Изобретение относится к прокатному производству, а именно к прокатке толстых листов на реверсивных станах.
Известен способ прокатки толстых листов из слитков, согласно которому разбивку ширины производят поэтапно. Количество этапов n выбирают из условия n = (0,8...0,9) μΣр.ш , μΣр.ш - суммарный коэффициент вытяжки при разбивке ширины при суммарном коэффициенте вытяжки на каждом этапе, не превышающем 1,4. . . 1,6. Между этапами раскат кантуют на 90о и прокатывают в клети с вертикальными валками и в клети с горизонтальными валками.
Недостатком известного способа является то, что коэффициенты вытяжки при разбивке ширины по этапам выбирают без учета величины выпуклости по ширине и возможности ее обжатия по всей длине раската в вертикальных валках. Так, при суммарном коэффициенте вытяжки, превышающем 2, верхний уровень диапазона изменения коэффициентов вытяжек 1,4-1,6 в последних этапах разбивки ширины обусловливает большую величину выпуклости по ширине, которая не может быть обжата в вертикальных валках из-за потери устойчивости раската. Кроме того, отсутствие измерения ширины и толщины раската перед последним проходом и коррекции толщины в последнем проходе разбивки ширины ведет к увеличению разноширинности листов в партии, вследствие колебаний размеров исходных слябов.
Целью изобретения является уменьшение боковой обрези за счет снижения выпуклости по ширине и средней разноширинности в партии листов, а также получение листов с обжатыми кромками по всей длине.
Поставленная цель достигается тем, что в известном способе, включающем поэтапную разбивку ширины и продольную прокатку в вертикальных и горизонтальных валках коэффициенты вытяжки на этапах разбивки ширины, кроме последнего, устанавливают по формуле
μi= 
 1,05+0,05
1,05+0,05 -3
-3 , где μi,μ Σ- этапный и суммарный коэффициенты вытяжки при разбивке ширины;
, где μi,μ Σ- этапный и суммарный коэффициенты вытяжки при разбивке ширины;
Всл, Нсл - ширина и толщина сляба;
i - номер этапа.
Между этапами производят два продольных реверсивных прохода в вертикальных валках с максимально допустимыми обжатиями и продольный проглаживающий проход в горизонтальных валках. Перед последним проходом разбивки ширины измеряют ширину и толщину раската и определяют толщину в последнем проходе.
При суммарном коэффициенте вытяжки при разбивке ширины, превышающем 2,3-2,5 на первом этапе разбивки ширины производят две пары реверсивных проходов с задачей раската под углом 10..20о к линии прокатки, причем между парами проходов меняют направление угла задачи.
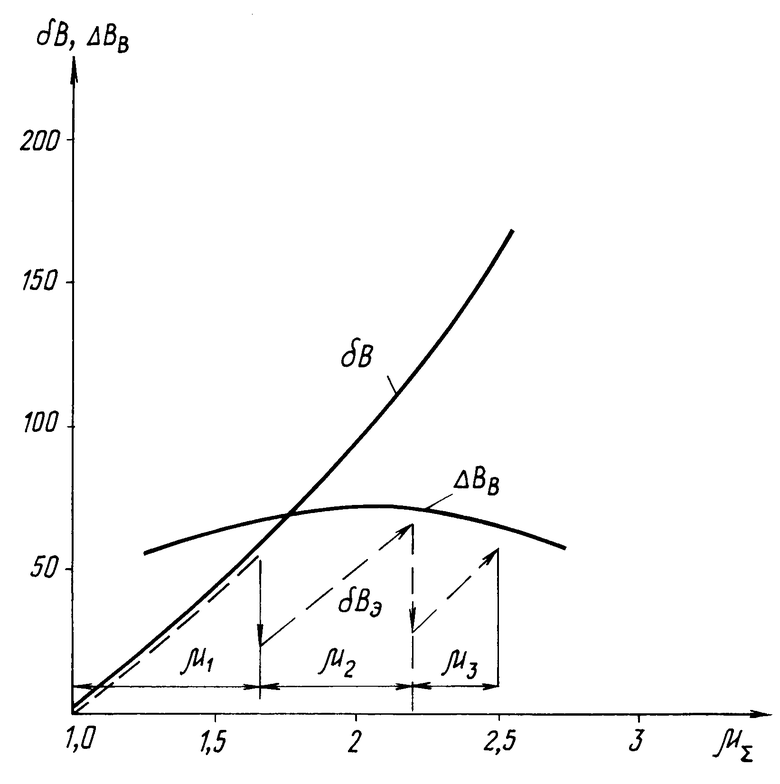
На чертеже приведены полученные экспериментально графики изменения выпуклости по ширине при непрерывной разбивке ширины (кривая δВ), при поэтапной разбивке ширины (ломаная пунктирная кривая δВэ), а также график изменения максимально допустимого обжатия в вертикальных валках за два реверсивных прохода (кривая ΔВв) от изменения суммарного коэффициента вытяжки при разбивке ширины μΣ. График изменения выпуклости по ширине при поэтапной разбивке ширины δВэ состоит из участков, количество которых зависит от суммарного коэффициента вытяжки. На чертеже показаны три участка кривой δВэ с коэффициентами вытяжек μ1, μ2, μ3.
