Изобретение относится к обработке материалов резанием, оно разработано применительно к процессу обработки глубоких пазов (отрезки деталей) отрезным резцом в крупногабаритных деталях на карусельном станке, но может быть использовано и при отрезке деталей на станках токарной группы.
Известен способ отрезки деталей отрезным резцом, заключающийся в том, что инструмент вводят во взаимодействие с обрабатываемой деталью с образованием стружки. При этом державку резца нагружают изгибающим моментом под действием силы Pz, а место закрепления резца располагают перед деталью.
Известен способ отрезки деталей, реализуемый конструкцией отрезного резца, в котором место крепления резца располагают перед деталью.
Известен способ отрезки, отличающийся тем, что вместе с резцом в обрабатываемый паз вводят поддерживающую опору, что частично разгружает державку резца от изгибающего момента и повышает виброустойчивость инструмента. Место же крепления резца тоже располагают перед обрабатываемой деталью.
Однако при обработке сверхглубоких пазов (600, 1000 мм и более) эксплуатация такой конструкции становится затруднительной из-за громоздкости, поддерживающая опора получает значительную консоль и теряет свое предназначение, так как ее тоже нужно поддерживать (повышать ее виброустойчивость). Технологические возможности (по глубине обрабатываемого паза) у известных способов и конструкций ограничены, т.е. они не предназначены для обработки сверхглубоких пазов.
