Изобретение относится к прокатному производству и может быть использовано при получении толстых листов.
Цель изобретения - увеличение выхода годного путем снижения обрези листов и уменьшения цикла прокатки.
Поставленная цель достигается тем, что протяжку заготовки, разбивку ширины с использованием прокатки на «угол и последующую продольную прокатку при прокатке на «угол, раскат задают в.валки с ориентированием одной из его диагоналей параллельно оси валков, при этом разбивку ширины ведут до соотношения ЯА/В3 0,05-0,10, где Hk - толщина листа, при которой заканчивается этап разбивки ширины; Вз - конечная ширина листа, а последующую кантовку с ориентированием другой его диагонали параллельно оси валков осуществляют
по достижению 30-40% суммарного обжатия между кантовками.
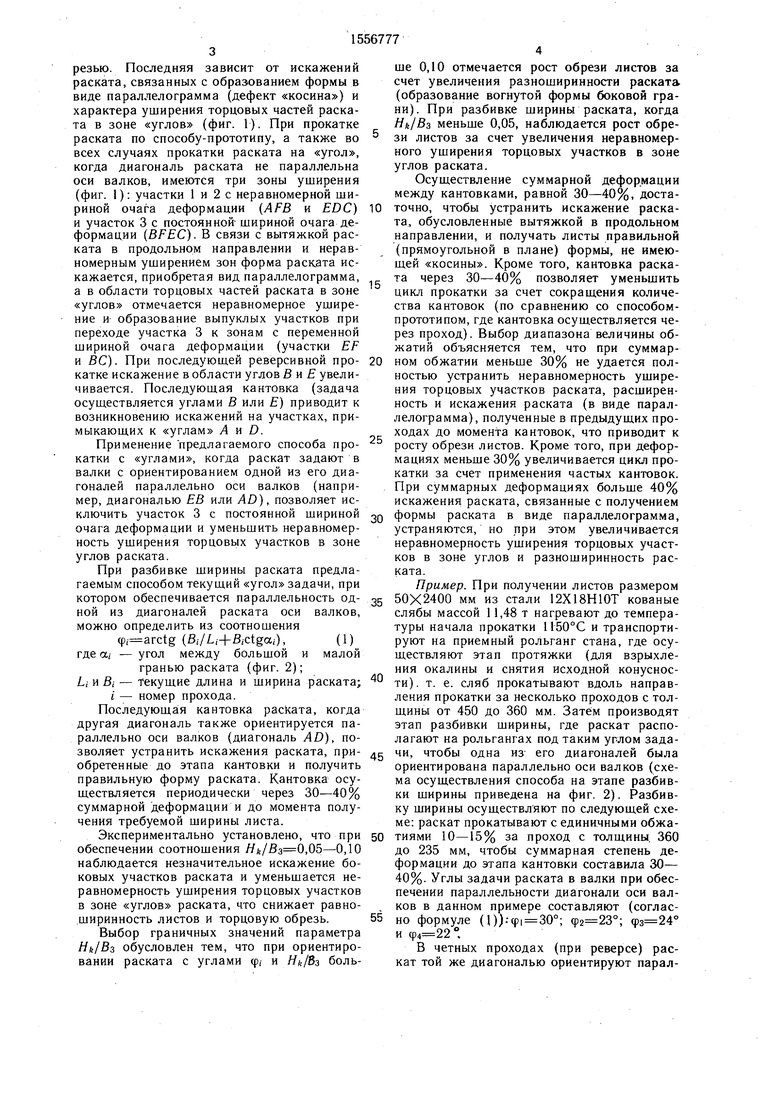
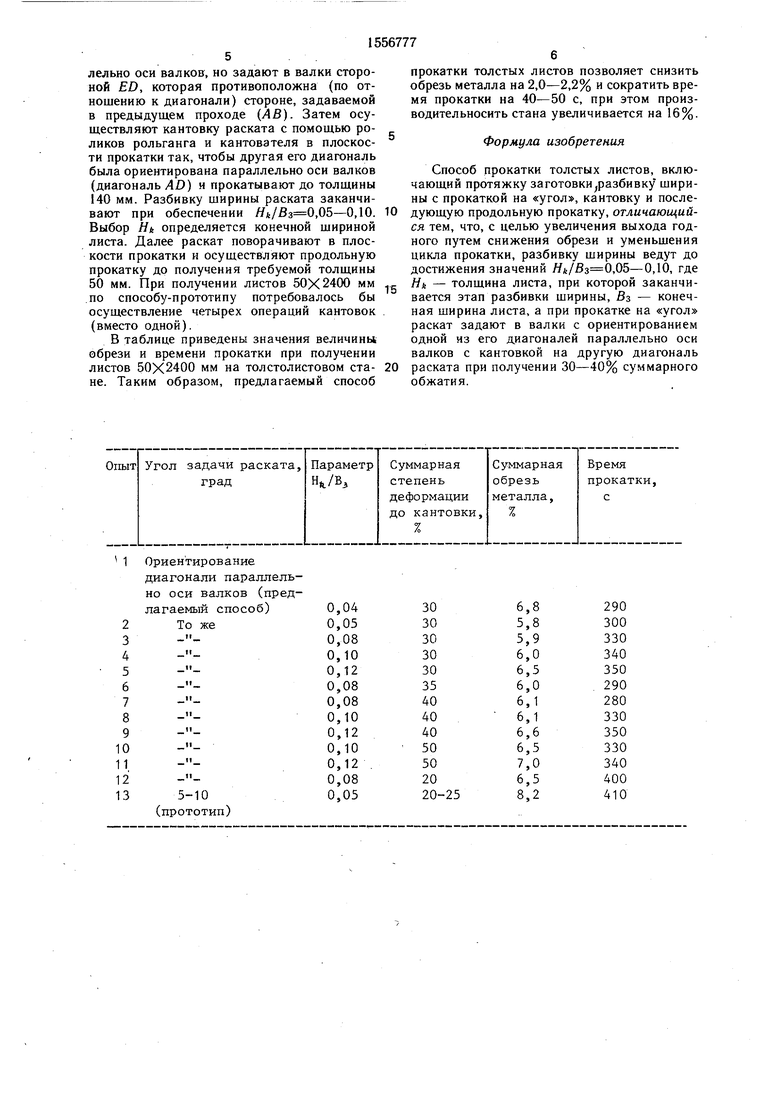
На фиг. 1 дана схема осуществления способа (а - прокатка на угол, б - кантовка раската, в - последующая прокатка на угол); на фиг. 2 - то же (а, б - прокатка на угол с ориентированием диагонали D параллельно оси валков, в - кантовка раската, г - последующая прокатка на угол с ориентированием диагонали Do параллельно оси валков).
Способ осуществляют следующим образом.
По предлагаемому способу при получении толстых листов с использованием прокатки на «угол обрезь металла, обусловленная получением неправильной (отличной от прямоугольной) формы листов в плане, определяется разноширинностью и торцовой обСП
сл а
j ч
ч
резью. Последняя зависит от искажений раската, связанных с образованием формы в виде параллелограмма (дефект «косина) и характера уширения торцовых частей раската в зоне «углов (фиг. 1). При прокатке раската по способу-прототипу, а также во всех случаях прокатки раската на «угол, когда диагональ раската не параллельна оси валков, имеются три зоны уширения (фиг. I): участки 1 и 2 с неравномерной шириной очага деформации (AFB и EDC) и участок 3 с постоянной- шириной очага деформации (BFEC). В связи с вытяжкой раската в продольном направлении и неравномерным уширением зон форма раската искажается, приобретая вид параллелограмма, а