Изобретение относится к области металлургии, а именно к термической обработке высокохромистых инструментальных сталей типа Х12М, Х12Ф, и может быть использовано при изготовлении инструментов и деталей машин в машиностроении.
Известен способ термической обработки высокохромистой инструментальной стали на вторичную твердость, включающий нагрев под закалку до температуры 1100-1140oС и многократный отпуск при температуре 490-530oС. Нагрев при этой температуре приводит к значительному легированию аустенита за счет растворения первичных карбидов. При многократном отпуске в течение 4-5 раз твердость достигает HRC 59-60 вследствие распада остаточного аустенита и выделения мелкодисперсных карбидов (см. Позняк Л.А., Скрынченко Ю.М., Тишаев С.И. - М. : Металлургия, 1980, с.169).
Однако вследствие чрезмерно высокой легированности аустенита при нагреве под закалку дисперсионное твердение не обеспечивает высокой твердости и износостойкости инструмента. Кроме этого, высокая температура нагрева под закалку сопровождается интенсивным ростом зерна аустенита, вследствие чего сталь приобретает низкие значения прочности и ударной вязкости, приводящие к его низкой эксплуатационной стойкости.
Наиболее близким к предполагаемому изобретению по технической сущности и достигаемому результату (прототипом) является способ термической обработки инструментальной стали, включающий многократный нагрев выше Aс1 на 130-170oС, охлаждение в цикле в расплаве солей до температуры 680-750oC с выдержкой при этой температуре 3-9 мин, охлаждение в масле после нагрева в последнем цикле с последующим отпуском при температуре 200-400oС (см. патент РФ 2131469, МПК 6 С 21 D 9/22, 1/78). Этот способ используют преимущественно для изготовления штампованной оснастки холодного деформирования из сталей X12М, Х12Ф1.
Основным недостатком описанного способа для штампов холодного деформирования из сталей Х12М, Х12Ф1 является неудовлетворительная эксплуатационная стойкость из-за низкой вторичной твердости, прочности и износостойкости после отпуска.
Сущность изобретения заключается в том, что в способе термоциклической обработки высокохромистой инструментальной стали на вторичную твердость, включающем многократный нагрев выше AС1, охлаждение в цикле в расплаве солей до 680-750oC с выдержкой при этой температуре, охлаждение в масле после нагрева в последнем цикле с отпуском, многократный нагрев осуществляют выше Aс1 на 250-300oC с выдержкой 8-10 с на мм сечения, выдержку при охлаждении в цикле в расплаве солей проводят в течение 15-20 с на мм сечения, а отпуск выполняют при температуре 520-540oC три раза по 1 часу.
Техническим результатом является повышение эксплуатационной стойкости инструмента путем увеличения вторичной твердости, прочности и износостойкости.
Выполнение предлагаемого способа с такими режимами позволяет повысить вторичную твердость, прочность и износостойкость за счет дисперсионного твердения при отпуске. Чередующиеся повторения взаимного растворения - выделения между ферритокарбидной смесью и аустенитом - повышают легированность аустенита хромом, который обеспечивает повышение твердости инструментальной стали при высоком отпуске, образуя карбиды Сr23С6 и Сr7С3. При этом сохраняется мелкое зерно, обеспечивающее высокую прочность инструментальной стали, твердость и износостойкость.
В холодноштамповочном производстве широко применяются высокохромистые стали, в частности X12, Х12Ф1. Присутствие в структуре этих сталей большого количества карбидов хрома обеспечивает, с одной стороны, высокую износостойкость инструмента, а с другой - пониженную прочность, особенно в крупном сечении. Высокая легированность сталей создает устойчивые к растворению карбиды. Многократный нагрев выше Aс1 на 250-300oC является оптимальным, так как он необходим для увеличения растворения карбидов в аустените и усиления эффекта дисперсионного твердения при высоком отпуске. Температура многократного нагрева выше Aс1 менее чем на 250oC не обеспечивает растворение карбидной фазы в аустените, а температура многократного нагрева выше Aс1 более чем на 300oС сопровождается значительным ростом зерна стали, следствием чего является снижение ее прочности и ударной вязкости.
Выдержка до 8-10 с на мм сечения при этом нагреве является оптимальной для полного прогрева изделия. Меньшая выдержка при нагреве недостаточна для растворения хрома в аустените, большая сопровождается ростом зерна.
Охлаждение в расплаве солей в течение 15-20 с мм обеспечивает протекание по всему сечению фазового наклепа и предотвращение выделения карбидной фазы из аустенита.