Сущность способа состоит в следующем.
Листы с обжатыми кромками получают при выполнении условия
δBBi= (1,0. ..1,15)ΔBэi, (1) где δ Bэi- выпуклость по ширине раската в конце i-того этапа разбивки ширины с коэффициентом вытяжки μi;
Δ BBi - максимально допустимое обжатие за два реверсивных прохода в вертикальных валках после i-того этапа разбивки ширины.
Выполнение условия (1) после каждого этапа ширины обеспечивает проработку боковых кромок раската по всей их длине. Если δ Bэi будет больше, чем Δ BBi , то при обжатии в вертикальных валках раскат потеряет устойчивость из-за поперечного изгиба или сваливания. Если δ Bэi будет меньше, чем (0,8-1,0) Δ BBi, то разбивку ширины производят за большее число этапов, что ведет к снижению производительности.
С учетом выполнения условия (1) для условий прокатки на современных мощных толстолистовых станов получили эмпирическую формулу для определения коэффициента вытяжки ширины на каждом этапе разбивки ширины, кроме последнего
μi=
 1,05+0,05
1,05+0,05 -3
-3 ,
,
(2) где μi,μ Σ- этапный и суммарный коэффициенты вытяжки при разбивке ширины;
Всл, Нсл - ширина и толщина сляба;
i - номер этапа разбивки ширины.
Суммарный коэффициент вытяжки при разбивке ширины определяют как отношение
μΣ=  ,
,
(3) где Взад - заданная ширина листа с учетом припуска на боковую обрезь.
Вытяжку на последнем n-ном этапе определяют из выражения
μn=  ,
,
(4) где μn - вытяжка на последнем n-ном этапе разбивки ширины;
n - число этапов разбивки ширины.
Согласно кривой δВэ (см. чертеж) при поэтапной разбивке ширины величину выпуклости по ширине в конце каждого этапа определяют по зависимости
δB =δB
=δB +(aμ
+(aμ
(5) где δB - выпуклость по ширине в начале этапа (на первом этапе δ Bэ10 = 0);
- выпуклость по ширине в начале этапа (на первом этапе δ Bэ10 = 0);
a, b, c - коэффициенты, определяемые экспериментально (для условий прокатки на толстолистовых станах а = -14; b = 153; c = -136).
Выпуклость по ширине в начале каждого этапа (кроме первого) определяют с учетом обжатия в вертикальных валках после предыдущих этапов
δB =δB
=δB -ηiΔB
-ηiΔB ,
,
(6) где ηi - коэффициент эффективности уменьшения ширины процесса обжатия в вертикальных валках и проглаживания в горизонтальных (определяют экспериментально в зависимости от отношения ширины В к толщине Н раската; при B/Н = 5-20; ηi = 0,6-0,2).
Способ осуществляют следующим образом.
На первом этапе разбивки ширины производят три-четыре реверсивных прохода с суммарной вытяжкой μi, определяемой по (2). В конце этапа величину выпуклости по ширине определяют по (5). Раскат кантуют на 90о и прокатывают за два реверсивных прохода в вертикальных валках с суммарным обжатием, определяемым условием (1). Производят проглаживающий проход в горизонтальных валках, при этом выпуклость по ширине уменьшается до величины, определяемой по (6). Раскат кантуют на 90о и производят один-два прохода второго этапа разбивки ширины до достижения коэффициента вытяжки, определяемой по (2). В конце второго этапа выпуклость по ширине определяют как сумму по (5). На последующих этапах операции повторяют. В последнем этапе разбивки ширины вытяжку определяют по (4), а перед последующим проходом раскат кантуют на 90о, измеряют его действительную ширину и толщину и определяют толщину Нn в последнем проходе по зависимости
Hп=  ,
,
(7) где Виз, Низ - измеренные ширина и толщина раската.
