Изобретение относится к прокатному производству, в частности прокатке листов на реверсивных станах.
Цель изобретения - экономия металла путем устранения выпуклости по ширине раскатов на всей их длине..
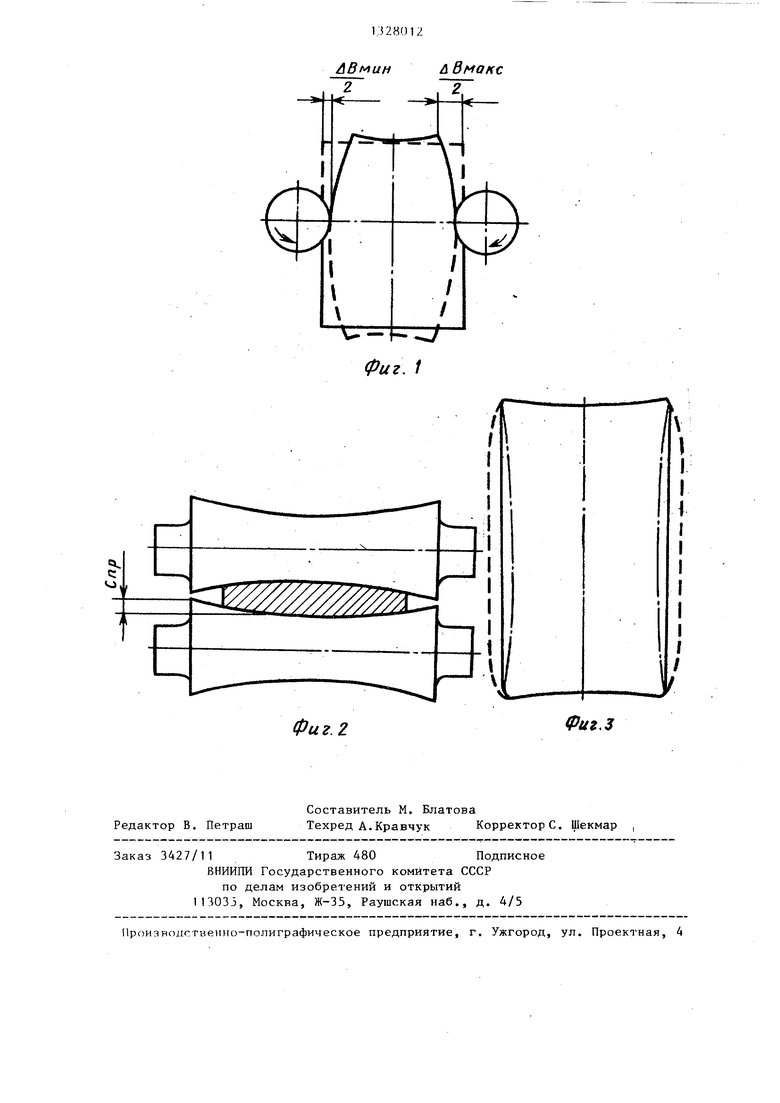
На фиг, 1 показана форма сляба при прокатке с переменным обжатием концов в клети с вертикальными валками; на фиг. 2 - форма межвалкового зазора в черновой клети при прокатке с вогнутой параболической профилировкой; на фиг. 3 - форма раската после npoV катки в черновой клети (сплошные линии - по предлагаемому способу; пунктирные - при прокатке без переменного обжатия концов черновой клети; штрихпунктирные - при прокатке без переменного обжатия концов слябо в клети с вертикальными валками,но с вогнутой параболической профилировко валков черновой клети по предлагаемому способу).
. Способ осуществляется следующим образом.
Сляб подводится до упора в невращающиеся валки клети с вертикальными валками. Раствор между валками до начала прокатки равен разности между шириной сляба В и максимальным обжатием переднего торца , равного сумме минимального обжатия середины сляба ЛВр и разности между максимальным обжатием концов и минимальным обжатием его середины (/(В). Минимальное обжйтие середины сляба В выбирается из у словия взрыхления печной окалины на слябе и обычно равно 20-30 мм. Величина (/(/iB) рассчи- тьшается. Одновременно с началом вращения вертикальных валков начинает работать нажимной механизм клети с вертикальными валками,увеличивая раствор валков до величины, равной разности между шириной сляба и минималь7 ным обжатием его середины (фиг. 1). К заднему концу раствор валков уменьшается до величины, равной в начале прокатки переднего торца сляба, т.е. до (dB) + ЛВс. После прокатки в клети с вертикальными валками сляб прокатывается в продольном направленииный
горизонтальной плоскости и прокатывается до длины, равной ширине листа с учетом припуска на боковую обрезь (разбивка ширины), причем прокатка
в черновой клети. Затем получен- раскат поворачивается на 90 в
ведется в валках с вогнутой параболической профилировкой (фиг. 2).
Величина стрелы вогнутости выбрана так, чтобы благодаря большему обжатию прикромочных слоев раската при разбивке ширины, и, следовательно, большей по сравнению с центральными слоями их вытяжки полностью компенсировалась максимальная выпуклость торцов раската, которая может иметь место на данном стане. Поэтому в соответствии с формулой
5
Q
5
о
c/(iB) где с/8д,о(кс6 макс б
1
(1)
6hi
5
0
5
0
5
максимальная при прокатке на данном стане вьтуклость по ширине раскатов, мм; вьшуклость по ширине раската, прокатанного без переменного обжатия сляба в вертикальных валках, мм;:
коэффициент вытяжки при разбивке ширины, величина переменного обжатия в вертикальных валках в зтом случае равна нулю.