Выдержка в расплаве солей при охлаждении менее 15 с на мм сечения не обеспечивает протекание фазового наклепа по всему объему изделия, а более 20 с на мм - начинается выделение карбидной фазы из аустенита, которая снижает прочностные характеристики стали.
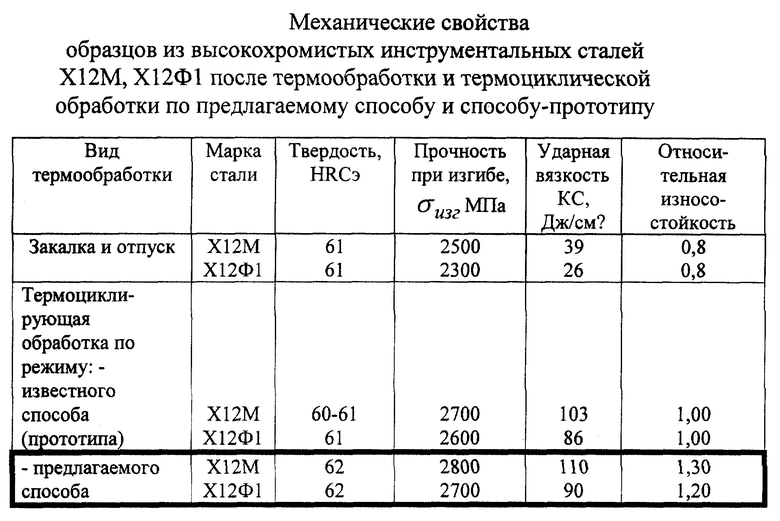
Многократный нагрев выше Aс1, на 250-300oС и охлаждение в цикле в расплаве солей до 680-750oС, определяемое областью наименьшей устойчивости аустенита против распада на феррито-перлитную смесь, формируют свехмелкозернистую структуру зерна стали. Это приводит к повышению прочности стали, а отпуск при температуре 520-540oС три раза по 1 часу способствует образованию вторичных карбидов типа Сr23С6 и Сr7С3 для хромистых сталей и дисперсионному твердению на максимальную величину твердости, а следовательно, повышению вторичной твердости, прочности и износостойкости инструмента (см. таблицу).
При температуре отпуска меньше 520oС не происходит вторичного твердения, а при повышении температуры отпуска более 540oС снижается вторичная твердость вследствие коагуляции карбидов и разупрочнения стали.
Таким образом, повышение вторичной твердости, прочности и износостойкости позволяет повысить эксплуатационную стойкость штампов холодного деформирования.
Способ термоциклической обработки высокохромистой инструментальной стали поясняется таблицей, в которой приведены механические свойства образцов из высокохромистых инструментальных сталей Х12М, Х12Ф1 после стандартной термообработки и термоциклической обработки по предлагаемому способу и способу-прототипу.
Способ термоциклической обработки высокохромистой инструментальной стали осуществляется следующим образом. Образцы из сталей Х12М, Х12Ф1 подогревают в расплаве хлористых солей при 840-860oC для предотвращения тепловых напряжений при фазовых превращениях. Затем эти образцы переносят в другой расплав хлористых солей с температурой 1080-1100oС (выше Aс1 на 250-300oС) с выдержкой 8-10 с на мм сечения образца при этой температуре. После этого образцы охлаждают до температуры 680-750oС путем переноса в третий расплав смеси хлористых солей с выдержкой 15-20 с на мм сечения при этой же температуре 680-750oС. Затем их вновь нагревают до 1080-1100oС (выше Aс1 на 250-300oС путем переноса во второй расплав солей с выдержкой 8-10 секунд на мм сечения, охлаждают до 680-750oС путем переноса в третий расплав солей с выдержкой в течение 15-20 с на мм сечения и т.д. После третьего или четвертого (последнего) нагрева выше Aс1 на 250-300oC с выдержкой 8-10 с на мм сечения образцы охлаждают в масле и выполняют отпуск на вторичную твердость при температуре 520-540oС три раза по одному часу.
Примеры осуществления способа термоциклической обработки высокохромистой инструментальной стали
Пример конкретного выполнения предлагаемого способа
Образцы из сталей Х12М, Х12Ф1 подогревают в расплаве хлористых солей при 850oС для предотвращения тепловых напряжений при фазовых превращениях. Затем эти образцы переносят во второй расплав смеси хлористых солей и подвергают нагреву до 1100oC с выдержкой 8-10 с на мм сечения при этой же температуре 1100oС. После этого образцы охлаждают до температуры 715oС путем переноса в третий расплав смеси хлористых солей с выдержкой 15-20 с на мм сечения при этой же температуре 715oС. Затем их вновь нагревают до 1100oС путем переноса во второй расплав солей в выдержкой 8-10 с на мм сечения, охлаждают до 715oC с переносом в третий расплав. Выдерживают при этой же температуре в течении 15-20 с на мм сечения и т.д. Выше описанные нагрев и охлаждение повторяют три раза. После третьего (последнего) цикла нагрева до 1100oC с выдержкой 9 с на мм сечения образцы охлаждают в масле и выполняют отпуск при температуре 530oС три раза по 1 ч. Твердость (вторичная) образцов НRСЭ составляет 62.