в области торцовых частей раската в зоне «углов отмечается неравномерное ушире- ние и образование выпуклых участков при переходе участка 3 к зонам с переменной шириной очага деформации (участки EF и ВС). При последующей реверсивной про- катке искажение в области углов В и Ј увеличивается. Последующая кантовка (задача осуществляется углами В или Е) приводит к возникновению искажений на участках, примыкающих к «углам А и D.
Применение предлагаемого способа про- катки с «углами, когда раскат задают в валки с ориентированием одной из его диагоналей параллельно оси валков (например, диагональю ЕВ или AD), позволяет исключить участок 3 с постоянной шириной очага деформации и уменьшить неравномерность уширения торцовых участков в зоне углов раската.
При разбивке ширины раската предлагаемым способом текущий «угол задачи, при котором обеспечивается параллельность од- ной из диагоналей раската оси валков, можно определить из соотношения
cp.arctg (BrfLi+Btctga,),(1)
где а; - угол между большой и малой
гранью раската (фиг. 2);
Li и Bi - Текущие длина и ширина раската; i - номер прохода.
Последующая кантовка раската, когда другая диагональ также ориентируется параллельно оси валков (диагональ AD), позволяет устранить искажения раската, при- обретенные до этапа кантовки и получить правильную форму раската. Кантовка осуществляется периодически через 30-40% суммарной деформации и до момента получения требуемой ширины листа.
Экспериментально установлено, что при обеспечении соотношения Я4/Вз 0,05-0,10 наблюдается незначительное искажение боковых участков раската и уменьшается неравномерность уширения торцовых участков в зоне «углов раската, что снижает равно- ширинность листов и торцовую обрезь.
Выбор граничных значений параметра обусловлен тем, что при ориентировании раската с углами ср, и Я&/8з больше 0,10 отмечается рост обрези листов за счет увеличения разноширинности раската (образование вогнутой формы боковой грани). При разбивке ширины раската, когда Hk/Вз меньше 0,05, наблюдается рост обрези листов за счет увеличения неравномерного уширения торцовых участков в зоне углов раската.