Таким образом, после каждого этапа разбивки ширины выпуклость по ширине уменьшают за счет обжатия боковых кромок в вертикальных валках и проглаживания в горизонтальных валках. Путем рационального выбора коэффициентов вытяжек на каждом этапе боковые кромки раската прорабатывают по всей длине, чем обеспечивают их качество и минимальную разноширинность.
При суммарном коэффициенте вытяжки при разбивке ширины, превышающем 2,3-2,5, на первом этапе разбивки ширины производят две пары реверсивных проходов под углом 10-20о к линии прокатки, а между парами проходов меняют направление угла задачи. Разбивкой ширины с задачей сляба в валки на угол обеспечивают уменьшение выпуклости по ширине на 20-30%, что позволяет повысить устойчивость прокатки в вертикальных валках, уменьшить конечную выпуклость по ширине готовых листов.
Измеряя ширину и толщину раската перед последним проходом разбивки ширины определяют конечную толщину и корректируют положение нажимного устройства клети в последнем проходе.
Выполнение этих операций позволяет компенсировать влияние колебаний размеров слябов на изменение средней ширины готовых листов в партии.
Для практической реализации способа толстолистовой стан должен иметь в своем составе вертикальную клеть.
Манипуляторные линейки на участках вертикальной и горизонтальной клетей должны быть оснащены системами измерения и индикации положения для измерения ширины раската. Величину угла задачи сляба при разбивке ширины устанавливают визуально по расположению углов сляба относительно осей роликов поворотного устройства.
П р и м е р 1. На стане 2000 прокатывают сляб 180х550х1400 мм из нержавеющей стали на лист 18х1200х5000 мм. При припуске на ширину 60 мм готовый раскат должен иметь ширину
Bзад = Bл + 60 = 1200 + 60 = 1260 мм Суммарный коэффициент вытяжки при разбивке ширины определяют по (3).
μΣ =  =
=  = 2,29. Коэффициент вытяжки на первом этапе ширины определяют по (2)
= 2,29. Коэффициент вытяжки на первом этапе ширины определяют по (2)  3
3 Коэффициент вытяжки на втором этапе разбивки ширины определяют по (2)
Коэффициент вытяжки на втором этапе разбивки ширины определяют по (2) 
 =
=
Коэффициент вытяжки на третьем этапе определяют по (3)
μ3=  =
=  =1,14
=1,14
После обжатия на 20 мм при протяжке толщина раската Но перед разбивкой ширины составит 160 мм.
Толщины и ширины раската после каждого этапа разбивки ширины равны
H1=Ho/μ1=  =100 мм; H2=
=100 мм; H2=  =
=  =80 мм;
=80 мм;
H3=  =
=  = 70 мм; B1=Bсл·μ1=550·1,59=875 мм;
= 70 мм; B1=Bсл·μ1=550·1,59=875 мм;
B2=Bсл·μ1·μ2=550·1,59·1,26=1102 мм; B3=Bсл·μΣ=550·2,29=1260 мм
Первый этап разбивки ширины проводят за четыре прохода с обжатиями 20, 15, 15 и 10 мм.
Выпуклость по ширине в конце первого этапа согласно (5) составит
δИ =aμ
=aμ
Раскат кантуют на 90о, прокатывают за два реверсивных прохода в вертикальных валках с обжатиями 40 и 30 мм.
Производят продольный проглаживающий проход в горизонтальной клети. После проглаживания перед вторым этапом разбивки ширины выпуклость по ширине определяют по (6)
δB =δB
=δB -η1ΔB
-η1ΔB =69-0,6·70=27 мм.
=69-0,6·70=27 мм.
