Изобретение относится к области медицины, а именно, к травматологии и ортопедии. Известно большое число эндопротезов тазобедренного сустава, как правило металлических. Металлический эндопротез в напряженных участках, например в области шейки, имеет пониженную прочность; тем более в зонах перехода в металлических деталях возникают местные напряжения, так как в этих местах он значительно тоньше. Отсюда вытекает проблема создания эндопротеза с распределенной прочностью.
Известно применение в травматологии и ортопедии металлических эндопротезов тазобедренной кости [1]. Недостатком эндопротезов-аналогов является недостаточная прочность в зонах перехода, возникновение металлоза в живых тканях.
Известен способ-аналог изготовления эндопротеза тазобедренной кости [2] , по которому эндопротез изготавливают путем заливки пакета рулонов из сеток биокерамических наполнителем.
Недостатком эндопротеза, обусловленным способом его изготовления, является то, что прочность эндопротеза низка несмотря на придание основным элементам спиральной структуры.
Известен эндопротез тазобедренного сустава и способ его изготовления, по которому эндопротез изготавливают из различных жгутов, нитей органических, углеродных и т.п., пропитывая, набирая и располагая их в форме для формирования таким образом, что в наиболее напряженных участках располагаются жгуты с большей прочностью.
Недостатком указанного эндопротеза является то, что при изготовлении, как правило, сложно организовать переходы одного наполнителя к другому, поэтому в процессе формирования образуются дефекты, которые усугубляются при дальнейших технологических переделах, а впоследствии и при эксплуатации.
Целью изобретения является повышение надежности эндопротеза тазобедренного сустава за счет повышения прочности в наиболее нагруженных зонах.
Цель достигается тем, что у эндопротеза, включающего головку и стержень, соединенные шейкой, выполненного в виде каркаса из углеродных нитей, головка каркаса выполнена трехмерно-ортогонально армированной, шейка - с искривленной структурой вдоль оси и в перпендикулярной к оси плоскости, а стержень имеет искривление нитей в плоскости, параллельной плоскости симметрии, причем углеродные нити каркаса заполнены пироуглеродом.
Цель достигается также тем, что в способе изготовления эндопротеза тазобедренного сустава, включающем изготовление каркаса из углеродных нитей, пропитку связующим и механическую обработку, каркас после пропитки связующим деформируют, помещают в оправку, имеющую изгиб в области, соответствующей области шейки каркаса, и длину, меньшую, чем длина каркаса, сушат и полимеризуют в оправке, затем извлекают каркас из оправки и после термообработки насыщают пироуглеродом, нагревая каркас сначала поперек, а потом вдоль оси.
Именно описанный эндопротез и способ его изготовления позволяют получить эндопротез с повышенной надежностью за счет повышения прочности в наиболее нагруженных зонах.
Искривленная структура вдоль оси повторяет конфигурацию натуральной кости, что положительно сказывается на прочности имплантанта. Отсутствие взаимосвязанных волокон на всю длину имплантанта может приводить к снижению прочности при динамических нагрузках вплоть до его разрушения, т.к. жгуты и нити имеют концы, расположенные на небольшом расстоянии от расположенных в этом же сечении углеродных жгутов.
Кроме того, область шейки и стержневая часть сжаты в перпендикулярной к основной оси плоскости, что создает более плотную структуру, имеющую большее число нитей, создающих прочность на единицу площади, чем в других частях эндопротеза, а следовательно, повышает прочность, а поскольку эти участки наиболее напряжены при нагрузках, то эти мероприятия повышают надежность и работоспособность эндопротезов.
Важнейшей проблемой в повышении работоспособности и обеспечения долговечности является организация смазки взаимодействующих частей эндопротеза и ответной кости.
В качестве смазки в суставах циркулирует синовиальная жидкость, которая, заполняя зазоры между головкой бедренной кости и вертлужной впадиной тазовой кости, обеспечивает их безболезненное взаимодействие неограниченно длительное время.
Особое значение приобретает порядок подвода "смазки" к трущимся зонам. В случае металлических эндопротезов даже при малейшем отклонении в форме сферической части создаются условия, когда в зонах наиболее нагруженных контактов смазка отжимается в зазоры, трущиеся поверхности высыхают с разрушениями и болевыми ощущениями.
В предложенном решении пироуглерод заполняет каркас таким образом, что на поверхности образована система открытых пор, взаимосвязанных между собой в объеме.
Способ изготовления по прототипу заключается в том, что пропитанные связующим жгуты, нити укладывают в форму, термообрабатывают и отверждают. Но при термообработке в форме не гарантировано сохранение существующей в каркасе организованной или произвольной пористости, поскольку каркас укладывают в форму с плотным прилеганием всей поверхности каркаса к форме, исходный же размер каркаса, даже такого, который приближается по обводам к форме, отличается от нее, поэтому поверхность каркаса затирается выступающими в других точках каркаса частями, что приводит к исчезновению выходящих на поверхность исходных пор.