Целью изобретения является расширение технологических возможностей.
Это достигается тем, что закрепленный инструмент вводят во взаимодействие с обрабатываемой деталью с образованием стружки, при этом державку резца нагружают постоянным по величине изгибающим моментом от тангенциальной составляющей Pz силы резания, согласно изобретению в обрабатываемый паз вводят место закрепления резца.
Поставленная цель достигается тем, что в отрезном устройстве с резцом для лезвийной обработки сверхглубоких пазов, состоящем из корпуса, в котором закреплен отрезной резец, согласно изобретению устройство выполнено в виде замкнутого жесткого контура, две части которого с максимальными размерами, соединены по концам друг с другом двумя короткими частями так, что размеры образованного контуром отверстия соответствуют размерам отрезаемой детали; при этом на одной из частей контура с максимальным размером расположен отрезной резец, а другая - снабжена элементами крепления устройства к станку.
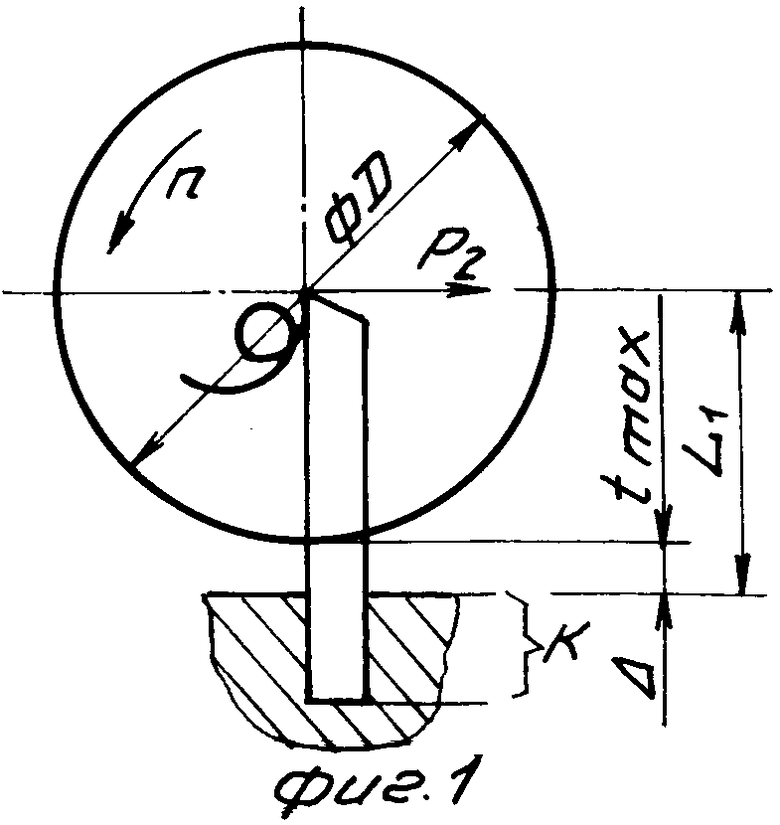
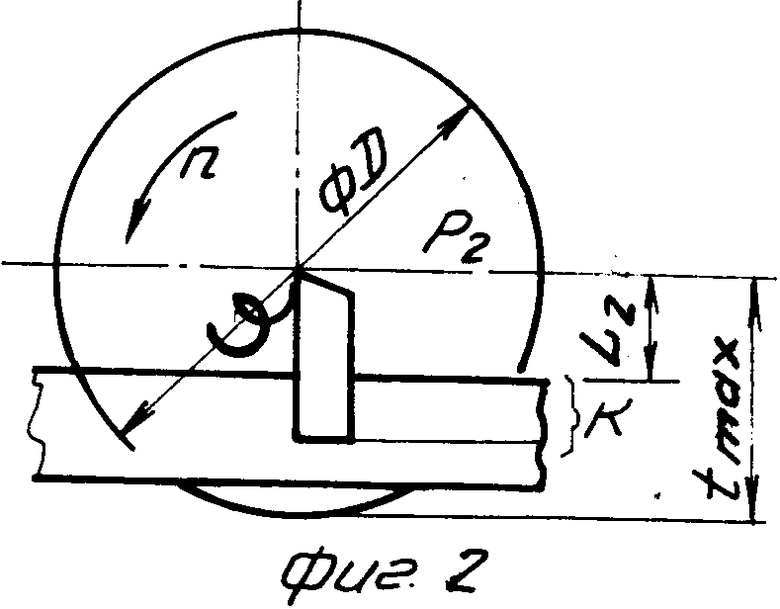
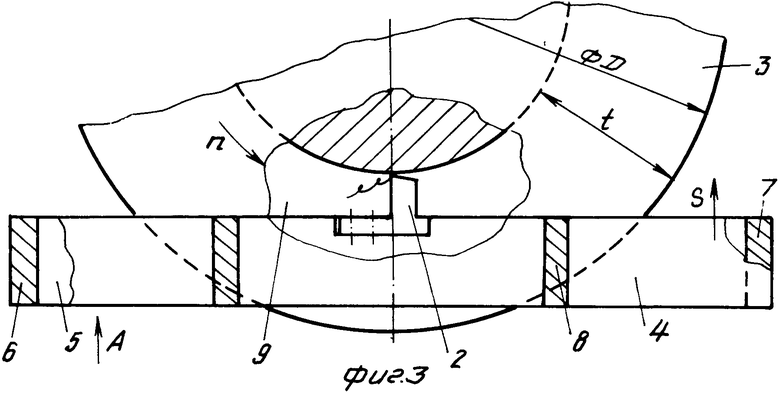
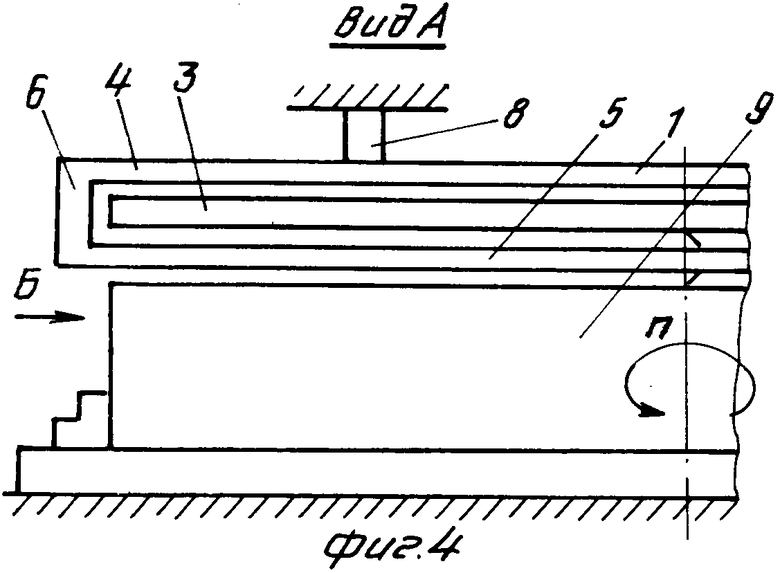
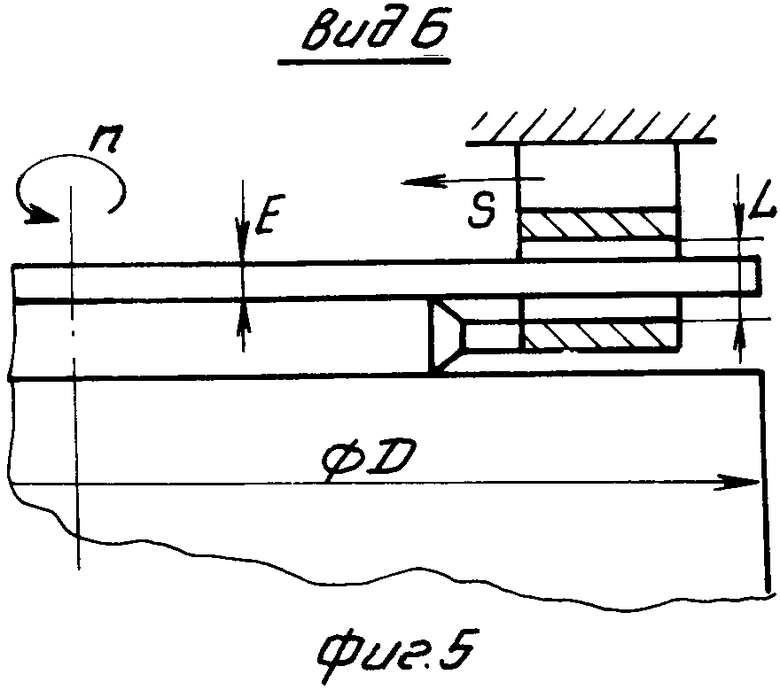
На фиг. 1 изображена схема известного способа обработки (отрезки) глубоких пазов; на фиг.2 - схема предлагаемого способа; на фиг.3 - отрезное устройство, план; на фиг.4 - вид по стрелке А на фиг.3; на фиг.5 - вид по стрелке Б на фиг.3.
