Изобретение относится к производству пневматических шин на диафрагменных узлах.
Целью изобретения является обеспечение безопасных условий труда за счет уменьшения распорных усилий в сформованной заготовке.
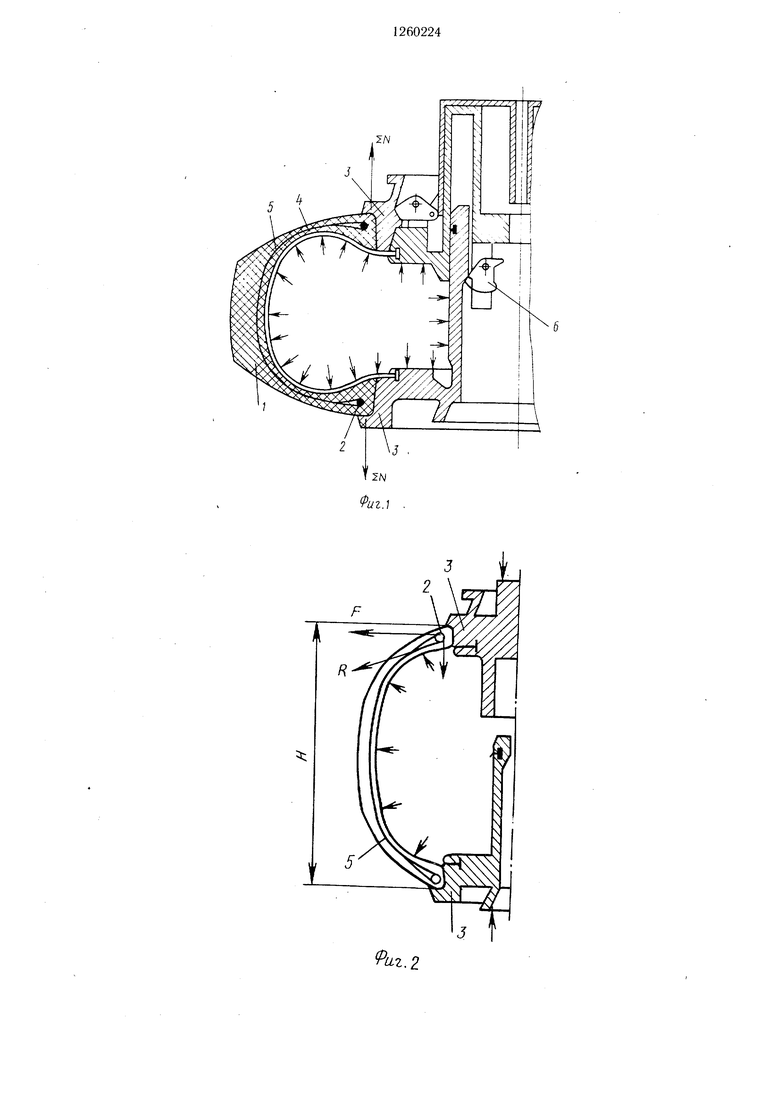
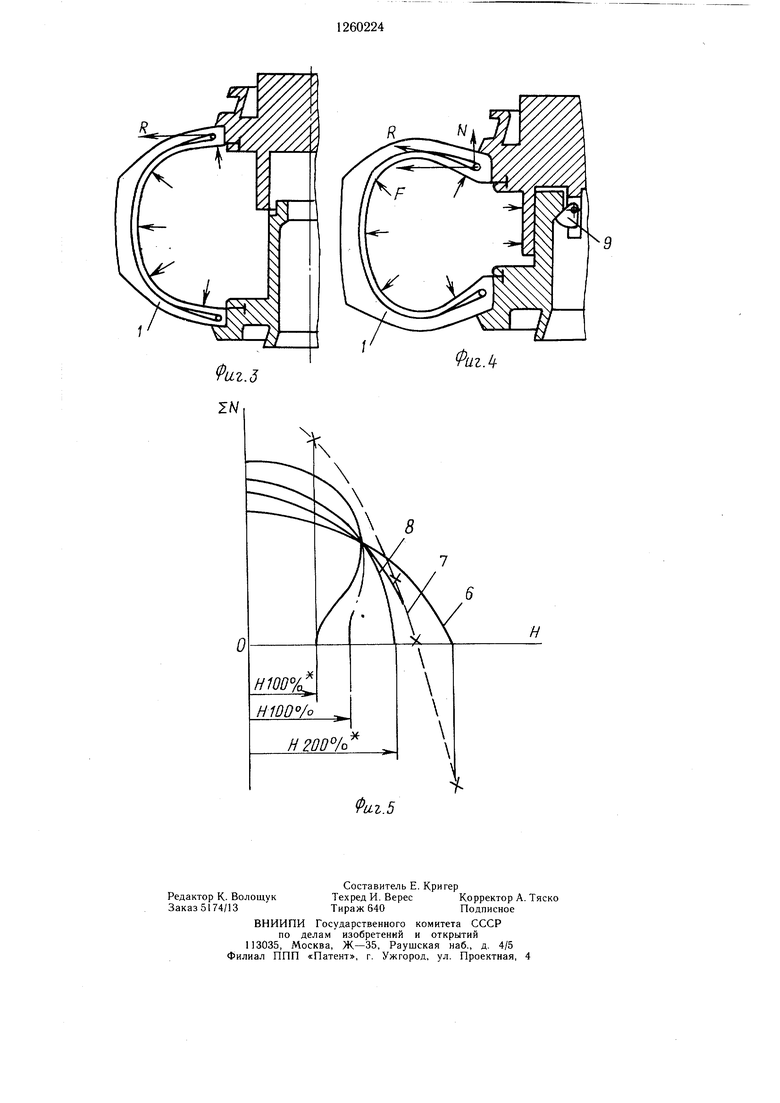
На фиг. 1 изображена заготовка покрышки, разрез, после формования и стабилизации; на фиг. 2 - то же, при растворе бортов, близком к начальной стадии, формования; на фиг. 3 - то же, при растворе бортов, равном ширине профиля шины; на фиг. 4 - то же, при растворе бортов, меньшем ширины профиля шины; на фиг. 5 - зависимость изменения распорного усилия на борта от раствора бортов при наличии рабочей среды в полости шины; профили меридионального сечения пневмошин с отноп1ением ширины профиля к раствору бортов 1,3-1,5, вулканизованной пневмошины с отношением ширины профиля к раствору бортов 1,05-1,2; распорное усилие, действуюшее на борт пневмошины.
Способ осуществляется следующим образом.
2Q тов и 1,05-1,2, величина Н при закрытых замковых устройствах 9 должна быть 105- 120%. Во всех типах заготовок пневмошин распорные усилия, создающиеся давлением рабочей среды в диафрагме, снижаются при увеличении раствора бортов в преЗаготовку покрышки 1 формуют до торо- 25 делах 105-200% от ширины раствора в идальной формЕ) с раствором Н бортов 2, вулканизованной. Данные выводы подтверж- большим заданного, с помощью диафрагмен- ного узла 3, при подаче рабочих агентов в который зате.м осуществляют вулканизацию до раствора бортов 2, равного задены экспериментом и представлены в виде зависимости нагрузки на бортовые кольца от раствора бортов (фиг. 5}.
30
данному.
Подают сжатый воздух в полость диафрагмы 4 и усилием, приложенным к узлу 3, проводят формование заготовки шины 1 (фиг. 1 и 2).
30
Формула изобретения
Способ изготовления покрышек пневматических шин, при котором заготовку покрышки формуют до тороидальной формы с растВ процессе формования и в последую- вором бортов, большим заданного, с помо- щем при хранении (стабилизации) нити 5 улцью диафрагменного узла при подаче ра- каркаса заготовки пневмошины 1 восприни- бочих агентов, в который затем осущест- мают давление формующего агента в полости . Возникающее при этом усилие
вляют вулканизацию до раствора бортов, равного заданному, и последующую стабилив нитях 5 каркаса действует на бортовое 40 зацию, отличающийся тем, что, с целью
кольцо 2, которое стремится одной своей составляюшей F разорвать кольцо, а второй N - уменьшить раствор бортов (фиг. 2), т. е. в начальной стадии формования борта шины от действия составляющей N стремятся сползти. Такое направление силы сохобеснечения безопасных условий труда за счет уменьшения распорных усилий в сформованной заготовке, формование заготовки осуществляют до приобретения раствора бортов, равного 105-200% раствора бортов свулканизованной покрыщки.