При формовании в оправке в нее помещается заготовка каркаса, которая достаточно свободно размещается по основному объему, и деформации при формовании в зоне шейки и основания стержня не распространяются на другие части объема, поэтому после механической обработки насыщенной заготовки исходная структура сохраняется в готовом изделии, а структура в случае трехмерно-армированного каркаса имеет систему периодически расположенных пор.
В композиционных материалах, работающих в конструкции с разнонагруженными зонами, существенна не только прочность этих зон в основном направлении нагружения, но и в перпендикулярном к основному направлению.
Поэтому насыщение заготовки эндопротеза ведется сначала поперек основной оси, а затем вдоль.
Поскольку пироуглерод осаждается на нитях направленно, но и прочность в разных направлениях может различаться и при однонаправленном насыщении в особо нагруженных зонах могут появляться расслоения. Для исключения расслоения после поперечного проводят продольное насыщение. После насыщения пироуглеродом каркаса заготовку извлекают из камеры реактора, где она насыщалась, и подвергают механической обработке для получения эндопротеза. Механическую обработку проводят в специальной оснастке для закрепления на станке, в том числе излишние части заготовки срезают пропорционально, создавая симметрию относительно зон уплотненной структуры.
Сравнение заявляемых технических решений с прототипами позволило установить соответствие их критерию "новизна". При изучении других технических решений в данной области техники не выявлено признаков, сходных с отличительными в заявляемом техническом решении, поэтому оно соответствует критерию "существенные отличия".
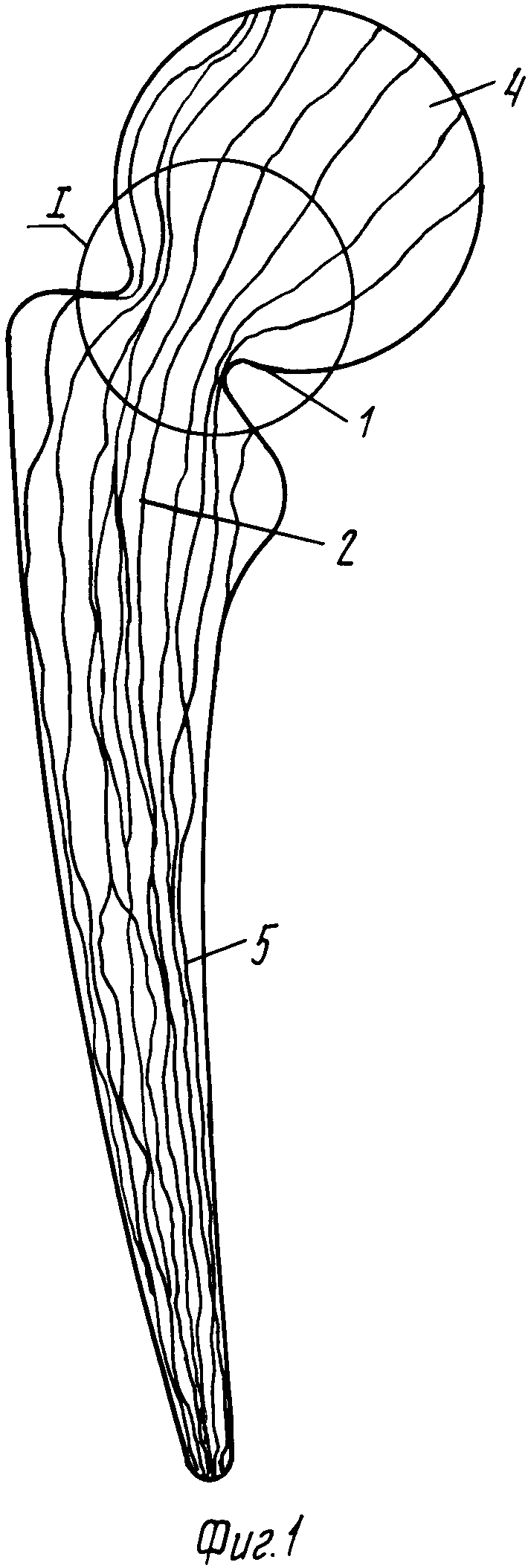
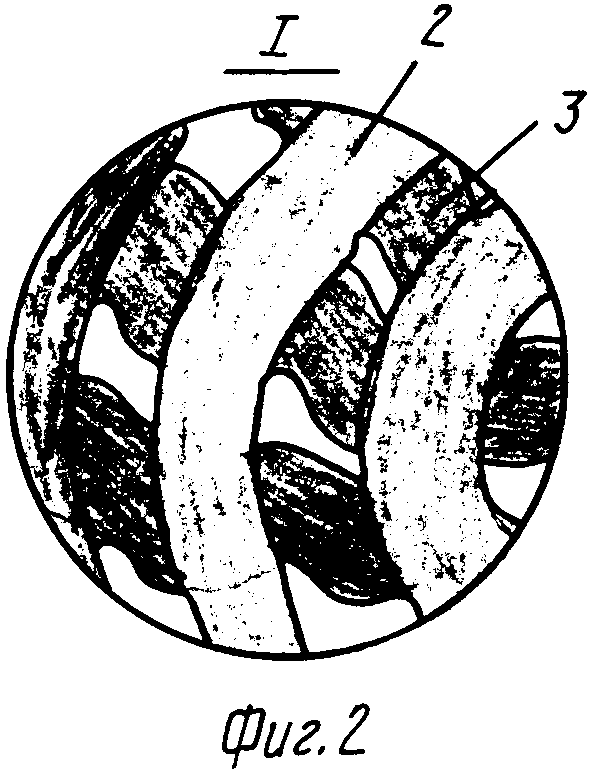
П р и м е р. На фиг.1 изображен эндопротез тазобедренного сустава. В области шейки 1 нити 2 искривлены вдоль основной оси эндопротеза под углом 135o. На фиг.2 показаны нити 3, которые в области шейки сжаты в перпендикулярной к оси плоскости. Изготавливают каркас трехмерно-ортогонально армированный из углеродной нити УКН-5000 (ТУ 6-06-И106-83) в виде восьмигранной призмы высотой 220 мм и диаметром вписанной окружности 60 мм.
