13445832
Изобретение относится к обработке ленточным коннейером 21 установлен стружки цветных металлов, гюстукающей подвесной магнитный сепаратор 23.
Стружкодробилка 22 соединена с вибра- , ционным вертикал1,ным конвейером 24
от металпообрабатыва1опц1х станков в оборотной таре цехов-поставп1иков, расфасованной по видам ее, т.е. эле- м М1Тной или витой, и по конкретным маркам металла, и может найти пшрокое применение в различных отраслях нроГ1ерегру:1очным ленточным конвейером 25, установленным под углом 90 по
отношению к основной ветви линии. Вертикальный конвейер имеет в
мьшшенности, имеющих в своем составе ю верхней части распределительное уст- металлообрабатывающие производства. ройство - раг делитель потока 26 с
Целью изобретения является повыше- двумя лотками 27 и 28. Лоток 27 ус- ние производительности и уровня авто- тановлен над приемной воронкой 29 матизаоии при раздельной обработке ленточного питателя 30 агрегата 31
витой и элементной стружек.
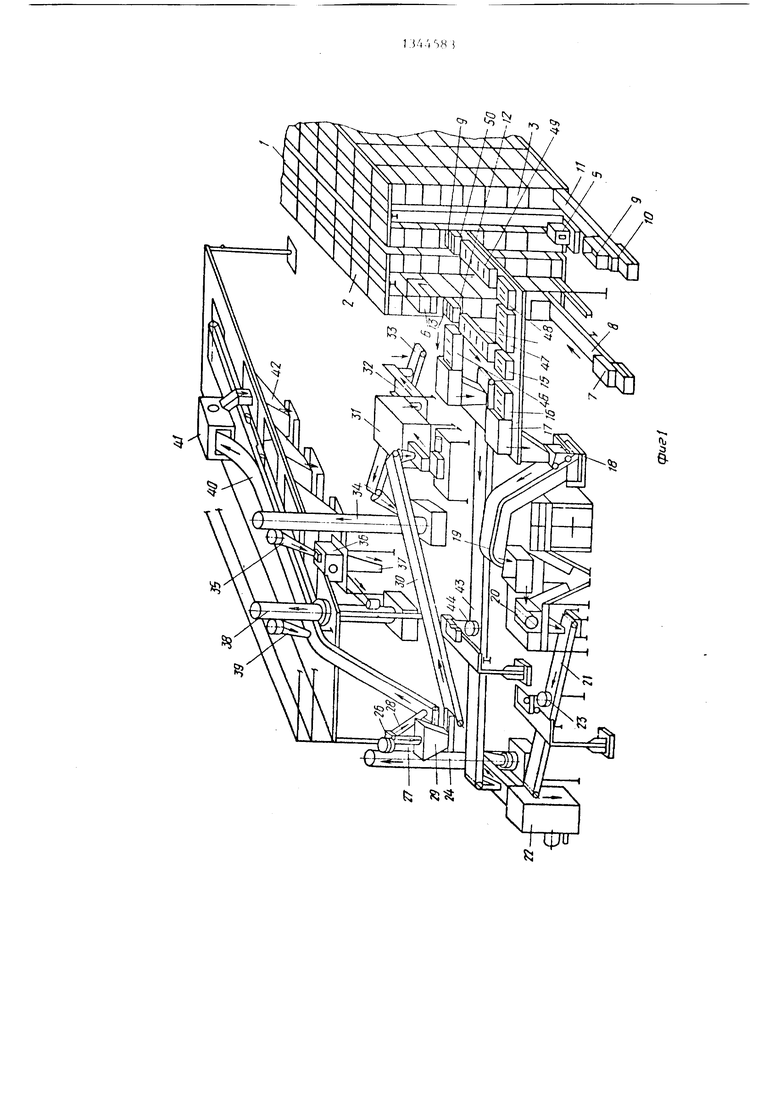
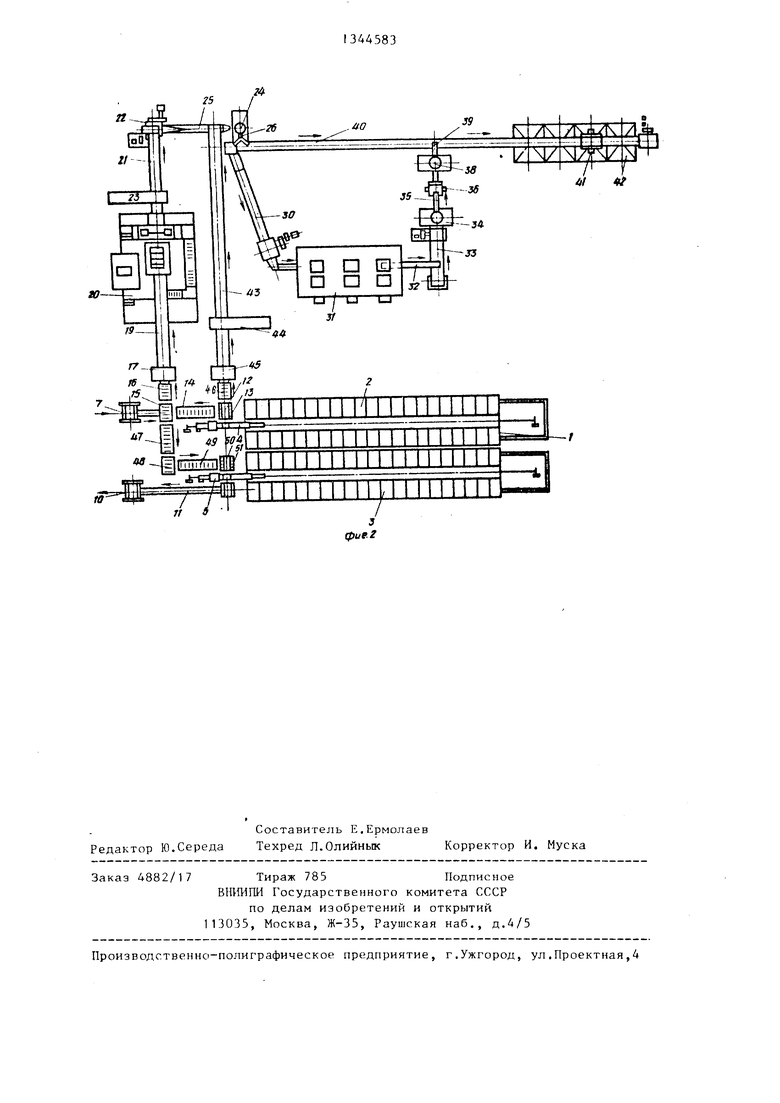
На фиг, 1 представлена поточная ;п1ния, общий вид; на фиг. 2 - то же, вид в штане.
Поточная линия обработки стружки состоит из накопителя 1, представляющего собой автоматизированные многоярусные стеллажи 2 и 3, расположенные попарно с проходами между ними и установленными в этих проходах на продольных направляющих автоматическими крана№1-щтабелерами 4 и 5.
Стеллаж 2 является накопителем стружки в таре 6, поступающей на напольных приемных тележках 7 по рель- t:oBON}y пути 8 из ij,exoB металлообра- ( югки, которая должна быть возвраи1е- иа обратно в цех.
Стеллаж 3 является накопителем o6opi THoi порожней тары 9, получаемо после освобождения тары 6, для пос ледующей пересдачи ее в цех напол иой приводной передаточной тележкой 10 по рельсовому пути 11 от крана- штабелера 5.
