со оо
00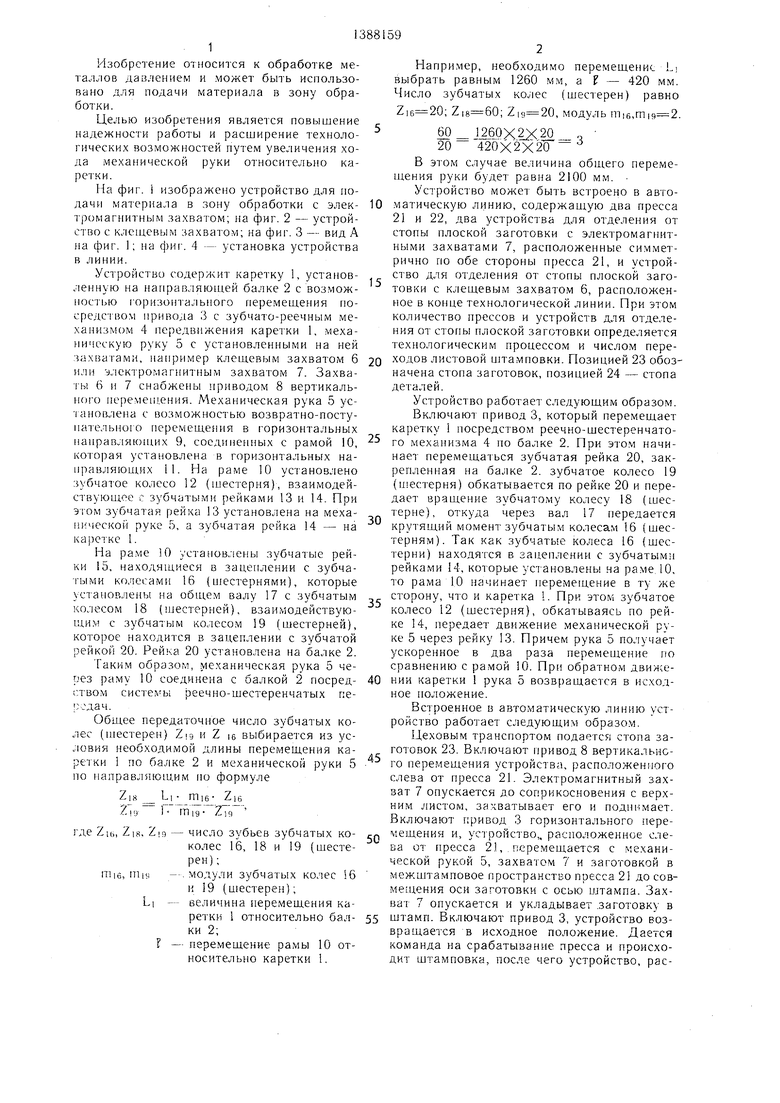
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Устройство для транспортировки листового материала вдоль линии прессов | 1975 |
|
SU555951A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для подачи заготовок в пресс | 1984 |
|
SU1278249A1 |
| Установка для подачи листов кНОжНицАМ | 1979 |
|
SU814653A1 |
Изобретение относится к области холодной обработки металлов давлением и может быть использовано для отделения верхней плоской заготовки от стопы и подачи ее к прессу. Целью изобретения является повышение надежности работы и расш фение технологических возможностей путем увеличения хода механической руки относительно каретки. Заготовки отделяются от стопы захватами. Захваты смонтированы на механической руке, которая установлена в раме с возможностью перемещения в направлении перемещения заготовок. Рама установлена в каретке с возможностью перемещения в направлении, параллельном направлению перемещения механической руки. Каретка подвижно размещена на направляющей, расположенной параллельно направлению перемещения заготовок. Механическая рука и рама приводятся в движение при перемещении каретки от направляющей через зубчато- реечную передачу. Каретка приводится в движение по направляющей от привода через дополнительную зубчато-реечную передачу. 4 ил. ж (Л
ел со
Изобретение относится к обработке ме- давлением и может быть использовано для подачи материала в зону обработки.
Целью изобретения является повышение надежности работы и расширение технологических возможностей путем увеличения хода механической руки относительно каретки.
