Изобретение относится к прокатке металлов, в частности к прокатке толстых листов на реверсивных станах.
Цель изобретения - экономия металла путем уменьшения боковой обре- зи.
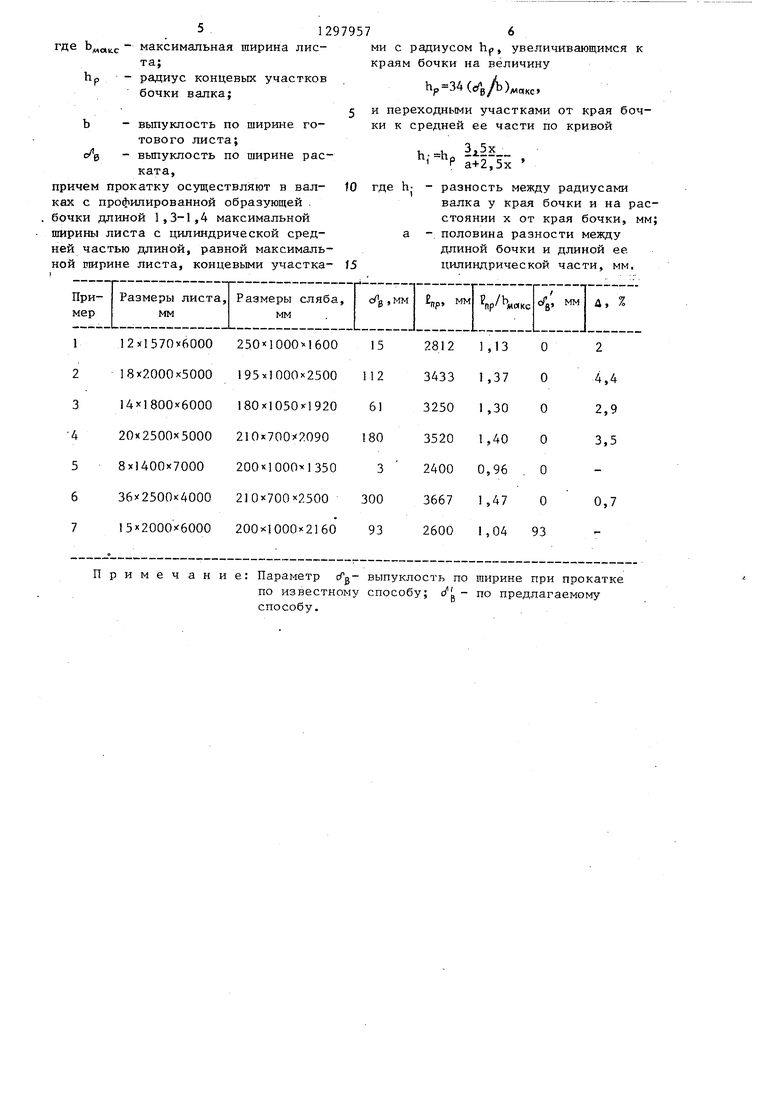
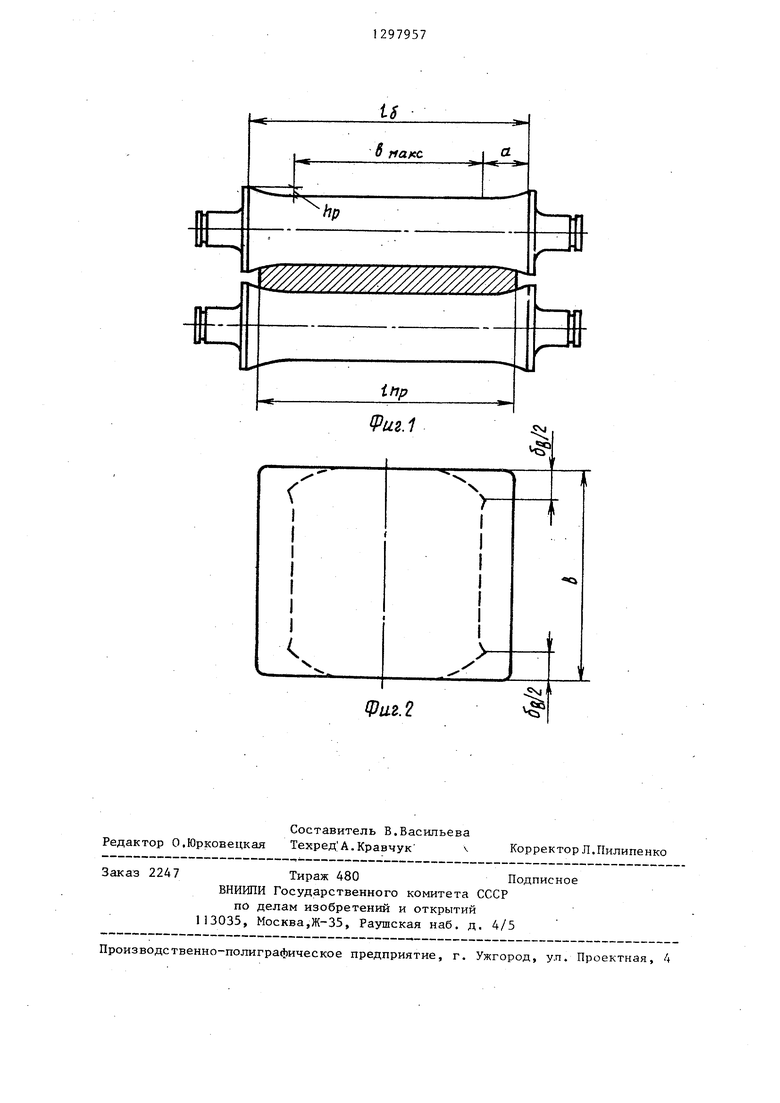
На фиг. 1 показана профилировка валков черновой клети и очаг деформации при прокатке в черновой клети поперекjсечение; на фиг, 2 - форма раската после поперечной прокатки. в черновой клети по предлагаемому способу (основные линии) и по известному (пунктирные линии), план,
Способ осуществляется Следующим образом,
Сляб задается в валки черновой клети так, что его продольная ось совпадает с направлением прокатки, На бочках валков черновой клети имеется профршировка, длина средней цилиндрической части которой равна максимальной ширине листов Ь (фиг,1). Если длина гладкой части бочки меньше Ь„д,,., при прокатке вдоль после второго поворота на 90 боковые кром- .ки раската обжимаются в большей степени, чем его центральная часть, .и. вследствие больпшй вытяжки прикромоч- ных слоев металла образуется значительная выпуклость торцов (рога),, . для удаления которой увеличивают торцевую обрезь.
После прокатки-сляба до длины
пр -ЬмаксС
0,02hp-b/c/8 + I,67)
за 2-4 прохода раскат поворачивается на 90 в горизонтальной плбскости и П1:окатывается поперек для получения необходимой ширины листа (разбивка пшрины), Если раскат при прокатке только на гладкой части бочки шириной (известный способ) получается с выпуклостью по ширине c/ g , то при протяжке (предлагаемый способ его длина увеличивается до Ef,p Ь,,,;, для того, чтобы при разбивке ширины концевые участки валков обжимали кромки раската в большей степени, чем обжимается его центральная часть на цилиндрической части бочки, Вслед йтвие большей вытяжки прикромочных слоев металла вьтуклость торцов раската, образующаяся при веерообразном уширении, компенсируется (фиг,2) Возможность изменять длину раската
при протяжке I
1,) ь;
пр
т макс Д
(1,3 макс
позволяет изменять степень обжатия боковых кромок раската, следовательно, степень компенсации выпуклости торцов раската. Таким образом, появляется возможность регулирования неравномерности вытяжек по пшрине раската в зависимости от величины подлежащей устранению выпуклости по этой ширине.