В торце стеллажа-накопителя 2 установлен во втором уровне над приемным рельсог ым путем 8 механизм после дователbHoi i передачи тары со стружкой из накопителя к обрабатывающему оборудованию, вк.гпочающий приемный noBopoTHbifi стол 12 с приводными роликовыми направляюцщми 13, расположенными по краям его, передаточный роликовый конвейер 14, передаточный ро.аиковьи поворотный стол 15, взаимо связанны с реверсивным роликовым конвейером 16 загрузочного кантователя 17, установленного над ковшом 18 скипового подъемника 19, установ-
ленного между кантователем 17 и роторным измельчителем 20. Роторный измельчитель связан ленточным конвейером 21 со стружкодробилкой 22. Над
Г1ерегру:1очным ленточным конвейером 25, установленным под углом 90 по
обезж11ривания. У агрегата 31 установлен грохот 32, питатель 33, верти- кальнрлй вибрационный конвейер 34, течка 35, магнитный сепаратор 36, течка 37, вибрационный вертикальный конвейер 38 с течкой 39, связывающей его с ленточным конвейером 40 с раздаточной тележкой 41, предназначенным для загрузки обработанной стружки в бункеры-накопители 42, установленные, например на участке переплава, и связанным другим концом с лотком
28 распределительного устройства 26,
0
5
Параллельно основной ветви линии обработки стружки установлен допол- 1ительный ленточный конвейер 43 с установленными на ним дополнительнь - ми магнитным сепаратором 44 и разгрузочным кантователем 45, с которым связан поворотный стол 12 посредством дополнительного реверсивного роликового конвейера 46. Дополнительный ленточный конвейер 43 другим своим концом связан с перегрузочным ленточ- Q ным конвейером 25.
