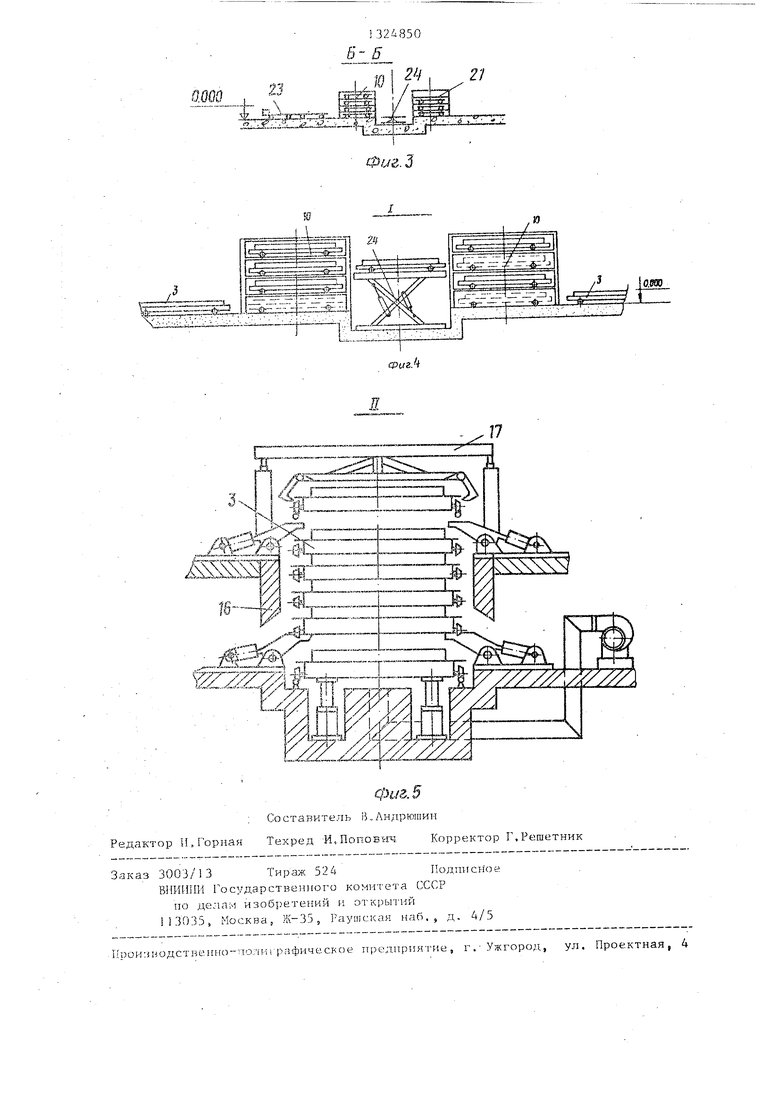
На фиг.1 представлена схема конвейерной линии для формования Железобетонных изделий; на фиг. 2 -- разрез на фиг.1; на фиг.З - разрез Б-Б на фиг,1; на фиг,4 - узел I на фиг,2 (узел поста-накопителя с подъемным устройством); на фиг.З - узел II на фиг, 2 (узел поста охл.аждения конвейерной линии).
Конвейерная линия содержит посты 1 выдержки изделий и 2 открь вания замков и бортовц форму-вагонетку 3, пост 4 распалубки с кантователем 4, посты подготовки к формованию включающие пост 5 чистки и смазки форм, пост 6 замены форм, пост 7 закрывания замков и бортов формы, пост 8 укладки арматуры.
Линия содержит пост 9 формования многоярусные посты-накопители 10, привод , посты 12 отделки и 13 сиижателя, кам.еру 14 тепловой обработки непрерывного действия, тележку передоточную с толкателем 15, пост 6 охлаждения, выполненный в виде пакета форм или многоярусного cтeллa жа с ячейками для форм, тележку 7, Многоярусные посты-накопители 10 размещены между посгаьи 9 формования и постом 2 отделки, а также между технологическими участками линии, сопоставимыми по надежности устано- ленного на них комплекта оборудования ,
Для формования железобетонных изделий с проемами линия имеет в своем составе конвейер 18 для чистки и смазки проемообразователей, расположенный параллельно основному конвейеру, и снабжена портальными манипуляторами 1 9.