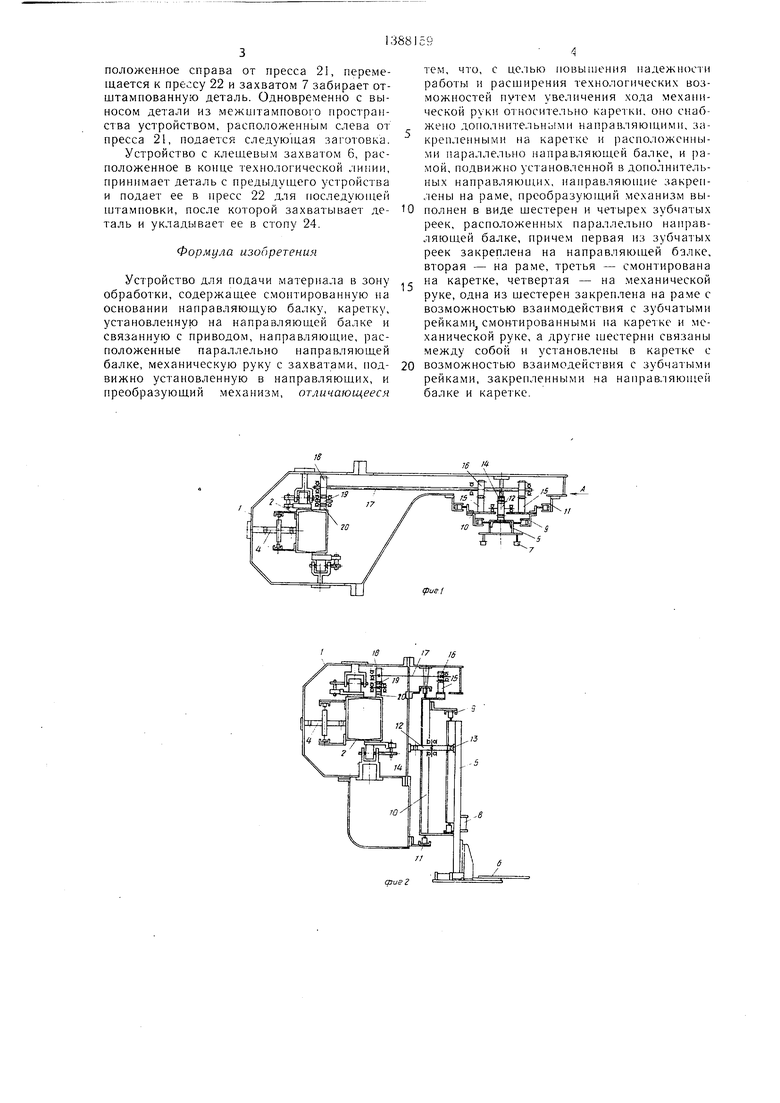
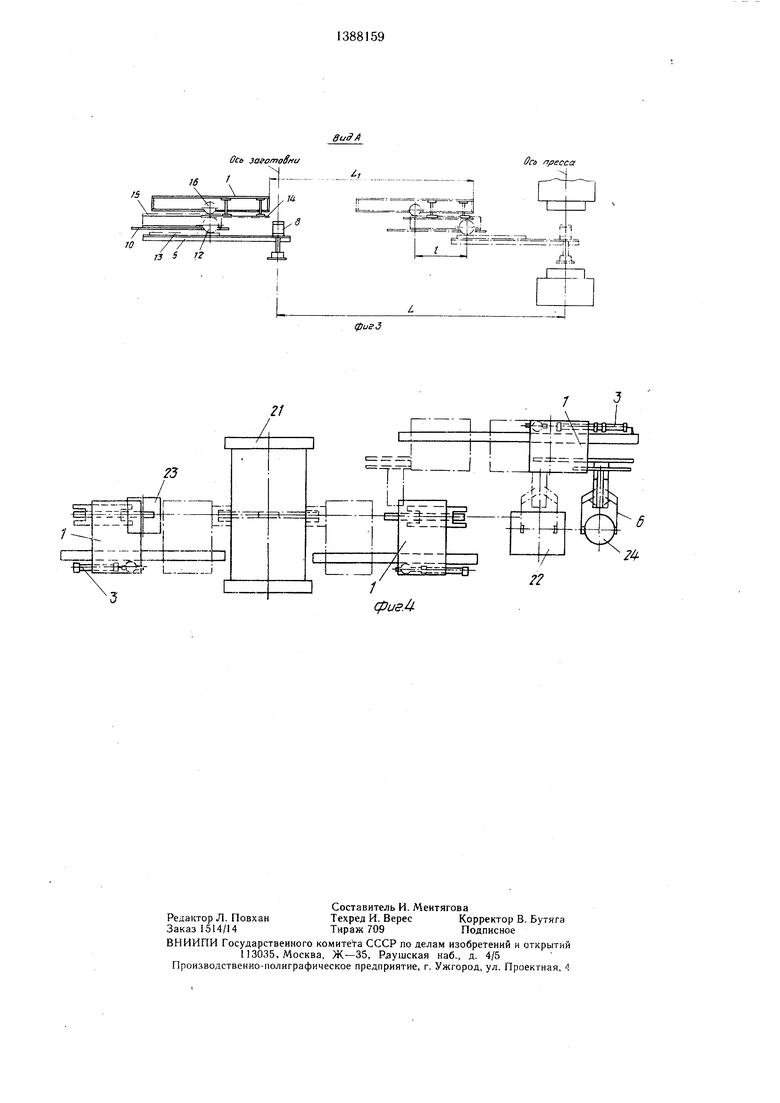
На фиг. i изображено устройство для подачи материала в зону обработки с электромагнитным захватом; па фиг. 2 - устройство с клещевым захватом; на фиг. 3 - вид А па фиг. 1; на фиг. 4 - установка устройства в липни.
Устройство содержит каретку 1, установленную на направляющей балке 2 с воз.мож- ностью горизонтального перемешения посредством привода 3 с зубчато-реечным ме- хапизмом 4 передвижения каретки 1, .механическую руку 5 с установленными на ней захватами, например клешевым захватом 6 или электромагнитным захватом 7. Захваты 6 и 7 снабжены приводом 8 вертикаль- пого перемеп..ения. Мехапическая рука 5 ус- тановлепа с возможпостью возвратпо-посту- пательпого пepeмeш,eflия в горизонтальных паправляюпшх 9, соединенных с рамой 10, которая установлена в горизонтальных на- правляюп;их 11. На раме 10 установлено зубчатое колесо 12 (шестерня), взаимодей- ствуюп ее г зубчатыми рейками 13 и 14. При этом зубчатая рейка 13 установлена на механической руке 5, а зубчатая рейка 14 - па каретке 1.