При прокатке раскатов, у которых dg меньше минимальной, вогнутая профилировка вызывает образование вогнутости торцов при разбивке ширины, которая после второго поворота на 90 в горизонтальной плоскости превращается в вогнутость по ширине раскатов (фиг. 3). Для компенсации этой вогнутости служит переменное обжатие концов слябов в клети с вертикальными валками. Если разность между максимальным обжатием концов и минимальным обжатием середины соответствует формуле (1), наведенная вогнутой профилировкой вогнутость по ширине рас- , катов будет устранена и раскат будет иметь параллельные боковые кромки (фиг. 3). После окончания разбивки ширины раскат снова поворачивается на 90 в горизонтальной плоскости и прокатывается вдоль до толщины подката, передаваемого на чистовую клеть,- а затем до толшряны готового листа.
Поскольку для листовых станов характерен более интенсивный износ центральной части бочки, к концу кампании валков черновой клети их начальная стрела вогнутости С увеличивается. Если увеличение Срр не компенсировать, то раскаты даже при большем обжатии концов слябов по сравнению с их серединой будут приобретать вогнутость по ширине. Для предотвращения этого величина разности между максимальным обжатием концов и минимальным обжатием середины должна быть увеличена в соответствии с формулой, которая учитывает износ валков по количеству прокатанного металла:
с/(4В) с/ (ЛВ) + (2)
где Q - количество металла, прокатанного с начала кампании валков черновой клети, т; Q количество металла, прокатанного за всю кампанию валков черновой клети, т; .Ь. - ширина листа, мм. Пример 1. Прокатка листа ведется на стане 2800, для которого максимальная выпуклость по ширине c/g . 210 мм имеет место при fi / ju. 3,0; |U.. 2,0; В/Н 3,33. В этом случае стрела вогнутости вогнутой профилировки валков черновой клети С„р 1,12(3-0,99)-0,08-2+0,21-3,33 2,8 мм.
Прикатывается раскат, выпуклость по ширине которого rij находится на нижнем пределе: /g 15 мм при прокатке без переменного обжатия в клети с вертикальными валками и без вогнутой профилировки валков черновой клети. Нижний предел cf 15 мм равен максимально допустимому отклонению по ширине листов с b 1500 мм. На стане 2800 t/j 15 мм имеет место при |Ц. 1,7; fi 1,87 и степени износа Q/Qg 0.Тогда разность между обжатием концов и середины сляба о (В) 104 мм. Величина максимального обжатия переднего и заднего концов
/1В„, /(лВ)+ ЛВ, 124 мм,
где 4 Вр 20 мм - из условия взрыхления окалины.
Пример 2. На том же стане прокатывается лист при и. 2,0 и степени износа Q/Q g О с выпуклостью по ширине, равной 113 мм (в середине
диапазона изменения этого параметра) . Величина переменного обжатия концов - сляба в этом случае по формуле (1) c(JB) 49 мм. Величина максимального обжатия переднего и заднего торцов
сляба йЕ 69 мм, где JB. 20 мм- из условия взрыхления окалины на слябе.
Пример З.В тех же условиях
прокатывается лист при fi 3, степени износа Q/Qс О раскат которого имеет выпуклость по ширине /5 210 мм (верхний предел изменения этого параметра) . Величина переменного обжатия
концов сляба (В) 0. Величина постоянного по длине обжатия сляба ЛВс 20 мм.
Предлагаемый способ по сравнению . с известным позволяет устранить выпуклости по ширине раската на всей его длине и получить раскат с параллельными боковыми кромками вследстт вие того, что устраняющая вьшуклость по ширине раската вогнутая профилировка валков черновой клети и устраняющая наведенную вогнутой профилировкой вогнутость по ширине раската с переменным обжатием концов сляба воздействуют на всю длину обрабатываемых кромок. В случае пробуксовки сляба при захвате вер гикальными валками после разбивки ширины раскат имеет не суженный, а расширенный конец. Этот дефект устраняется при обрезке боковых кромок на ножницах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки толстых листов | 1986 |
|
SU1342542A1 |
| Способ прокатки листов | 1985 |
|
SU1297957A1 |
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| Способ прокатки толстых листов | 1982 |
|
SU1091950A1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| Способ горячей прокатки листов | 1986 |
|
SU1359022A1 |
| ЛИСТОПРОКАТНЫЙ СТАН С УДЛИНЕННЫМИ РАБОЧИМИ ВАЛКАМИ | 2011 |
|
RU2499637C2 |
| Способ прокатки толстых листов | 1989 |
|
SU1696016A1 |
фиг, /
Фиг. 2
Редактор В. Петраш
Составитель М. Блатова
Техред А.Кравчук Корректоре. Шекмар
Заказ 3427/11Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 1 ПОЗЗ, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.З
| Сталь, 1974, № 12, с | |||
| УСТРОЙСТВО ДЛЯ ОЧИЩЕНИЯ СТОЧНЫХ ВОД | 1917 |
|
SU1104A1 |
| Авторское свидетельство СССР № 1262792, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