Линия имеет передаточное устройство 20, пост 21 переоснастки форм консольный кран 22, тележку 23 для вывоза готовой продукции и перемещения (:)Орм со склада. Пост-накопитель 10 оборудован подьемно-опускшлм устройстБом 24, а пост 12 отделки - заглаживающей машиной 25.
5
4850 2
Процесс изготовл1;ния изделий на линии произвелдится следующим образом.
Форм1 1 3, перемешаясь с заданным ритмом, по основному конвейе/ру про. ходят посты 1 выдержки изде:н{й, 2 от- крывллия замков и бортов, 4 распалубки с кантователем, 5-8 подготовк к формованию и 9 формования. После последнего форма 3 со свежеотформован }1ым изделием (не показано), которое нельзя сразу подать на пост 12 отделки из-за невысокой пластичности, примененной при формовании бетонной смеси, подается приводом 11 под первый ярус поста-накопителя 10 для извлечения и передачи подъемно-онускным устройством 24 с толкателем (не по.казан.),. входящим в состав оборудования поста 10, на соответствующий ярус последне0 го. Необходимость одного или двух ярусов поста-накопителя 10 определяется временем выдержки изделий перед их отделкой.
Затем с соответствующего яруса поста-накопителя 10 форма 3 с изделием извлекается толкателем подъемно-опускного устройства 24 поста 10 подается в нижний этаж второго яруса поста-накопит«1ля 10 (при наличии
двух ярусов) щя извлечения и передачи приводом 11 конвейерной линии на пост отделки с заглаживающей машиной 25,
При наличии в линии одного яруса
5 поста-накопилея 10 форма 3 подается на пост линии, расположенный последовательно за этим ярусом, откуда приводом 11 подается на пост 12 отделки. Выдержка изделий на ярусах постов0 накопителей 10 перед заглаживанием поверхности жеи1езо бетонных изделий заглаживающей машиной 25 требуется при применении для формования изделий пластичных и высокопластичных бетон5 ных смесей, полученных применением суперпластификаторов.
На посту 12 отделки поверхность изделия заглаживается машиной 25, н затем форма 3 с изделием с помощью
0 снижателя подается в камеру 14 тепловой обработки, где производится изотермическая выдержка. После Камеры 14 тепловой обработки форма 3 с изделием подается передаточной тележкой с тол5 кателем 15 на пост 16 охлаждения.
Посты-накопители 10 с подьемно- омускным устройством 24 устанавливаются также у поста смены форм, куда
314
ф|:Н -11 1 пгрелльп ся . лс гиом пере-- даточишч) у(:т1)ойстиа 20.
Укаяаннык посты-накопители 10 делят линию па участки, комгшекты оборудования каждого из которых сопоставимы но надежности и предназначены Д11Я повышения надежности линии в целом. При отказах оборудования одного из участков работа на другом участке не останавлива€;тся. Например, вьшел из строя участок линии после поста 6 замены форм, работа на участке линии до указанного поста не останавливается, формы 3, выходящие нз этого участ ка, через передаточное устройство 20 подаются в ярусы поста-накопителя 10. При выходе из строя участка линии до поста 6 замены формы, формы из яруса поста-накопителя 10 через передаточное устройство 20 подаются на линию, и работа на ней не прекращается.
Подача форм 3 в ярус поста-накопителя 10 со склада форм при необходимости замены форм и отвозки ненужных в данный период времени форм на склад производится тележкой 23,
В линии предусмотрен пост 21 переоснастки форм, на который формы 3 подаются подъемно-опускным устройством 24 с толкателем поста-накопителя 10. При необходимости переоснастки формы сменяемая форма подается на нижний ярус поста 21, а переоснащенная форма с помощью подъемно-опускного устройства 24 и передаточного устройства 20 -подается на пост 6 замены форм. Механизация работ на посту переоснастки форм осуществляется с помощью консольного крана 22,
При изготовлении железобетонных изделий с проемами проемообразовате 48504
ли снимаются с поста 2 гаиипуляторам 19 и устанавливаются на конвейер 18 д.пя чистки и смазки проемообразова- телей, расположенный параллельно ос5 новному конвейеру. Очищенный и сма- занный проемообразователь устанавливается манипулятором 9 на пост 3. Ритм движения конвейера .18 для чистки и смазки проемообразователей со0 гласован с ритмом основного конвейера, поэтому каждый проемообразователь попадает в свою форьгу 3.