Для получения сравнительных данных параллельно проводят термическую обработку по стандартной технологии: закалка от 1030oС и отпуск при 200oС (см. Башнин Ю.А., Ушаков Б.К., Секей А.Г. Технология термической обработки стали. - М.: Металлургия, 1986, c.364-372).
Пример конкретного выполнения способа-прототипа
Берут образцы из сталей Х12М, Х12Ф1 и подвергают нагреву до 980oС со скоростью 6-35 град/с в расплаве хлористых солей. Затем их охлаждают до температуры 730oС путем переноса в другой расплав хлористых солей с выдержкой 3-9 мин. Затем вновь нагревают до 980oС путем переноса в первый расплав солей, охлаждают до 730oC с переносом во второй расплав, выдерживают при этой температуре и т.д. После третьего нагрева до 980oС образцы охлаждают в масле с последующим отпуском при 200oС.
Результаты исследования приведены в таблице.
Как видно из таблицы, использование предлагаемого способа термоциклической обработки высокохромистой инструментальной стали на вторичную твердость позволяет повысить твердость, прочность при изгибе, ударную вязкость и износостойкость на 20% по сравнению с прототипом.
Таким образом, улучшение комплекса механических свойств позволяет повысить эксплуатационные свойства инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 1998 |
|
RU2131469C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОХРОМИСТОЙ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ НА ВТОРИЧНУЮ ТВЁРДОСТЬ | 2001 |
|
RU2200201C2 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 1995 |
|
RU2090629C1 |
| Способ изготовления стальных немагнитныхиздЕлий | 1979 |
|
SU829691A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ КОНСТРУКЦИЙ С КОНЦЕНТРАТОРАМИ НАПРЯЖЕНИЙ | 2001 |
|
RU2204615C2 |
| Способ упрочнения стальных деталей | 1983 |
|
SU1164290A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ В ПОРОШКОВЫХ СМЕСЯХ | 2007 |
|
RU2348736C1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ СТАЛИ | 2015 |
|
RU2594925C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩЕГО И ФОРМООБРАЗУЮЩЕГО ИНСТРУМЕНТА ИЗ ТЕПЛОСТОЙКИХ ХРОМИСТЫХ СТАЛЕЙ | 2001 |
|
RU2205892C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2109075C1 |
Изобретение относится к области металлургии, а именно к термической обработке высокохромистых инструментальных сталей при изготовлении инструментов и деталей машин. Осуществляют многократный нагрев выше Ас1 на 250-300oC с выдержкой 8-10 с на мм сечения, охлаждение в цикле в расплаве солей до 680-750oC с выдержкой при этой температуре 15-20 с на мм сечения, охлаждение в масле после нагрева в последнем цикле с отпуском. Отпуск выполняют при 520-540oC три раза по 1 ч. Твердость образцов HRCэ составляет 62. Технический результат: повышение эксплуатационной стойкости инструмента путем увеличения вторичной твердости, прочности и износостойкости. 1 табл.
Способ термоциклической обработки высокохромистой инструментальной стали на вторичную твердость, включающий многократный нагрев выше Ас1, охлаждение в цикле в расплаве солей до 680-750oC с выдержкой при этой температуре, охлаждение в масле после нагрева в последнем цикле с отпуском, отличающийся тем, что многократный нагрев осуществляют выше Ас1 на 250-300oC с выдержкой 8-10 с на мм сечения, выдержку при охлаждении в цикле в расплаве солей проводят в течение 15-20 с на мм сечения, а отпуск выполняют при 520-540oC три раза по 1 ч.
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 1998 |
|
RU2131469C1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 1995 |
|
RU2090629C1 |
| SU 491703, 05.03.1976 | |||
| Способ термической обработки быстрорежущей стали | 1983 |
|
SU1125268A1 |
| ФЕДЮКИН В.К., СМАГОРИНСКИЙ М.Е | |||
| Термоциклическая обработка металлов и деталей машин | |||
| - Л.: Машиностроение | |||
| Лен | |||
| отд., 1989, с.114-121. | |||
