Изобретение относится к литейному производству, в частности к устройствам для изготовления выплавляемых моделей.
Известна ппесс-форма для литья под давлением, в которой стержень с осью, изогнутой по дуге окружности, извлекается из отливок с помощью зубчато-реечного механизма.
В данной пресс-форме стержень извлекается отдельной рейкой, закрепленной в другой полуформе, что в целом усложняет ее конструкцию и она становится ненадежной ввиду возникновения в процессе работы поломок шестеренчатого механизма.
Известна также металлическая форма, в которой отливка в виде изогнутого патрубка извлекается из криволинейного стержня с помощью цилиндра и специального съемника, выполняющего перемещение по криволинейной траектории с радиусом, равным радиусу изгиба патрубка. Прямолинейный участок патрубка извлекается с помощью наклонного пальца.
Недостатком указанной конструкции является то, что при ее эксплуатации требуется применение самостоятельного привода, силового цилиндра, что увеличивает металлоемкость и усложняет конструкцию. При сталкивании выплавляемой .модели с криволинейного стержня не устраняется ее поломка.
Наиболее близкой по достигаемому эффекту к предлагаемой является пресс-форма для изготовления выплавляемых моделей, содержащая неподвижную полуформу с подпружиненным блоком плит, механизм извлечения криволинейного стержня с ползуном и шарнирно связанной с ним тягой, подвижную полумуфту с системой выталкивания моделей.
Однако наличие шарнирно-рычажного механизма усложняет процесс. изготовления выплавляемых моделей, При износе ме- ханизмИ возможны заклинивания и перекосы его подвижных частей. Извлечение криволинейного стержня из внутренней полости отливки производится при раскрытии пресс-формы по ее основной плоскости разъема, что приводит к повышению трудоемкости изготовления моделей и снижению
V|
СО
Ј
Ю
о
их качества за счет возможных поломок моделей вследствие возникающих напряжений в процессе усадки сплава при кристаллизации.
Целью изобретения является снижение трудоемкости изготовления моделей и повышение их качества путем исключения по- ломок моделей при извлечении криволинейных стержней из внутренних полостей моделей.
Указанная цель достигается тем, что, в пресс-форме для изготовления выплавляемых моделей, содержащей неподвижную полуформу с подпружиненным блоком плит, механизм извлечения криволинейного стержня, подвижную полумуфту с системой выталкивания моделей, механизм извлечения криволинейного стержня снабжен поворотным кронштейном, на котором жестко уста- новлен криволинейный стержень, и шестернями, соединенными с зубчатыми рейками, размещенными в подвижной плите неподвижной полуформы, а подвижная полуформа выполнена с планками, на кото- рых закреплены прямые стержни с возможностью перемещения и соединены с клиньями подвижной плиты неподвижной полуформы. Это способствует полному исключению поломок моделей при извлечении криволинейных стержней из внутренних полостей моделей и в целом снижению трудо- емкости изготовления моделей и повышению их качества.
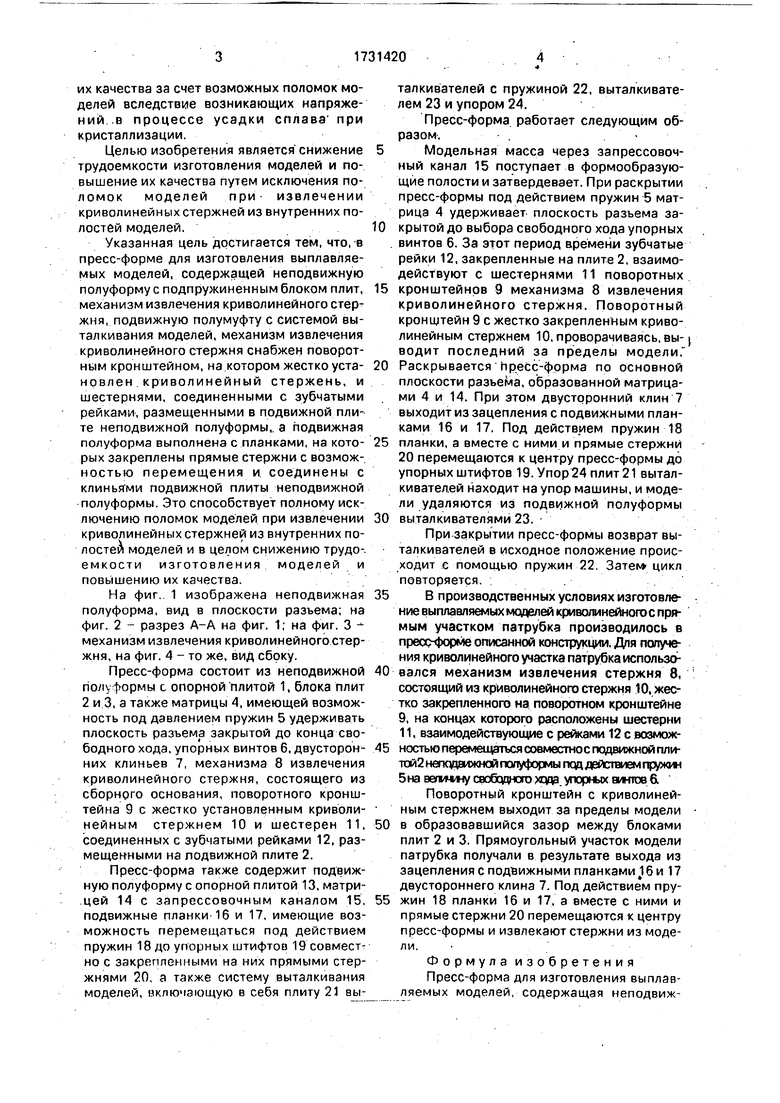
На фиг 1 изображена неподвижная полуформа, вид в плоскости разъема; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 -- механизм извлечения криволинейного стержня, на фиг. 4 - то же, вид сбоку.