Формула изобретения 5
1,Конвейерная линия для формования железобетонных изделий, содеря а щая посты распалубки, подготовки, формования, отделки, камеру тепловой
0 обработки непрерывного действия с зоной охлаждения, подъемные устройства с толкателями, отличающая- с ятем, что, с целью повышения
качества изделий, надежности и техно5 логических возможностей линии, она снабжена многоярусными постами-накопителями, размещенными между постами формования и отделки в зоне охлаждения, а также между технологическими
30 участками линии, сопоставимыми по
надежно :ти установленного на них комплекта оборудования.
2.Конвейерная линия по п.1, о т - ли чающая сятем, что, с
35 целью формования железобетонных изделий с проемами, она снабжена конвейером для чистки и смазки проемообразователей, расположенным параллельно основному конвейеру, причем конвейе40 ры связаны портальными манипуляторами.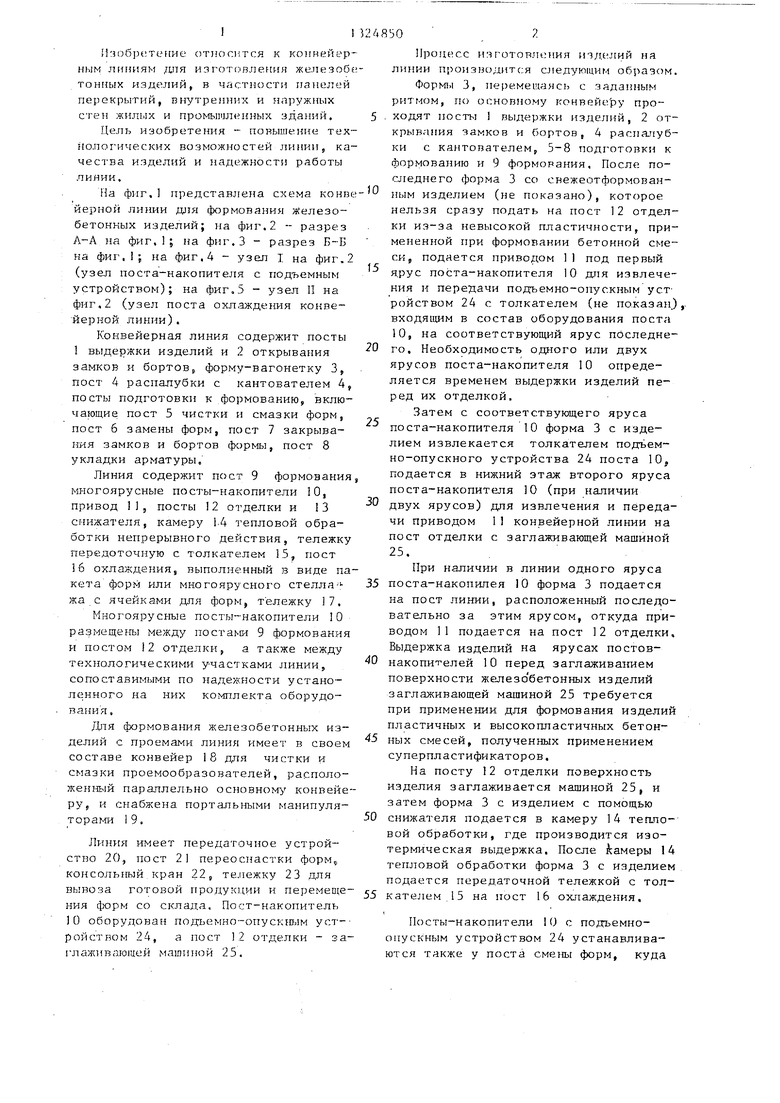
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Технологический комплекс по производству железобетонных изделий | 1987 |
|
SU1445974A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
Изобретение относится к линиям для изготовления железобетонных изделий в частности панелей перекрытий внутренних и наружных стен. Целью изобретения является повышение технологических возможностей и надежности работы линии, повышение качества изделий. Конвейерная линия содер16 Л tSI 13 2 18 Ч- S 20 78 дг i.f.w . Г71тастЕ жит посты