Осуществление суммарной деформации между кантовками, равной 30-40%, достаточно, чтобы устранить искажение раската, обусловленные вытяжкой в продольном направлении, и получать листы правильной (прямоугольной в плане) формы, не имеющей «косины. Кроме того, кантовка раската через 30-40% позволяет уменьшить цикл прокатки за счет сокращения количества кантовок (по сравнению со способом- прототипом, где кантовка осуществляется через проход). Выбор диапазона величины обжатий объясняется тем, что при суммарном обжатии меньше 30% не удается полностью устранить неравномерность уширения торцовых участков раската, расширенность и искажения раската (в виде параллелограмма), полученные в предыдущих проходах до момента кантовок, что приводит к росту обрези листов. Кроме того, при деформациях меньше 30% увеличивается цикл прокатки за счет применения частых кантовок. При суммарных деформациях больше 40% искажения раската, связанные с получением формы раската в виде параллелограмма, устраняются, но при этом увеличивается неравномерность уширения торцовых участков в зоне углов и разноширинность раската.
Пример. При получении листов размером 50X2400 мм из стали 12Х18Н10Т кованые слябы массой 11,48 т нагревают до температуры начала прокатки 1150°С и транспортируют на приемный рольганг стана, где осуществляют этап протяжки (для взрыхления окалины и снятия исходной конусности), т. е. сляб прокатывают вдоль направления прокатки за несколько проходов с толщины от 450 до 360 мм. Затем производят этап разбивки ширины, где раскат располагают на рольгангах под таким углом задачи, чтобы одна из его диагоналей была ориентирована параллельно оси валков (схема осуществления способа на этапе разбивки ширины приведена на фиг. 2). Разбивку ширины осуществляют по следующей схеме: раскат прокатывают с единичными обжатиями 10-15% за проход с толщины. 360 до 235 мм, чтобы суммарная степень деформации до этапа кантовки составила 30- 40%. Углы задачи раската в валки при обеспечении параллельности диагонали оси валков в данном примере составляют (согласно формуле (1)):ф, 30°; и .
В четных проходах (при реверсе) раскат той же диагональю ориентируют параллельно оси валков, но задают в валки стороной ED, которая противоположна (по отношению к диагонали) стороне, задаваемой в предыдущем проходе (АВ). Затем осуществляют кантовку раската с помощью роликов рольганга и кантователя в плоскости прокатки так, чтобы другая его диагональ была ориентирована параллельно оси валков (диагональ AD) и прокатывают до толщины 140 мм. Разбивку ширины раската заканчивают при обеспечении ЯА/Вз 0,05-0,10. Выбор Hk определяется конечной шириной листа. Далее раскат поворачивают в плоскости прокатки и осуществляют продольную прокатку до получения требуемой толщины 50 мм. При получении листов 50X2400 мм по способу-прототипу потребовалось бы осуществление четырех операций кантовок (вместо одной).
В таблице приведены значения величины обрези и времени прокатки при получении листов 50X2400 мм на толстолистовом ста- не. Таким образом, предлагаемый способ
прокатки толстых листов позволяет снизить обрезь металла на 2,0-2,2% и сократить время прокатки на 40-50 с, при этом производительность стана увеличивается на 16%.
Формула изобретения
Способ прокатки толстых листов, включающий протяжку за готовки ;разбивку ширины с прокаткой на «угол, кантовку и последующую продольную прокатку, отличающийся тем, что, с целью увеличения выхода годного путем снижения обрези и уменьшения цикла прокатки, разбивку ширины ведут до достижения значений ,05-0,10, где Hk - толщина листа, при которой заканчивается этап разбивки ширины, Вз - конечная ширина листа, а при прокатке на «угол раскат задают в валки с ориентированием одной из его диагоналей параллельно оси валков с кантовкой на другую диагональ раската при получении 30-40% суммарного обжатия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ ИЗ СЛЯБОВ | 1992 |
|
RU2068308C1 |
| Способ прокатки листов | 1985 |
|
SU1328010A1 |
| Способ прокатки листов преимущественно из слитков ЭШП | 1991 |
|
SU1779417A1 |
| Способ прокатки листов | 1986 |
|
SU1424881A1 |
| Способ прокатки круглой стали в клетях трио | 1989 |
|
SU1690867A1 |
| Способ производства толстых листов | 1988 |
|
SU1519801A1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| Способ прокатки листов из слитков | 1982 |
|
SU1097400A1 |
| Способ прокатки толстых листов | 1989 |
|
SU1696016A1 |
| Способ прокатки листов | 1982 |
|
SU1061862A1 |
Изобретение относится к прокатному производству и используется при получении толстых листов. Цель изобретения - увеличение выхода годного путем снижения обрези листов и уменьшения цикла прокатки. Заготовку (раскат) при прокатке на угол задают в валки с ориентированием одной из его диагоналей параллельно оси валков, при этом разбивку ширины ведут до получения значений Hк/Bз=0,05-0,10, где Hк - толщина листа, при которой заканчивается этап разбивки ширины
Bз - конечная ширина листа, а последующую кантовку с ориентированием другой его диагонали параллельно оси валков осуществляют до достижения 30-40% суммарного обжатия между кантовками. Способ позволяет увеличить производительность на 16% и сократить время прокатки на 40-50 с. 2 ил.
Ориентирование диагонали параллельно оси валков (предa
A
Фиа.1
8
V
0сь 80ЛМ03
Ъ
И
ЧР
i n
| Литовченко К- В | |||
| Станы и технология прокатки листовой стали | |||
| М.: Металлургия, 1979, рис | |||
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