В торце стеллажа-накопителя 3 во втором уровне над рельсовым путем 11 установлен механизм последовательного возврата опорожненной тары в стеллаж-накопитель 3 от кантователей 17 и 45, включающий последовательно расположенные передаточный конвейер 47 роликовый поворотный стол 48, передаточный конвейер 49 и поворотный Q стол 50 с роликовыми направляющими 51 ,
Поточная линия работает следующим образом.
Тара 6 со стружкой подается напольной тележкой 7 по рельсовому пути 8 в зону работы стеллажного кра- на-щтабелера А и устанавливается в накопитель 2 стружки, в ячейки стеллажа. Оптимальными партиями стружка в таре, например витая со следами
5
1
смазочно-охлаждающей жидкости (СОЖ) подается краном-штабелером 4 на приемный поворотный стол 12, выполненный с приводными роликовыми направляющими 13, располол;енными по его краям, что обеспечивает установку тары со стружкой телескопическим захватом (не показан) крана-штабелера 4. В исходном положении стол 12 находится в положении приема тары со стружкой, т.е. оси роликов направляющих расположены перпендикулярно направлению движения тары. Для подачи тары на передаточный роликовый конвейер 14, стол 12 поворачивается на угол 90 и включаются последовательно приводы поворотного стола 15 конвейера 14 и стола 12, При этом оси роликов поворотного стола 15 расположены параллельно осям роликов конвейера 14. Тара перемещается на стоп 15, после чего он поворачивается на 90°. Включается привод реверсивного конвейера 16 и привод роликов поворотного стола 15. Тара со стружкой выкатывается в зону работы кантователя 17, при повороте которого витая стружка из тары высыпается в ковш 18 скипового подъемника 19. Скипом стружка транспортируется к приемному загрузочному бункеру роторного измельчителя 20. Измельченная поступает на ленточный конвейер 21, по пути следования осуществляется отбор посторонних включений подвесным магнитным сепаратором 23 и пересыпается в стружкодробилку 22, откуда пересыпается на перегрузочный конвейер 25, с которого посредством вертикального вибрационного конвейера 24 с разделителем потока и лотками 27 и 28 с питателем 30 поступает в агрегат 31 обезжиривания. Далее посредством грохота 32, питателя 33 и вертикального вибрационного конвейера 34 подается течкой 35 на магнитный барабан, где притягиваются посторонние металлические включения, которые направляются по течке 37 в отходы, а стружка вертикальным вибрационным конвейером 38 передается течкой 39 на ленточный конвейер 40 с раздаточной тележкой 41, автоматически устанавливаемой над определенным бункером-накопителем 42.
В случае накопления оптимальной партии витой стружки до разделителя 26 потока, она проходит аналогичный
45ЯЗ
путь обработки, а затем ртлелитолем 26 потока посредством лотка 28 подается на ленточный конвейер 40 с раздаточной тележкой 41, устар{0 У1гнной над определенным бункером-накогнгге- лем 42.
Элементная стружка по своей технологии обработки не требует измельче- 1Q ния, поэтому усталовленная краном- штабелером 4 тара со стружкой на приемный noBopoTHbrfi стол 12 посредством реверсивного передаточного конвейера 46 подается в зону работы кан- 15 тователя 45, при повороте которого CTpy JKKa из тары по течке поступает на дополнительный ленточный конвейер 43, где по пути следования осуществляется отбор посторонних включений 2Q подвесным магнитным сепаратором 44. Дополнительным конвейером 43 стружка подается на перегрузочный конвейер 25 основной ветви линии.
При обработке элементной стружки 2;, со следами СОЖ, после подачи ее на перегрузочный конвейер 25, она проходит путь обработки, описанньй для стружки со следами СОЖ,
При обработке элементной стружки 30 сухой, после подачи ее на перегрузочный конвейер, она проходит путь обработки, описанный для витой сухой стружки.
