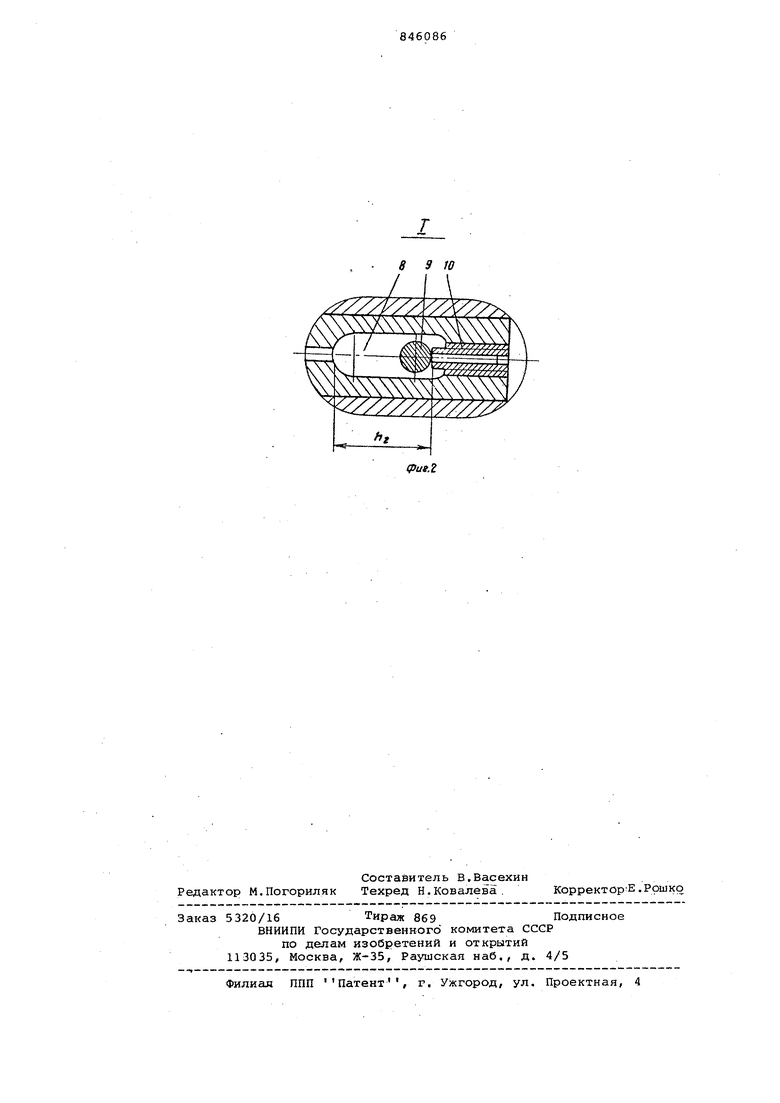
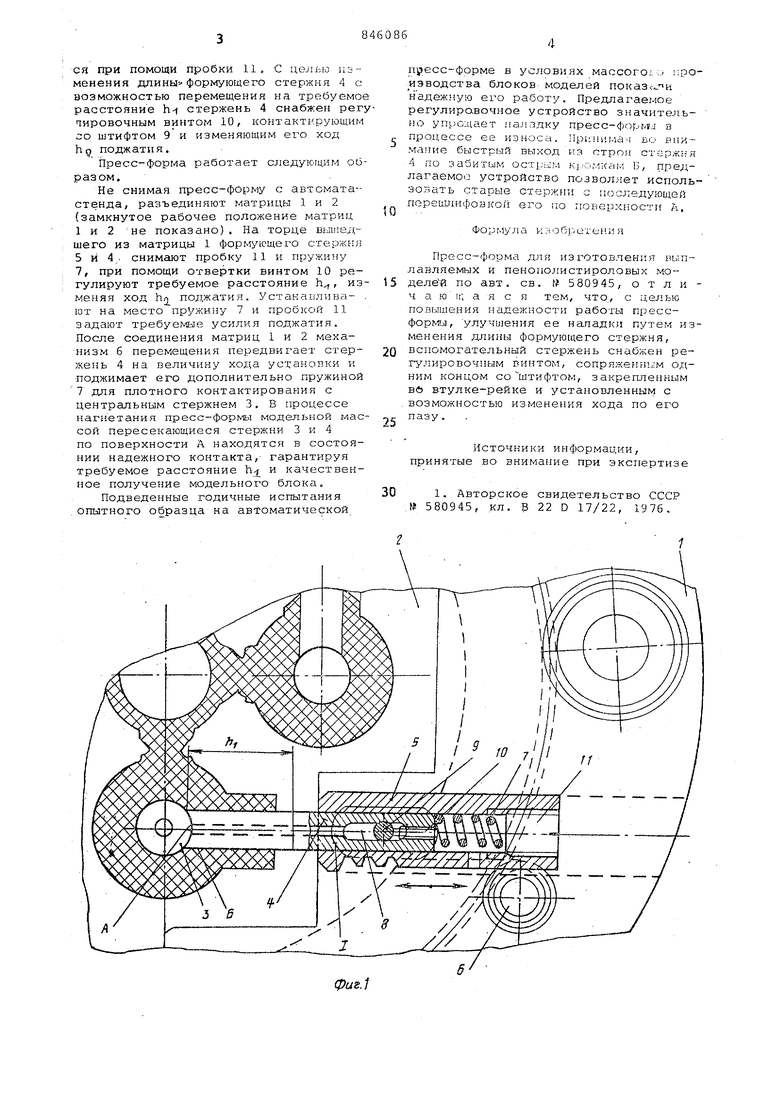
Изобретение относится к литейнрму производству, в частности к литью по выплавляемым и пенополистироловым моделям. По основному авт. ев. № 580945 известна пресс-форма, содержащая мат рицы, центральный стержень, вспомогательный стержень, установленный во втулке-рейке, механизм перемеще ния стержня. Вспомогательный с;терже поджат пружиной с усилием, П15евы|шающим усилие нагнетаемой модельной массы, во втулке выполнен паз, а стержень cнaбжei штифтом, размещенным в этом пазу 1. Указанная автоматическая прессформа обладает надежной работой в y ловиях массового производства моделей, но имеет недостаток, который состоит в усложненной наладке (разработка, пресс-форм и перестановка шестерен на зуб) изменения усилий нажатия соприкасающихся формующ стержней с сохранением надежного ко такта между ними в процессе нагнета ния пресс-формы модельной массой и в невозможности изменения всей дл ны формующего стержня по мереизнос механизма его перемещения и др, Цель изобретения - повышение надежности работы пресс-формы, улучшение наладки ее путем изменения длины формующего стержня. Цель дос игается тем, что изменение длины составного перемещающегося формующего стержня и усилий контактов со вторым пересекающимся стержнем решено при помощи регулировочного винта, установленного в торце вспомогательного стержня, им изменяющего его длину паза и взаимосвязанного со штифтом, закрепленным на втулке-рейке. На фиг. 1 показана пресс-форма с механизмом перемещения формующего стержняI разрез, вид сверху; на фиг. 2 - узел 1 на фиг. 1. Пресс-форма содержит, подвижную матрицу 1 и неподвижную матрицу 2, центральный стержень 3, формующий стержень 4, установленный во втулкерейке 5, механизм 6 перемещения стержня 4. Вспомогательный стержень 4 поджат пружиной 7 с усилием, превышающим усилие нагнетаемой модельной массы. В стержне 4 выполнен паз 8, а втулкарейка 5 снабжена штифтом 9, размещенным в пазу 8 стержня 4, на торце которого установлен регулировочный винт 10. Усилие пружины 7 регулируется при помощи пробки 11. с целью изменения длины формующего стержня 4 с возможностью перемещения на требуемое расстояние h-i стержень 4 снабжен регучировочным винтом 10, контактирующим со штифтом 9 и изменяющим его ход hp поджатия.
Пресс-форма работает следующим образом.