На ра.ме 10 установ.лепы зубчатые рейки 15, находящиеся в зацеплении с зубча- 1Ъ1ми колесами 16 (шестернями), которые установлены на общем валу 17 с зубчатым колесом 18 (шестерней), взаимодействую- п.1,им с зубчатым колесом 19 (шестерней), которое находится в зацеплении с зубчатой рейкой 20. Рейка 20 установлена на балке 2.
Таким образом, механическая рука 5 через раму 10 соединена с балкой 2 посред- гл вом системы реечно-шестеренчатых пе- |;одач.
Общее передаточпое число зубчатых колес (niecTepen) Zig и Z i6 выбирается из условия необходимой длины перемещения каретки 1 по балке 2 и механической руки 5 по паправляюшим но формуле
Z|8 LI Ш16 Zi6
Z
ГТ1|9- 219
L,
. Zi8, Zig - ЧИСЛО зубьев зубчатых ко- колес 16, 18 и 19 (шестерен);
i6, iTi|ii -, модули зубчатых колес S6 и 19 (шестерен); величина перемещения каретки 1 относительно балки 2;
перемещение рамы 10 относительно каретки 1.
F
5
0
Например, необходимо перемещение LI выбрать равнь м 1260 мм, а Р - 420 мм. Число зубчатых колес (шестерен) равно
, модуль nii6,.
6р 1 6 QX2X2 о
20 420X2X20
В этом случае величина общего перемещения руки будет равна 2100 мм.