раняется при изменении профиля 6 до профиля 7 (фиг. 5). В положении профиля 7 сила R, действующая на нить, имеет направление, показанное на фиг. 3. В этом положении составляющие N и F отсутствуют, т. е. осевые усилия или нагрузка на кольцо, формующее борт, равны «О. С таким профилем формованную заготовку щины транспортировать и хранить нельзя, так как борта 2 сползут.
0 Для обеспечения поджатия бортов 2 раствор Н бортов необходимо уменьшить до положения профиля 8 (фиг. 5), что для крупногабаритных шин, которые имеют отношение ширины профиля к раствору бортов 1,3-1,5, близко или соответствует 200%. В этом положении раствора бортов закрывается замковое устройство 9 и формованная пневмошина передается на операцию стабилизации. Пневмошины, у которых отношение ширины профиля к раствору борQ тов и 1,05-1,2, величина Н при закрытых замковых устройствах 9 должна быть 105- 120%. Во всех типах заготовок пневмошин распорные усилия, создающиеся давлением рабочей среды в диафрагме, снижаются при увеличении раствора бортов в пре5
5 делах 105-200% от ширины раствора в вулканизованной. Данные выводы подтверж-
делах 105-200% от ширины раствора в вулканизованной. Данные выводы подтверж-
дены экспериментом и представлены в виде зависимости нагрузки на бортовые кольца от раствора бортов (фиг. 5}.
Формула изобретения
Способ изготовления покрышек пневматических шин, при котором заготовку покрышки формуют до тороидальной формы с раст вором бортов, большим заданного, с помо- лцью диафрагменного узла при подаче ра- бочих агентов, в который затем осущест-
вором бортов, большим заданного, с помо- лцью диафрагменного узла при подаче ра- бочих агентов, в который затем осущест-
вляют вулканизацию до раствора бортов, равного заданному, и последующую стабилизацию, отличающийся тем, что, с целью
обеснечения безопасных условий труда за счет уменьшения распорных усилий в сформованной заготовке, формование заготовки осуществляют до приобретения раствора бортов, равного 105-200% раствора бортов свулканизованной покрыщки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования и вул-КАНизАции пОКРышКи пНЕВМАТичЕСКОйшиНы | 1978 |
|
SU839727A1 |
| Секторная пресс-форма для вулканизации покрышек пневматических шин | 1986 |
|
SU1362638A1 |
| Устройство для вулканизации покрышек пневматических шин | 1985 |
|
SU1271762A1 |
| Диафрагменный узел для формования и вулканизации покрышек пневматических шин | 1982 |
|
SU1039732A1 |
| ФОРМАТОР-ВУЛКАНИЗАТОР ДЛЯ АВТОПОКРЫШЕК | 1971 |
|
SU292825A1 |
| Способ вулканизации покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU1133112A1 |
| Способ изготовления покрышек пневматических шин | 1990 |
|
SU1750954A1 |
| Способ изготовления покрышек пневматических шин | 1991 |
|
SU1812128A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU958127A1 |
| Диафрагменный узел для формования и вулканизации покрышек пневматических шин | 1980 |
|
SU923066A1 |
Изобретение относится к области производства пневматических шин на диафраг- менных узлах. Целью изобретения является обеспечение безопасных условий труда за счет уменьшения распорных усилий в сформованной заготовке. Для этого формование заготовки осуществляют до приобретения раствора бортов, равного 105-200% раствора бортов свулканизованной покрышки, с по- мош,ью диафрагменного узла. При подаче рабочих агентов в него осуш,ествляют вулканизацию до раствора бортов, равного заданному, и последуюш,ую стабилизацию. 5 ил. t Од о Is5 
J
г.2
R
| Производство шин, резинотехнических и асбестовых изделий | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