Углеродный каркас пропитывают связующим бакелитовым лаком ЛБС-4 с вязкостью 30 сП. После пропитки дают стечь излишкам связующего и каркас изгибают с отжимом в зоне изгиба и основания стержневой части. Далее каркас размещают в оправку, у которой в зоне шейки 1 изгиб, равный 135o (как у натуральной кости).
Далее каркас сушат в течение 24 ч при комнатной температуре в оправке, проводят процесс полимеризации связующего по режиму: 80oC - 2 ч, 100oC - 2 ч, 180oC - 4 ч, после чего каркас извлекают из оправки.
Затем в установке газофазного насыщения термообрабатывают при 800oC в течение 4 ч, скорость подъема температуры до 800±50oC в час. В этой же установке насыщают пироуглеродом из газовой фазы, размещая его между токоподводами поперек основной оси. Насыщают в течение 72 ч, после чего отключают установку и перебирают садку, устанавливая каркас вдоль основной оси. Насыщение проводят еще в течение 72 ч. После насыщения заготовку механически обрабатывают, промывают и сушат. Прочность в зоне шейки заявляемого эндопротеза равна 17000 Н.
Таким образом, получен эндопротез тазобедренного сустава, обладающий повышенной прочностью в напряженных участках, а следовательно, и надежностью. Способ изготовления позволяет на существующем технологическом оборудовании изготовить эндопротез тазобедренного сустава, обладающий также биосовместимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА ДЛЯ ИМПЛАНТАТА В ХИРУРГИИ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1991 |
|
RU2020900C1 |
| ГИБКИЙ ТОКОПОДВОД, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ НАСЫЩЕНИЯ ЕГО ПИРОУГЛЕРОДОМ | 1991 |
|
RU2031548C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2016843C1 |
| КОМПОЗИЦИОННЫЙ ПОРИСТЫЙ МАТЕРИАЛ ДЛЯ ЗАМЕЩЕНИЯ КОСТЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2181600C2 |
| ДЛИННОМЕРНАЯ МАЛОГО ДИАМЕТРА ТОНКОСТЕННАЯ ТРУБА ИЗ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2747636C1 |
| ЧАШКА ЭНДОПРОТЕЗА ТАЗОБЕДРЕННОГО СУСТАВА | 2017 |
|
RU2668130C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЗАМЕЩЕНИЯ КОСТНОЙ ТКАНИ И ЭНДОПРОТЕЗЫ СУСТАВОВ, ИЗГОТОВЛЕННЫЕ ИЗ НЕГО | 2017 |
|
RU2684409C2 |
| ФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2135854C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2215653C2 |
| ФЛОКИРОВАННЫЙ ЭНДОПРОТЕЗ ТАЗОБЕДРЕННОГО СУСТАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2095036C1 |
Использование: в области медицины, а именно в травматологии и ортопедии. Сущность: эндопротез выполнен в виде каркаса из углеродных нитей, причем каркас головки выполнен трехмерно-ортогонально армированным. Каркас шейки выполнен с искривленной структурой вдоль основной оси, сжатой в перпендикулярном к оси плоскости, стержневая часть выполнена с искривлением нитей в плоскости, параллельной плоскости симметрии. Каркас заполнен пироуглеродом. Способ изготовления эндопротеза осуществляется путем полимеризации в оправке, термообработки, насыщения пироуглеродом, при нагревании каркаса сначала поперек оси, а потом вдоль оси. Положительный эффект: повышается надежность за счет повышения прочности в наиболее нагруженных зонах. 2 с.п. ф-лы, 2 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Янсон Х.Я | |||
| Рассуждения об искусственной кости | |||
| - Химия и жизнь | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