Возврат порожней оборотной тары -jj; в накопитель 3 осуществляется следующим образом. После разгрузки тары 9, кантователь 17 возвращается в исходное положение и тара устанавливается на реверсивный конвейер 16. Включают- )0 ся последовательно приводы роликовых столов 48 и 15, передаточных конвейеров 47 и 16 и тара 9 подается на роликовый поворотный стол 48, после чего приводы (не показаны) роликов от- g ключаются, Включается привод (не показан) поворота стола 48 и включаются последовательно приводь) роликов поворотного стола 50 и передаточного конвейера 49 и поворотного стола 48. При этом в исходном положении стол 50 находится в положении приема порожней тары, т.е. на оси роликовых направляющих 51 расположены перпендикулярно направлению движения тары. Тара поступает на поворотный стол 50. Приводы роликов направляющих стола 50, передаточного конвейера 49 и поворотного стола 48 отключаются. Включается привод поворота стола 50 и
0
5
13
стол поворачивается на угол 90°, кран-штабелер 5 снимает тару со стола 50 и устанавливает ее в накопитель 3 тары.
После разгрузки тары, кантователь 45 дополнительной ветви линии возвращается в исходное положение, тара устанавливается на реверсивный роликовый конвейер 46, включаются последовательно ролики направляющих 13 стола 12 и реверсивного передаточного конвейера 46. Тара подается на поворотный стол 12, после чего приводы роликов отключаются. Включается привод поворота стола 12. который поворачивается на угол 90 .
Для дальнейшей передачи тары на стол 15, он устанавливается в положение приема тары, т.е. оси роликов располагаются перпендикулярно направлению движения тары.
Включаются приводы роликов стола 15 передаточного конвейера 14 и стола 12. Тара подается на стол 15 и приводы отключаются. Для обеспечения педачи тары в накопитель 3 , включается при вод поворота стола, и стол поворачивается на угол 90 . Привод поворота отключается. Дальнейшее перемещение тары на роликовый поворотный стол 50 осуществляется по пути, описанному для тары, поступающей с основной ветви от кантователя 17.
Управление линией осуществляется через автоматическую систему управления производством (АСУ11) , в которую включается центральный пульт управления (ППУ) с применением ЭВМ.
4583
Формула изобретения
Поточная линия обработки стружки, содержащая установленные по ходу тех нологического процесса накопитель дробления, устройства для отделения металлических включений с магнитным сепаратором, агрегат обезжиривания,
д питатели и ленточные конвейеры,о т - л и ч а ю щ а я с я тем, что, с целью повьшения производительности и уровня автоматизации при раздельной обработке витой и элементной стружек,
g она снабжена поворотными столами с приводными роликами, роликовыми реверсивными и передаточными конвейерами, а также дополнительным ленточным конвейером для элементной стружки с
Q дополнительным магнитным сепаратором, установленными между накопителем и выходом основного ленточного конвейера, расположенного за устройством дробления стружки, причем два пово25 ротных стола с приводными роликами установлены у накопителя и связаны соответственно - один - посредством реверсивного конвейера с дополнительным ленточным конвейером, а другой
Q поворотный стол - двумя последовательно установленными передаточными роликовыми конвейерами и третьим поворотным столом, размещенным между ними, связан с поворотным столом, расположенным перед основным ленточным конвейером и связанным с ним через второй реверсивный конвейер, при этом между поворотными столами основного и дополнительного ленточных кон,jQ вейеров установлен третий передаточный роликовый конвейер.