Отрезное устройство состоит из корпуса 1, выполненного в виде замкнутого контура и резца 2, неподвижно закрепленного на нем. В корпусе 1 образовано отверстие, максимальный размер которого соответствует диаметру D отрезаемой заготовки 3, а минимальный Г - ее толщине Е. Контур корпуса 1 образован двумя частями 4 и 5 с максимальными по длине (длинными) частями и двумя частями 6 и 7 - с минимальными по длине (короткими) размерами. Части 6 и 7 соединяют по концам части 4 и 5. На одной из длинных частей 5 крепится резец 2, а другая часть 4 несет элементы 8 крепления устройства к станку.
Работает устройство следующим образом. Односторонне закрепленной заготовке сообщают главное движение резания n (вращательное движение вокруг оси О). Корпус 1 с закрепленным резцом 2 подают на деталь (движение подачи S) и осуществляют обработку с образованием стружки. При этом по мере увеличения глубины t обрабатываемого паза в него входит часть 4 корпуса с резцом 2, включая и место крепления резца. Отрезаемая деталь 3 постепенно входит в отверстие корпуса. При этом консоль L2 резца (величина вылета от места К закрепления его) остается оптимальной и не зависит от глубины обрабатываемого паза t (фиг.2), т.е. L2<<tmax.
В известных условиях (фиг.1) вылет L1 консоли резца зависит от глубины резания t и должен быть всегда больше ее, т.е. L1>tmax, что далеко от оптимального значения вылета консоли как по условиям вибростойкости резца, так и по условиям прочности его. Так, если принять tmax = 1000 мм, то при прочих равных условиях пусть для упрощения рассуждений L1 = tmax, т.е. Δ составляет несущественную величину, а L2 пусть равно 100 мм. Изгибающие моменты: М1 = PzL1; M2 = PzL2. Тогда M1/M2 = =PzL1/PzL2 или М1 = 10М2, т.е. заявленное решение позволяет при заданных входных данных и прочих равных условиях в 10 раз снизить изгибающий момент, испытываемый державкой резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной резец | 1986 |
|
SU1414510A1 |
| Способ механической обработки | 1989 |
|
SU1748954A1 |
| Отрезной резец | 1987 |
|
SU1516239A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Способ отвода стружки от отрезного резца | 1989 |
|
SU1748960A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| Отрезной резец для термопластичных материалов | 1980 |
|
SU903148A1 |
| Резец для обработки железнодорожных колесных пар | 2022 |
|
RU2787612C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2136447C1 |
Изобретение относится к обработке материалов резанием и предназначено для обработки глубоких пазов в крупногабаритных деталях. Отрезное устройство с резцом содержит корпус, установленный в резцедержателе станка и выполненный в виде жесткого контура, две части которого охватывают отрезаемую часть заготовки. Части контура жестко соединены по концам короткими частями. На одной из частей контура с максимальными размерами закреплен резец, а другая часть предназначена для закрепления в станке. Консольный вылет резца по мере отрезки не увеличивается. 5 ил.
ОТРЕЗНОЕ УСТРОЙСТВО С РЕЗЦОМ, содержащее установленный в резцедержателе корпус, предназначенный для закрепления резца, отличающееся тем, что, с целью расширения технологических возможностей при обработке сверхглубоких пазов в односторонне закрепленных заготовках, корпус выполнен в виде жесткого контура, две части которого предназначены для охватывания отрезаемой части заготовки и жестко соединены по концам друг с другом двумя короткими частями, при этом на одной из частей контура с максимальными размерами закреплен резец, а вторая снабжена крепежными элементами, предназначенными для взаимодействия со станком.
| Отрезной резец | 1949 |
|
SU84954A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
