Изобретение относится к обработке металлов давлением, в частности к устройствам для разделительных операций в листовой штамповке.
Наиболее близким к изобретению по достигаемому результату является устройство для листовой штамповки, содержащее блок из неподвижной и подвижной плит, штамп, установленный на плитах блока, средства подачи обрабатываемого материала в виде подающей каpетки с подающей собачкой, установленной на неподвижной плите с возможностью возвратно-поступательного перемещения параллельно перемещению обрабатываемого материала, и клина, связанного с подвижной плитой и расположенного с возможностью взаимодействия с подающей кареткой, а также содержащее фиксатор для обрабатываемого материала и средства регулировки шага подачи [1].
Недостатком указанного устройства являются сложность регулировки шага подачи, низкая точность регулировки и повышенный расход материала.
Целью изобретения является упрощение регулировки шага подачи, повышение точности регулировки и уменьшение расхода материала.
Это достигается тем, что в предлагаемом устройстве для листовой штамповки средства регулировки шага подачи выполнены в виде микрометрического винта с гайкой и упором, расположенного в нижней части неподвижной плиты, подающая каретка расположена с возможностью взаимодействия с упором, фиксатор для обрабатываемого материала выполнен в виде тормозной собачки, установленной на неподвижной плите до штампа по ходу обрабатываемого материала, подающая собачка подающей каретки выполнена съемной и расположена с возможностью регулировки уровня оси вращения, а устройство снабжено прокладкой для регулировки уровня оси вращения подающей собачки. Устройство снабжено ловителем для обрабатываемого материала.
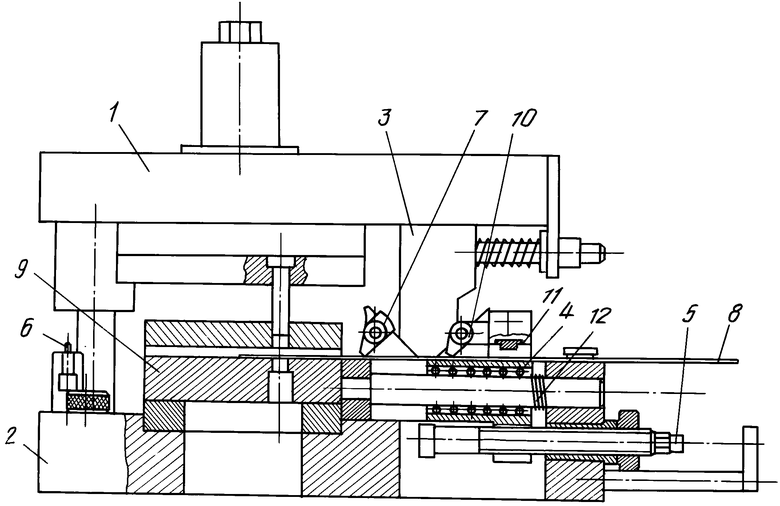
На чертеже приведено устройство, общий вид.
Устройство содержит блок из подвижной 1 и неподвижной 2 плит, клин 3, подающую каpетку 4, микрометрический винт 5 с гайкой и упором, ловитель 6, тормозную собачку 7, обрабатываемый материал 8, штамп 9, подающую собачку 10, прокладку 11, пружины 12. На плитах 1 и 2 установлен штамп 9. Причем на подвижной плите 1 смонтирован подающий клин 3, а на неподвижной плите 2 - подающая каретка 4 с возможностью возвратно-поступательного перемещения по ходу обрабатываемого материала 8 и взаимодействия с клином 3.
В нижней части неподвижной плиты 2 смонтировано средство регулировки шага подачи, выполненное в виде микрометрического винта 5 с гайкой, упор которого проходит через отверстия в подающей каретке 4. Ловитель 6 установлен на неподвижной плите 2 за штампом 9 по ходу обрабатываемого материала 8. Фиксатор выполнен в виде тормозной собачки 7, установленной на неподвижной плите 2 до штампов 9 по ходу обрабатываемого материала 8. Подающая собачка 10 установлена на подающей каретке 4 с возможностью регулировки уровня оси вращения посредством прокладки 11.
Устройство работает следующим образом.
При поднятых собачках 7,10 штампуемый материал 8 после центровки подается вручную в штамп 9 на столько, чтобы произвести первый удар. Затем необходимо опустить собачки 7, 10 на материал 8. Поворотом микрометрического винта 5 необходимо установить величину шага подачи, указанного в паспорте штампа. При ходе подающего клина 3 вместе с верхней плитой 1 вниз после соприкосновения с неподвижным скосом на корпусе тормозной собачки 7 подающий клин 3 начинает перемещаться и по горизонтали увлекает за собой подающую каретку 4 с подающей собачкой 10, которая будет скользить по штампуемому материалу 8 до тех пор, пока двигается подающий клин 3. За этот же период времени производится штамповка материала 8 в штампе 9.
Подающий клин 3 и подающая каретка 4, двигаясь вправо, сжимает пружины 12, которые их возвращают в исходное состояние. Штампуемый материал 8 остается на месте за счет тормозной собачки 7.
При ходе подающего клина 3 вверх подающая собачка 10 заклинивает штампуемый материал 8, а за счет разжатия пружин 12 подающая каретка 4, двигаясь влево до упора корпуса в бурт головки микрометрического винта 5, подает материал 8 на величину установленного ранее шага подачи. После окончания автоматической подачи полосы последняя с целью экономии материала доштамповывается вручную с помощью ловителя 6. При изменении толщины штампуемого материала, для сохранения прежнего заклинивающего усилия производят смену прокладки 11 съемной собачки 10.
Устройство для листовой штамповки позволяет особенно в условиях опытного и мелкосерийного производства упростить и повысить регулировку шага подачи, повысить точность регулировки шага подачи за счет применения микрометрического винта с упором и обеспечения постоянного усилия подачи без проскальзывания, сократить общий цикл изготовления штампуемых деталей и расход штампуемого материала при штамповке из полос.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРЮЧКОВЫЙ МЕХАНИЗМ ПОДАЧИ ПОЛОСОВОГО И ЛЕНТОЧНОГО МАТЕРИАЛА | 1970 |
|
SU275989A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Устройство для подачи ленточного материала в рабочую зону вырубного штампа | 1990 |
|
SU1759507A1 |
| Устройство для подачи полосового и ленточного материалов в штамп | 1983 |
|
SU1138212A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1134264A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО СЛОЖНОПРОФИЛЬНОГО ПРЕЦИЗИОННОГО ПУАНСОНА ТВЕРДОСПЛАВНОГО ШТАМПА | 2000 |
|
RU2192934C2 |
| Переналаживаемый штамп | 1979 |
|
SU841720A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Устройство для подачи полосового и ленточного материала в рабочую зону штампа | 1976 |
|
SU583847A1 |
Использование: в устройствах для листовой штамповки. Сущность изобретения: устройство содержит блок из подвижной и неподвижной плит, установленный на них штамп, подающую каретку, клин, фиксатор для обрабатываемого материала, средства регулировки шага подачи в виде микрометрического винта и ловитель для обрабатываемого материала. Фиксатор выполнен в виде тормозной собачки. На подающей каретке установлена с возможностью регулировки подающая собачка. При рабочем ходе клин отводит подающую каретку, а материал фиксируется тормозной собачкой. 1 з.п. ф-лы, 1 ил.
| Механизация и автоматизация производства | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