Не снимая пресс-форму с автоматастенда, разъединяют матрицы 1 и 2 {замкнутое рабочее положение матриц 1 и 2 не показано). На торце вышедшего из матрицы 1 формующего сте.ржььч 5 и 4. снимают пробку 11 и пружину 7, при помощи отвертки винтом 10 регулируют требуемое расстояние h, изменяя ход Ь.п поджатия. Устакавлтиза
и пробкой 11
ют на место пружину
задают требуемые усилия поджатия. После соединения матриц 1 и 2 механизм 6 перемещения передвигает стержень 4 на величину хода установки и поджимает его дополнительно пружиной 7 для плотного контактирования с центральным стержнем 3, В процессе нагнетания пресс-формы модальной массой пересекающиеся стержни 3 и 4 по поверхности А находятся в состоянии надежного контакта, гарантируя требуемое расстояние Ь и качественное получение модельвюго блока.
Подведенные годичные испытания .опытного образца на автоматической
пресс-форме в условиях массого ;. ;роиэводства блоков моделей показс и надежную его работу. Предлагаемое регулировочное устройство значительно уп;.,Оа1ает наладку пресс-фор мл в процессе ее износа. lpi;iiiii-ja4 во внимание быстрый выход из строя С1ер, я
4 по забитым остр:.-;м Kj-омкам Б, предлагаемое устройство позволяет использовать старые с последующей перенигифовкой его по поверхности А,
Форг.ула кзобретени я
ilpecc-форма для изготовления выплавляемых и пенополистироловых моделей по авт. св. № 580945, о т л и ч а ю и; а я с я тем, что, с целью повышения надежности работы прессформы, улучи ения ее нападки путем изменения длины формующего стержня,
вспомогательный стержень снабжен регулировочным ВИ1ТТОМ, сопряженн1,;м одним концом со штифтом, 3ак:репленным в втулке-рейке и установленныгу с возможностью изменения хода по его
пазу.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 580945, кл. В 22 D 17/22, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых и пенополистироловых моделей | 1978 |
|
SU735379A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1989 |
|
RU2017558C1 |
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма для выплавляемых моделей | 1980 |
|
SU997969A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1972 |
|
SU358077A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU638424A1 |
| Пресс-форма для изготовления моделей | 1984 |
|
SU1196102A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для выплавляемых моделей | 1983 |
|
SU1113205A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1978 |
|
SU727317A1 |