I выдержки изделий и 2 открывания замков и бортов, форму-вагонетку 3, пост 4 распалубки с кантователем, пост 5 чистки и смазки форм, пост 6 замень форм, пост 7 закрывания замков и бортов формы, пост 8 укладки арматуры, пост 9 формования, MHoroHpyciaie посты-накопит€;ли 10, привод II, пост 12 отделки, пост 13 снижателя, каме)у тепловой обработки, тележку с толкателем 15, пост 16 охлаждения, теложку 7. Для формования изделий с проемам линия имеет конвейер 18 для чистки и смазки проемо- разователей, расположенный параллельно основному конвейеру, и снабжена портальным манипулятором 19. Линия имеет передаточное устройство 20, пост переоснастки форм 21, консольный кран 22, тележку 23 для вывода готовой продукции. Пост-накопитель 10 оборудован подъемно-опускным устройством 24 с толкателем, а пост отделки I 2 - заглаживающей машиной 25. 1 3.п. ф-лы, 5 ил. Ю , 2ii Ю Л. 25/2 ГЗ . / i СЛ со Ю ОО СД О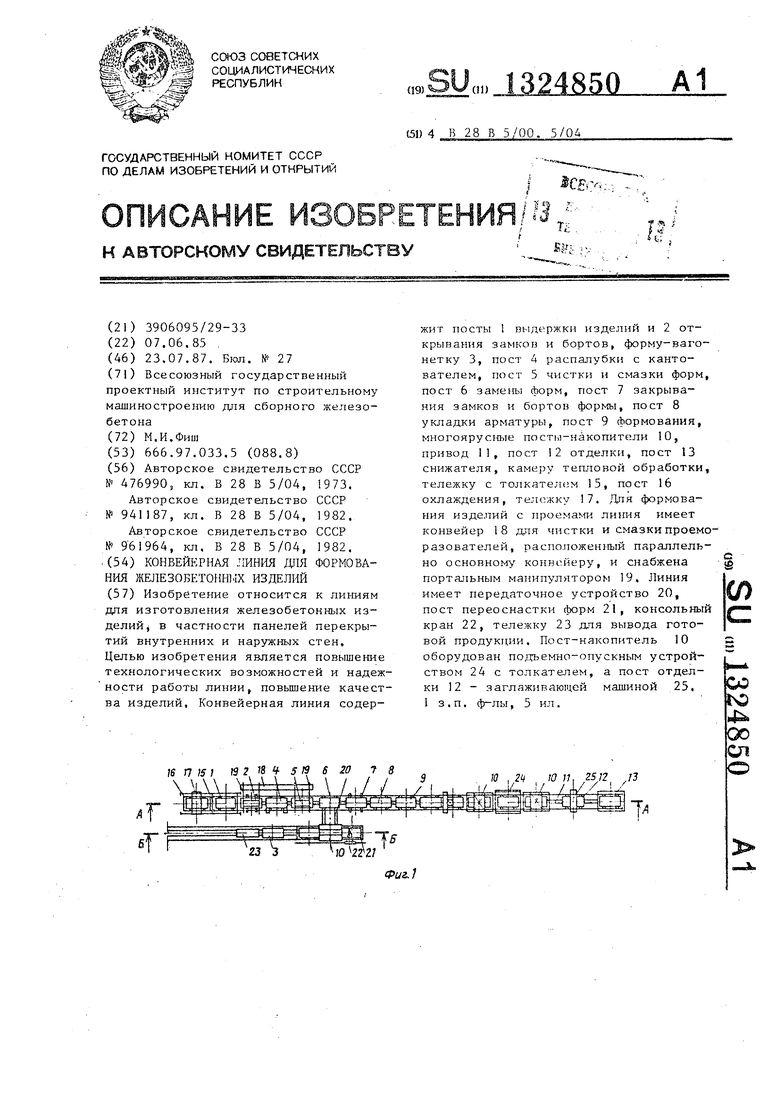
7J
Фиг. 2
--ggSS :
Фиг. Л
фиг.5
: Составитель В„Лндрюшин Редактор И. Горная Техред И.Поповиг;, Корректор Г,Решетник
Заказ 3003/13 Тираж 524Подписное
BMIiHIIH Государственного комитета СССР
ю делам изобретений PS суткрытий И 3035, Москва, )К-35, Раугпская наб., д, 4/5
Кпои-.гнодственно-гюлнграфическое нреднриятие, г.-Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР № А76990, кп | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU941187A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