35
а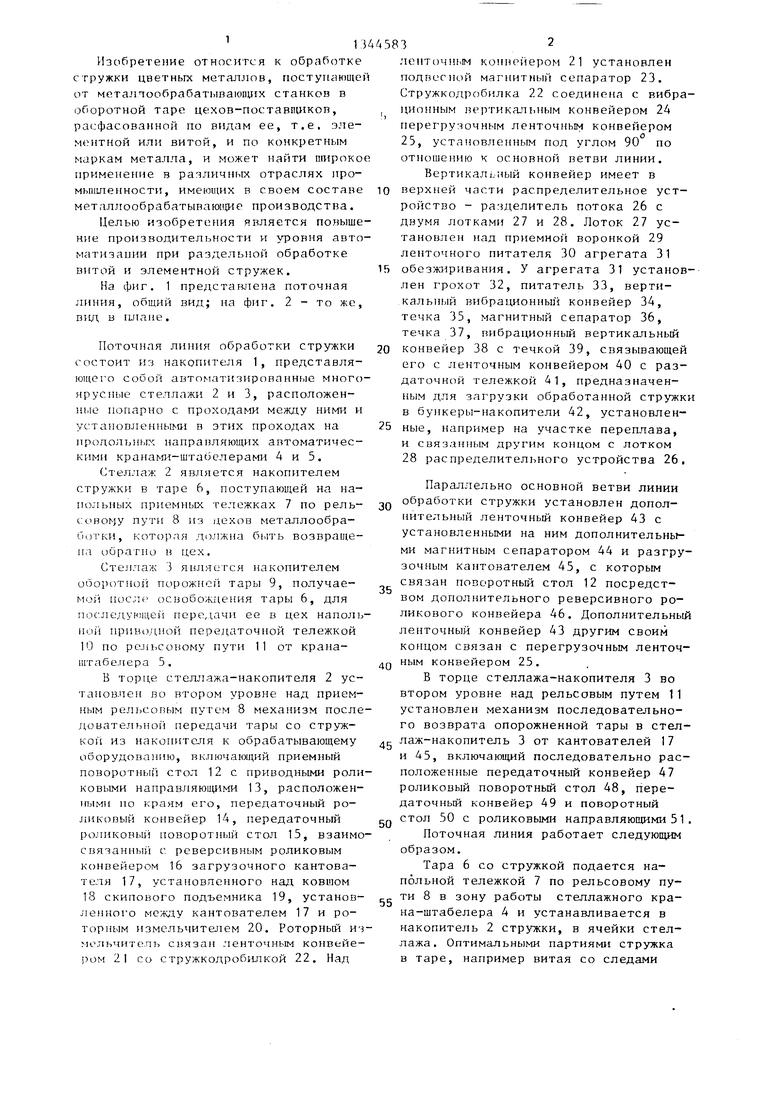
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Устройство для комплектовки и пере-гРузКи ХРАНиМыХ B СТЕллАжАХ гРузОВ | 1974 |
|
SU821325A1 |
| Линия товарной обработки картофеля | 1983 |
|
SU1139401A1 |
| ТРАНСПОРТНОЕ УСТРОЙСТВО АВТОМАТИЗИРОВАННОГОСКЛАДА | 1971 |
|
SU299418A1 |
| Автоматизированная транспортно-накопительная система | 1985 |
|
SU1306690A1 |
| Склад для хранения затаренных грузов (его варианты) | 1984 |
|
SU1217729A1 |
| Кран-штабелер транспортно-накопительной системы | 1987 |
|
SU1615077A1 |
| Комплексно-механизированная линия изготовления отливок | 1983 |
|
SU1260107A1 |
| Поточная линия для производства изделий верхнего трикотажа | 1978 |
|
SU958539A1 |
| УЧАСТОК ПРИЕМА И ПЕРЕРАБОТКИ СТРУЖКИ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 2014 |
|
RU2586179C2 |
Изобретение касается обработки стружки цветных металлов, поступающей от металлорежущих станков в обратной таре цехов-поставщиков. Целью изобретения является повышение производительности и уровня автоматизации при раздельной обработке витой и элементной стружки. Параллельно основной ветви, включающей установленные по ходу технологического процесса накопитель, измельчитель, стружкодробил- ку, подвесной магнитный сепаратор, агрегат обезжиривания, питатели и ленточные конвейеры, размещен дополнительный ленточный конвейер с установленными над ним дополнительным магнитным сепаратором и разгрузочным кантователем, с которым связан поворотный стол посредством дополнительного реверсивного роликового конвейера. Дополнительный ленточный конвейер другим своим концом связан с перегрузочным ленточным конвейером. В торце стеллажа во втором уровне над рельсовьм путем установлен механизм последовательного возврата опорожненной тары в стеллаж от разгрузочных кантователей, включаюищй последовательно расположенные передаточный конвейер роликового поворотного стола, передаточный конвейер поворотного стола с роликовыми направляющими . 2 ил. с (Л 00 4; СП схз ро
Редактор Ю.Середа
Составитель Е.Ермолаев
Техред Л.Олийнык Корректор И. Муска
Заказ 4882/17 Тираж 785Подписное
ВННИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
- - - - - - - --- - «. - -.«. -.«.
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Морозов С.И | |||
| Оборудование для переработки легковесного стального лома | |||
| М.: Металлургия, 1983, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