Раскат кантуют на 90о и выполняют два прохода второго этапа разбивки ширины с обжатиями по 10 мм. Выпуклость по ширине в конце этапа определяют по (5)
δB = δB
= δB +(-14μ
+(-14μ
δB =δB
=δB -η2ΔB
-η2ΔB =58,6-0,5·60=28,6 мм. Раскат кантуют на 90о, центрируют по оси рольганга манипуляторными линейками, измеряют его ширину. По циферблату раствора горизонтальных валков измеряют толщину раската и по (7) определяют скорректированную толщину раската после разбивки ширины. Выставляют раствор горизонтальных валков на требуемую толщину и производят последний проход разбивки ширины с обжатием 10 мм. Окончательную выпуклость по ширине после разбивки ширины определяют по (5)
=58,6-0,5·60=28,6 мм. Раскат кантуют на 90о, центрируют по оси рольганга манипуляторными линейками, измеряют его ширину. По циферблату раствора горизонтальных валков измеряют толщину раската и по (7) определяют скорректированную толщину раската после разбивки ширины. Выставляют раствор горизонтальных валков на требуемую толщину и производят последний проход разбивки ширины с обжатием 10 мм. Окончательную выпуклость по ширине после разбивки ширины определяют по (5)
δB =δB
=δB +(-14μ
+(-14μ
Далее раскат кантуют на 90о и производят последовательную прокатку в вертикальных и горизонтальных валках до заданных толщины и ширины готового листа. Обжатия по проходам в вертикальных валках уменьшают до проглаживания.
П р и м е р 2. Из сляба 180х550х1400 мм нержавеющей стали на стане 2000 прокатывают лист 16х1400х5000 мм.
При припуске на ширине 70 мм готовый раскат должен иметь ширину
Bзад = Bл +70 = 1400 + 70 = 1470 мм . Суммарный коэффициент вытяжки при разбивке ширины равен
μΣ=  =
=  =2,67 мм.
=2,67 мм.
Коэффициенты вытяжек по этапам составят

μ3=  =
=  =1,16
=1,16
Толщина раската после протяжки сляба составляет Но = 160 мм.
Толщина раската после первого этапа разбивки ширины равна
H1=  =
=  =93 мм.
=93 мм.
Так как μ Σбольше 2,3-2,5, то на первом этапе разбивки ширины производят две пары реверсивных проходов. Перед первым проходом раскат кантуют на (70-80о) и задают в валки с углом задачи 10-20о на первую диагональ. Обжатие устанавливают равным 20 мм. После первого прохода угол задачи не меняют и производят второй реверсивный проход с обжатием 18 мм. Раскат кантуют на 20-40о и задают в валки с углом задачи 10-20она вторую диагональ. Производят два ревеpсивных прохода с обжатиями 15 и 14 мм. При распределении обжатий по проходам на первом этапе разбивки ширины обеспечивают условие равенства вытяжек в каждой паре проходов.
Ширина раската после первого этапа разбивки ширины при задаче в валки на угол составляет
B1=  =
=  =889,5 мм
=889,5 мм
Уточненный коэффициент вытяжки на первом этапе =
=  =
=  = 1,62. Выпуклость по ширине после первого этапа разбивки ширины составит
= 1,62. Выпуклость по ширине после первого этапа разбивки ширины составит =
=  Раскат кантуют на 70-80о и прокатывают за два реверсивных прохода в вертикальных валках с обжатиями 30 и 25 мм. Производят продольный проглаживающий проход в горизонтальных валках. Перед вторым этапом вытяжки ширины выпуклость по ширине составляет
Раскат кантуют на 70-80о и прокатывают за два реверсивных прохода в вертикальных валках с обжатиями 30 и 25 мм. Производят продольный проглаживающий проход в горизонтальных валках. Перед вторым этапом вытяжки ширины выпуклость по ширине составляет
δB = δB
= δB -η1ΔB
-η1ΔB = 54,1-0,6·55= 21,1 мм. Толщина и ширина раската после второго этапа равны
= 54,1-0,6·55= 21,1 мм. Толщина и ширина раската после второго этапа равны
H2=  =
=  =69,4 мм;
=69,4 мм;
B2=B1˙μ2=889,5˙1,34 = 1192 мм .
Раскат кантуют на 70-80о и производят два прохода с обжатиями 13,6 и 10 мм.
