Изобретение относится к устройству пресса для непрерывного формования теплоизоляционных изделий, которые могут быть использованы в качестве теплоизоляции трубопроводов в системах отопления, горячего водо- и параснабжения жилых, культурно-бытовых и промышленных зданий. Изделия представляют собой форму прямого полуцилиндра.
Известен пресс для формования керамических изделий, включающий бункер, корпус и мундштук, шнек с приводом и систему магнитов. (Ильинский В.П. и др. Улучшение качества кирпича путем воздействия магнитного поля на глиняное сырье. - Строительные материалы, 1975, N 2, с. 14).
Недостатком известного пресса является то, то на нем не могут быть получены нужные теплоизоляционные изделия.
Как известно, в промышленности для изготовления скорлуп применяют: гипс строительный I-го сорта 90%, бумажное волокно 10%, воду 180-200% от веса строительного гипса. Строительный гипс и приготовленную в гидроразбавителе или ролле 5%-ную бумажную пульпу заливают в полуцилиндрические блок-формы, снабженные разъемными полуцилиндрическими сердечниками, в которых масса затвердевает. Затем формы распалубливают, освобождают от скорлуп и ленточным транспортером перемещают к месту погрузки на многополочные сушильные вагонетки. Сушат скорлупы в туннельных сушилках (Печуре С.С. Производство гипсовых и гипсобетонных и изделий и конструкций. М.: Высшая школа, 1971, с. 176-177).
Помимо указанного вида скорлуп в промышленности еще получают скорлупы из стеклянного волокна, скрепленные друг с другом синтетическими смолами или неорганическим связующим. Отличительной особенностью этих скорлуп является то, что их получают способом навива и ориентация волокон по окружности (Я. А. Школьников и др. Стекольное штапельное волокно. М.: Химия, 1969, с. 197-211).
Наиболее близким аналогом заявленного решения является шнековый пресс с мундшутком в виде коаксиально расположенных внешнего полого цилиндра и цилиндрического дорна [1].
Недостатком известного способа является то, что в способе отсутствуют те технологические процессы, улучшающие качество изготовляемых изделий, которые имеются в предлагаемом способе.
Цель изобретения - обеспечение возможности получения изделий в виде скорлуп, повышение качества изделий и увеличение производительности пресса.
Цель достигается тем, что пресс для непрерывного формования изделий, включающий загрузочную воронку, корпус со шнеком и мундштук, который содержит коаксиальное расположение наружного и внутреннего цилиндров, полость между цилиндрами на половину заглушена, а другая часть полукольца является рабочей. В нерабочую часть полукольца установлен источник колебания, соединенный волноводом.
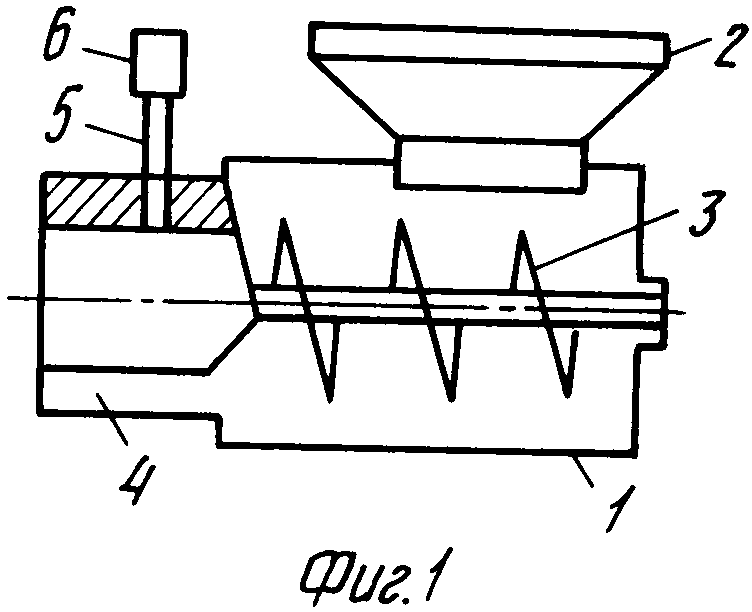
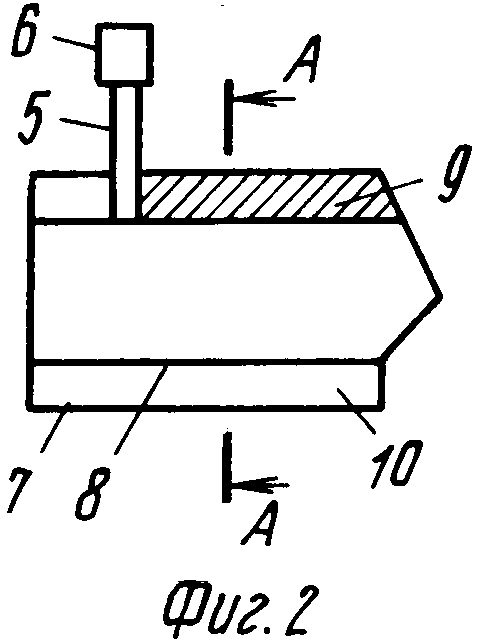
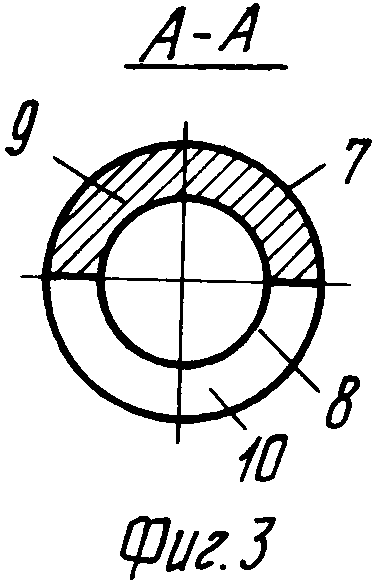
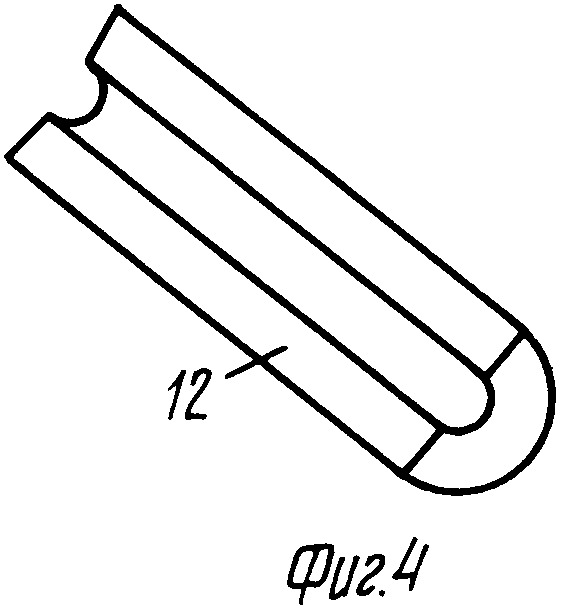
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - мундштук для формования изделий; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - изделие в форме полуцилиндра.