Устройство может быть встроепо в авто- 0 .матическую линию, содержащую два пресса 21 и 22, два устройства для отделения от стопы плоской заготовки с электромагпит- иыми захватами 7, расположенные симметрично по обе стороны п)есса 21, и устройство для отделения от стопы плоской заготовки с клещевым захватом 6, расположенное в копце технологической линии. При этом количество прессов и устройств для отделения от стопы плоской заготовки определяется технологическим процессом и числом переходов листовой штамповки. Позицией 23 обозначена стопа заготовок, позицией 24 - стопа деталей.
Устройство работает следующим образом.
Включаю привод 3, который перемещает каретку 1 посредством реечпо-шестеренчато- 5 го механизма 4 по балке 2. При этом начинает перемещапься зубчатая рейка 20, зак- реплеппая на балке 2. зубчатое колесо 19 (шестерня) обкатывается по рейке 20 и передает вращение зубчатому колесу 18 (шестерне), откуда через вал 17 передается крутящий момент зубчатым колесам 16 (шес- терпям). Так как зубчатые колеса 16 (шес- терпи) находятся в зацеплении с зубчатымп рейками 14, которые установлепы на раме, 10, то рама 10 начинает перемещение в ту же сторону, что и каретка 1. При этом зубчатое колесо 12 (шестерня), обкатываясь по рейке 14, передает движение механической руке 5 через рейку 13. Причем рука 5 получает ускоренное в два раза перемещение по сравнению с рамой 10. При обратном движе- 0 ПИИ каретки 1 рука 5 возвращается в исходное положение.
Встроенное в автоматическую линию устройство работает следующим образом.
Цеховым транспортом подается стопа заготовок 23. Включают привод 8 вертикального перемещения устройства, расположенного слева от пресса 21. Электромагнитный захват 7 опускается до соприкосновения с верхним листом, захватывает его и поднимает. Включают привод 3 горизонтального пере- меш,ения и, устройство,, расположенпое слева от пресса 21, , перемещается с механической рукой 5, захватом 7 и заготовкой в межштамповое пространство пресса 2 до совмещения оси заготовки с осью штампа. Захват 7 опускается и укладывает .заготовку в 5 штамп. Включают привод 3, устройство возвращается в исходное положение. Дается команда на срабатывание пресса и происходит штамповка, после чего устройство, рас0
5
5
0
положенное справа от пресса 21, перемещается к прессу 22 и захватом 7 забирает отштампованную деталь. Одновременно с выносом детали из межштампового пространства устройством, расположенным слева от пресса 21, подается следующая заготовка. Устройство с клещевым захватом 6, расположенное в конце технологической линии, принимает деталь с предыдущего устройства и подает ее в пресс 22 для последующей 1птамповки, после которой захватывает деталь и укладывает ее в стопу 24.
Формула изобретения
Устройство для подачи материала в зону обработки, содержащее смонтированную па основании направляющую балку, каретку, установленную на направляющей балке и связанную с приводом, направляющие, расположенные параллельно направляющей балке, механическую руку с захватами, подвижно установленную в направляющих, и преобразующий механизм, отличающееся
5
0
тем, что, с целью повьииения надежности работы и расщирения технологических возможностей путем увеличения хода механической руки относительно каретки, оно снабжено дополнительными направляющими, закрепленными на каретке и расположенными параллельно направляющей балке, и рамой, подвижно установленной в дополнительных направляющих, направляющие закреплены на раме, преобразующий механизм выполнен в виде щестерен и четырех зубчатых реек, расположенных параллельно направляющей балке, причем первая из зубчатых реек закреплена на направляющей балке, вторая - на раме, третья - смонтирована на каретке, четвертая -- на механической руке, одна из шестерен закреплена на раме с возможностью взаимодействия с зубчатыми рейками смонтированными на каретке и механической руке, а другие щестерни связаны между собой и установлены в каретке с возможностью взаимодействия с зубчатыми рейками, закрепленными на направляющей балке и каретке.
W «
fuel
17 IS
Фиг 2
Ось 3afofoSnu
5
21
От пресса
Г
2
сриеЛ
| Норицын И | |||
| А | |||
| и Власов В | |||
| И | |||
| Автоматизация и механизация технологических процессов ковки и штамповки | |||
| М.: Машиностроение, 1967, с | |||
| Способ переработки сплавов меди и цинка (латуни) | 1922 |
|
SU328A1 |
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