Пресс-форма состоит из неподвижной пол, ормы с опорной плитой 1, блока плит 2 и 3, а также матрицы 4, имеющей возможность под давлением пружин 5 удерживать плоскость разъема закрытой до конца свободного хода, упорных винтов 6, двусторон- них клиньев 7, механизма 8 извлечения криволинейного стержня, состоящего из сборного основания, поворотного кронштейна 9 с жестко установленным криволинейным стержнем 10 и шестерен 11, соединенных с зубчатыми рейками 12, размещенными на подвижной плите 2.
Пресс-форма также содержит подвижную полуформу с опорной плитой 13. матрицей 14 с запрессовочным каналом 15, подвижные планки 16 и 17, имеющие возможность перемещаться под действием пружин 18 до упорных штифтов 19 совместно с закрепленными на них прямыми стержнями 0, а также систему выталкивания моделей, включающую в себя плиту 21 выталкивателей с пружиной 22, выталкивателем 23 и упором 24.
Пресс-форма работает следующим образом.
Модельная масса через запрессовоч- ный канал 15 поступает в формообразующие полости и затвердевает. При раскрытии пресс-формы под действием пружин 5 матрица 4 удерживает плоскость разьема закрытой до выбора свободного хода упорных винтов 6. За этот период времени зубчатые рейки 12, закрепленные на плите 2, взаимодействуют с шестернями 11 поворотных кронштейнов 9 механизма 8 извлечения криволинейного стержня. Поворотный кронщтейн 9 с жестко закрепленным криволинейным стержнем 10, проворачиваясь, выводит последний за пределы модели. Раскрывается hpecc-форма по основной плоскости разъема, образованной матрицами 4 и 14. При этом двусторонний клин 7 выходит из зацепления с подвижными планками 16 и 17. Под действием пружин 18 планки, а вместе с ними и прямые стержни 20 перемещаются к центру пресс-формы до упорных штифтов 19. Упор 24 плит 21 выталкивателей находит на упор машины, и модели удаляются из подвижной полуформы выталкивателями 23.
При закрытии пресс-формы возврат выталкивателей в исходное положение происходит с помощью пружин 22. Затем- цикл повторяется.
В производственных условиях изготовление выплавляемых моделей криволинейного с прямым участком патрубка производилось в пресс-форме описанной конструкции. Для получения криволинейного участка патрубка использовался механизм извлечения стержня 8, состоящий из криволинейного стержня 10, жестко закрепленного на поворотном кронштейне 9, на концах которого расположены шестерни 11, взаимодействующие с рейками 12 с возможностью перемещаться совместное подвижной пли- той2 неподвижной полуформы под действием пружин 5 на величину свободного хода, упорных винтов 6
Поворотный кронштейн с криволинейным стержнем выходит за пределы модели в образовавшийся зазор между блоками плит 2 и 3. Прямоугольный участок модели патрубка получали в результате выхода из зацепления с подвижными планками 16 и 17 двустороннего клина 7. Под действием пружин 18 планки 16 и 17, а вместе с ними и прямые стержни 20 перемещаются к центру пресс-формы и извлекают стержни из модели.
Формула изобретения
Пресс-форма для изготовления выплавляемых моделей, содержащая неподвижную полуформу с подпружиненным блоком плит, механизм извлечения криволинейного стержня, подвижную полумуфту с систе- . мой выталкивания моделей, о т л и ч а ю щ а- я с я тем, что, с целью снижения трудоемкости изготовления моделей и повышения их качества путем исключения поломок моделей при извлечении криволинейных стержней из внутренних полостей моделей, механизм извлечения криволинейного стержня имеет
поворотный кронштейн, на котором жестко закреплен криволинейный стержень, и шестерни, соединенные с зубчатыми рейками, размещенными в подвижной плите неподвижной полуформы, а подвижная полуформа выполнена с планками, на которых закреплены прямые стержни с возможностью перемещения и.соединены с расположенными на подвижной плите неподвижной полуформы клиньями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1987 |
|
SU1444054A1 |
| Прессформа для изготовления выплавляемых моделей | 1974 |
|
SU526437A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1292904A1 |
| УСТРОЙСТВО ДЛЯ ВЫТАЛКИВАНИЯ ОТЛИВОК | 1997 |
|
RU2124415C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1972 |
|
SU358077A1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| Пресс-форма для литья по выплавляемым моделям | 1982 |
|
SU1057166A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU601074A1 |


Использование: в литейном производстве для точного литья. Сущность изобретения: пресс-форма состоит из неподвижной полуформы с опорной плитой, блока плит, подпружиненной матрицы, двусторонних клиньев и механизма извлечения криволинейного стержня. Подвижная полуформа несет на себе подпружиненные планки и плиту выталкивателей. 4 ил.
21
Фиг.1
Фиг.2
Фиг.З
12
Фиг Л
| Пресс-форма для литья под давлением | 1976 |
|
SU603494A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
