Изобретение относится к литейному производству, конкретно к устройствам для изготовления выплавляемых моделей.
Цель изобретения - снижение материалоемкости и повьшение производительности труда за счет увеличения количества гнезд в пресс-форме.
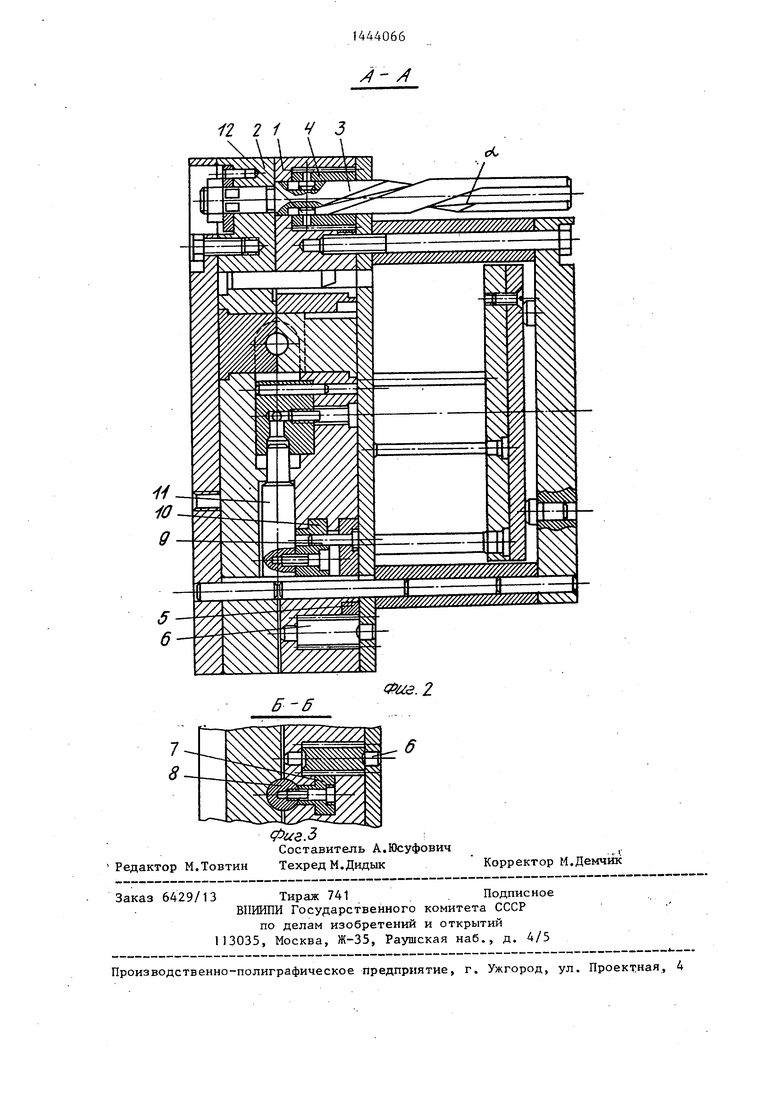
На фиг. 1 изображена пресс-форма в плане со снятой по оси неподвижной полуформой с механизмом извлечения стержней, исходное положение; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Пресс-форма состоит из неподвижной полуформы 1, подвижной полуфорг мы 2, в которой закреплен пальцевый копир 3 с пазом ot , приводной шестер ни 4, входящей в зацепление с зубча- тьш диском 5, шестерен 6, также находящихся в зацеплении с зубчатым диском 5 и с реечными ползунами 7, соединенными со стержнями 8. В пазы Jb зубчатого диска 5 входят пальцы 9, перемещающие ползуны 10, соединенные со стержнями 11. Позицией 12 обозначен штифт, посредством которого передается вращение от пальцевого копира 3 приводной шестерни 4. Позицией 13 обозначены штуцера, подводящие воду для охлаждения моделей и пресс-формы
Пресс-форма работает следующим образом.