Выпуклость по ширине в конце второго этапа разбивки составит δB = δB
= δB +(-14μ
+(-14μ
Производят транспортный проход на сторону вертикальной клети, затем раскат кантуют на 90о и прокатывают в вертикальных валках за два реверсивных прохода с обжатиями 35 и 30 мм. Производят продольный проглаживающий проход в горизонтальных валках.
Выпуклость по ширине перед последним этапом разбивки ширины составит
δB = δB
= δB -η2ΔB
-η2ΔB = 62-0,5·65=29,5 мм. Уточненный коэффициент вытяжки на третьем этапе равен
= 62-0,5·65=29,5 мм. Уточненный коэффициент вытяжки на третьем этапе равен =
=  =
=  =1,233 Толщина и ширина раската после разбивки ширины составит
=1,233 Толщина и ширина раската после разбивки ширины составит
H3=  =
=  = 56,3 мм;
= 56,3 мм;
B3=B2˙μ3I=1192˙1,233 = 1470 мм .
Раскат кантуют на 90о и производят первый проход третьего этапа разбивки ширины с обжатием 10 мм.
Производят кантовку раската на 90о и измеряют его ширину и толщину по показаниям системы индикации положения манипуляторных линеек и раствора горизонтальных валков. Определяют точную толщину раската после последнего прохода для получения заданной ширины. Корректируют положение нажимного устройства горизонтальных валков. Раскат кантуют на 90о и производят последний уширительный проход с обжатием 3,1 мм.
Конечная выпуклость по ширине после разбивки ширины составляет

Раскат с заданной шириной кантуют на 90о и выполняют последовательную прокатку в горизонтальных и вертикальных валках на заданную толщину. Обжатия в вертикальных валках по проходам уменьшают до проглаживания.
Способ позволяет получить листы с обжатыми кромками по всей длине, а также уменьшить боковую обрезь за счет снижения выпуклости по ширине и средней разноширинности в партии листов.
Задача сляба под углом к линии прокатки в первых двух парах проходов разбивки ширины уменьшает динамические нагрузки главной линии клети, улучшает условия работы прокатного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ ИЗ СЛЯБОВ | 1992 |
|
RU2068308C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| Способ прокатки толстых листов | 1986 |
|
SU1342542A1 |
| Способ прокатки толстых листов из слитков | 1987 |
|
SU1435334A1 |
| Способ прокатки листов преимущественно из слитков ЭШП | 1991 |
|
SU1779417A1 |
| Способ прокатки | 1984 |
|
SU1328012A1 |
| Способ прокатки толстых листов | 1982 |
|
SU1091950A1 |
| Способ прокатки толстых листов | 1988 |
|
SU1556777A1 |
| Способ прокатки листов | 1985 |
|
SU1297957A1 |
Изобретение относится к прокатному производству, а именно к прокатке толстых листов на реверсивных станах. Цель изобретения: получение листов с обжатыми кромками по всей длине, а также уменьшение боковой обрези за счет снижения выпуклости по ширине и средней разноширинности в партии листов. Способ состоит в том, что при поэтапной разбивке ширины коэффициенты вытяжки на этапах, кроме последнего, устанавливают по формуле, приведенной в тексте описания. Между этапами производят два продольных реверсивных прохода в вертикальных валках с максимально допустимыми обжатиями и продольный проглаживающий проход в горизонтальных валках. Перед последним проходом разбивки ширины измеряют ширину и толщину раската и определяют толщину в последнем проходе. При суммарном коэффициенте вытяжки при разбивке ширины, превышающем 2,3 - 2,5, на первом этапе разбивки ширины производят две пары реверсивных проходов с задачей раската под углом 10 - 20 °, к линии прокатки, причем между парами проходов меняют направление угла задачи. 1 з.п. ф-лы, 1 ил.
μi= 
 1,05+0,05
1,05+0,05 -3
-3 ,
,
где μi , μΣ - этапный и суммарный коэффициенты вытяжки при разбивке ширины;
Bсл, Hсл - ширина и толщина сляба;
i - номер этапа,
между этапами производят два продольных реверсивных прохода в вертикальных валках с максимально допустимыми обжатиями и продольный проглаживающий проход в горизонтальных валках, перед последним проходом разбивки ширины измеряют ширину и толщину раската и определяют толщину в последнем проходе.
| Способ прокатки толстых листов из слитков | 1987 |
|
SU1435334A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