Пресс содержит корпус 1, загрузочную воронку 2, внутри в корпусе установлен шнек 3. Корпус соединен с мундштуком 4. На мундштуке в его рабочей части установлен волновод 5 с источником 6 колебания (вместо излучателя может быть использован статор асинхронного электродвигателя, как более экономичный). Мундштук содержит коаксиально расположенные наружный 7 и внутренний 8 цилиндры, нерабочая сторона в мундштуке (полукольцо 9) и рабочая часть полукольца 10 мундштука, конусный выступ мундштука (конус 11). Позицией 12 показано изделие, имеющее форму прямого полукольца, длиной 300-500 мм.
Пресс для непрерывного формования теплоизоляционных изделий работает следующим образом.
Исходное сырье (глина, зола, шлак и вообще минеральное сырье или минеральное сырье в смеси с пластмассой) поступает из загрузочной воронки 2 и посредством шнека 3 направляется в мундштук 4 пресса, где заполняет полукольцо 10, так как второе полукольцо 9 заглушено и перекрыто конусом 11. Под влиянием вибрации происходит удаление воздуха из исходной массы сырья, предотвращается адгезия сырья к стенкам мундштука, снижается трение частиц материала друг с другом и о стенки мундштука. Практически трение исчезает, повышается скорость истечения формовочной массы из мундштука и поэтому поверхность изделий получается гладкой из любого сырья. При формовке уменьшается содержание влажности в изделиях и повышается их механическая прочность. Отформованное изделие нарезают определенной длины при помощи резательного автомата, затем в зависимости от примененного сырья изделия подвергаются сушке или сушке и обжигу. Сушка изделий должна производиться на конвейерной сушилке.
На предлагаемом прессе могут быть изготовлены сегменты для теплоизоляции труб больших диаметров, но для этого мундштук должен быть заглушен на 3/4 его части, то есть на 75% его кольцевой полости.
Теплоизоляционные изделия могут быть применены для строительства одноэтажного дома вместо кирпича, ибо этот материал долговечен, несгораем, обладает хорошими теплоизоляционными качествами. Стены из этого материала не будут сыреть и промерзать. Кладка стен из скорлуп аналогична применяемой при кладке стен из кирпича.
Использование пресса для непрерывного формования теплоизоляционных изделий позволяет сделать технологический процесс более упрощенным и значительно производительным.
К тому же применение предложенного пресса позволяет использовать разнообразное минеральное сырье для получения облегченных теплоизоляционных изделий и сегментов, что создает большую экономическую эффективность.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ СУШИЛКА ДЛЯ ИЗДЕЛИЙ | 1990 |
|
RU2018072C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГУБЧАТОГО ЖЕЛЕЗА, ЦЕМЕНТНОГО КЛИНКЕРА И ЭЛЕКТРОЭНЕРГИИ | 1991 |
|
RU2023016C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ ПОЛУЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1991 |
|
RU2014222C1 |
| Пресс для непрерывного формования керамических изделий | 1980 |
|
SU944930A1 |
| Способ изготовления пористо-дырчатого кирпича | 1989 |
|
SU1738793A1 |
| Устройство для изготовления теплоизоляционных изделий | 1975 |
|
SU571381A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007295C1 |
| Устройство для обработки глины | 1990 |
|
SU1813647A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ МАТЕРИАЛОВ, ИЗДЕЛИЙ И КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376133C1 |
| Установка для непрерывного формования трубчатых изделий из пенопласта | 1977 |
|
SU654436A1 |
Использование: производство элементов теплоизоляции трубопроводов. Сущность изобретения: мундштук шнекового пресса выполнен в виде коаксиально расположенных внешнего полого цилиндра и внутреннего цилиндрического дорна. Мундштук снабжен источником колебаний, соединенным волноводом с наполовину заглушенной полостью мундштука. 1 з.п. ф-лы, 4 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления асбестоцементных труб | 1975 |
|
SU580121A1 |