Пресс-форма устанавливается на автомат для приготовления модельных звеньев. При закрытой пресс-форме стержни 8 и 11 находятся в полости формы для выплавляемых моделей. Через литниковую систему заполняется полость формы выплавляемых моделей восковым модельным составом. Через штуцера 13- подводится вода для охлаждения пресс-формы. После охлаждения секции восковых моделей пресс-форма раскрывается и готовые звенья удаляются при помощи выталкивателей.
При раскрытии пресс-формы подвижная полуформа 2 вытягивает закреплен(Ный в ней пальцевый копир 3 с пазом
, в который входит штифт 12 приводной шестерни 4. Приводная шестерня
4 находится в зацеплении с зубчатым диском 5, в пазах t/i которого при его вращении скользят пальцы 9, перемещая ползуны 10 и стержни 11. Так как зубчатый ДИСК: 5 входит в зацепление с
шестернями 6, которые находятся в зацеплении с реечными ползунами 7, соединенными со стержнями 8, и, так как диаметр приводной шестерни 4 и шестерен 6 различен, следовательно,
и скорость их вращения различна, поэтому за поворот зубчатого диска 5 на определенный угол происходит одновременно извлечение стержней 8 и 11. После этого модельное звено извлекается и при закрытии пресс-формы стержни становятся в исходное положение. Цикл повторяется.
Такая конструкция пресс-формы позволяет реишть задачу одновременного извлечения стержней различной
длины под разньп«1 углами без увеличения ее габаритов и материалоемкости, что позволяет устанавливать такие пресс-формы в автоматы дпя приготовления модельных звеньев, обеспечивающие высокую производительность труда.
Формула изобретения
Пресс-форма для изготовления вы плавляемых моделей, содержащая подвижную и неподвижную полуформы, механизм извлечения стержней, состоящий из копиров, шестерни и зубчатого
диска, отличающаяся тем, что, с целью снижения материалоемкости и повышения производительности труда, она снабжена шестернями, расположенными по окружности зубчатого,
диска и кинематически связанными между собой, и реечными ползунами, взаимодействующими . с шестернями, при этом вся окружность зубчатого диска имеет зубчатую нарезку..
- /J
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1989 |
|
RU2017558C1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1731420A1 |
| Пресс-форма для выплавляемыхМОдЕлЕй | 1979 |
|
SU793693A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ СТЕРЖНЕЙ В ПРЕСС-ФОРМАХ | 1972 |
|
SU433955A1 |
| Пресс-форма для изготовления выплавляемых моделей, преимущественно резьбовых колпачков | 1988 |
|
SU1599155A1 |
| Многостержневая пресс-форма для литья по выплавляемым моделям | 1987 |
|
SU1496902A1 |
| Автооператор для подачи плоских заготовок в обрабатывающую машину | 1988 |
|
SU1539082A1 |
| Пресс-форма для литья по выплавляемым моделям | 1988 |
|
SU1662737A1 |
| Пресс-форма для изготовления моделей | 1978 |
|
SU787139A1 |
| Устройство для удаления полимерных изделий с арматурой из пресс-форм роторно-конвейерной литьевой машины | 1989 |
|
SU1696313A1 |
Изобретение относится к литейному производству, в частности к устройствам для изготовления вьпгпав- ляемых моделей. Цель изобретения - снижение материалоемкости и повьше-н ние производительности труда. Предложена пресс-форма, содержащая неподвижную 1 и подвижную 2 полуформы, шестерни 4, 6, зубчатый диск 5, реечные ползуны 7, соединенные со стержнями 8, 11. При раскрытии полуформы шестерня 4 начинает вращаться, вращая зубчатый диск 5 и перемещая ползуны 10 и стержни 11. Зубчатый диск 5 находится в зацеплении с шестернями 6, приводятся в действие реечные ползуны 7 и стержни 8. 3 ил. i (Л OJWJ
Фиг.5
Составитель А.Юсуфович Редактор М.Товтин Техред М.Дидык
етС
Корректор М.Демчик
| Шкленник Я.И | |||
| Литье по вьтлавт ллемым моделям, М.: 1971, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| Горный компас | 0 |
|
SU81A1 |
| Там же, рис | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