Выбор длины бочки валков Р, равной (1,3-1,4) обусловлен тем, что при прокатке раскатов, имеющих максимальную выпуклость по ширине раскатов i/g , для ее компенсации необходима максимальная неравномерность обжатия по ширине раската. Поэтому такой раскат при протяжке раскатывается до максимальной длины , равной длине бочки валков, При поперечной прокатке после первого
поворота на 90 боковые кромки рас- .ката шириной (фиг. 1) прокатываются с переменным, уменыпаю ч;имся к центру раската, обжатием. Размер а дол5кен быть равен длине концов раската с с/ ц 1,0,1;(;, на которой выпуклость
по 1чирине уменьшается до нуля. Исследованиями на толстолистовом стане установлено, что у раскатов с наиболее неблагоприятной формой в плане (т,е.
имекхдих .) длина концов, на которых cCg уменьшается до нуля, с каждой стороны равна в среднем (0,1-0,15) всей длины раската. У раскатов с меньишми (/J меньше длина концов с
переменной шириной. Поэтому для раскатов с с| б„„ с а(0,1-0,15)Ig, а длина рабочей части бочки 1с определяет40
ся из соотношения
б Ь акб+2а Ь „,с+2(0,1-0,15) fg ,
Отсюда следует, что 1Еб«( -1 3-1 ,4) Ьето(кс. При прокатке раскатов с c/g менее максимальной меньше 85 и соответственно уменьшается ширина кро- 45 мок, на которых переменным обжатием компенсируется разнодлинность при поперечной прокатке (следовательно, . разноширинность готового раската),
Разность радиусов h должна обеспечивать компенсацию максимально возможной ддо,;.. на данном стане за счет на 2hp больигего обжатия кромок по сравнению с обжатием центра на гладкой бочке. Это1 1у условию удовлетворяет найденная экспериментально зависимость
(),
MrtKC
где () максимальное при прокатке на гладкой части бочки валков черновой клети данного стана отношение выпуклое ти по ширине раската с/е к ширине листа Ь.. Переход от цилиндрической части бочки к ее краям определяется по кривой
, , 3.5х aTzTSx
где h - разность между радиусами
валка у края бочки и на расстоянии X от края бочки а - половина разности между длиной бочки валка и длиной ее цилиндрической части, мм. После получения заданной ширины листа с учетом припуска на боковую обрезь поперечной прокаткой раскат поворачивается на 90 в горизонтальной плоскости и прокатывается вдоль в черновой клети для получения под- ката на чистовую клеть, который затем в чистовой клети прокатьшается до толпщны готового листа.
Пример. На толстолистовом стане прокатывается лист 12 1570 6000 мм из сляба 250x1000x16000 мм. Параметры профилировки для данного стана: Ьц, мм; ,83 мм; где мм при прокатке листов Ь 2500 мм. Выпуклость по пшрине раскатов, прокатываемых на гладкой части бочки (т.е. по известному спо- собу), равна 14 мм, т.е. находится на нижнем пределе, поскольку допускаемая (g для листов b 7 1500 мм рав- на 15 мм. В данном случае при прокатке по известному способу определена зкспериментально, однако она может определяться и путем расчета.
Необходимая для устранения i/g длина сляба после протяжки мм
Таким образом, необходимая относительная длина бочки в этом случае равна „р/Ьщд|. 1 ,1 3. При прокатке с увеличенной длиной бочки валков чер- новой клети коэффициент вытяжки при протяжке до мм увеличивается по сравнению с прокаткой по известному способу, когда предельная мм (,76 против |u l,63). В связи с этим Wg уменьшается не только за счет больплего обжатия кромок раската при разбивке ширины, но и за счет увеличения ju. Погрешность
0
5 0 5
О Q
п
5
в определении Е„р в связи с отсутствием коррекции по ,, учитывая, что при |t({ 1 ,76 мм при прокатке на гладкой части бочки, а Е 2756 мм, равна
д 281у756 .,,,,2%.
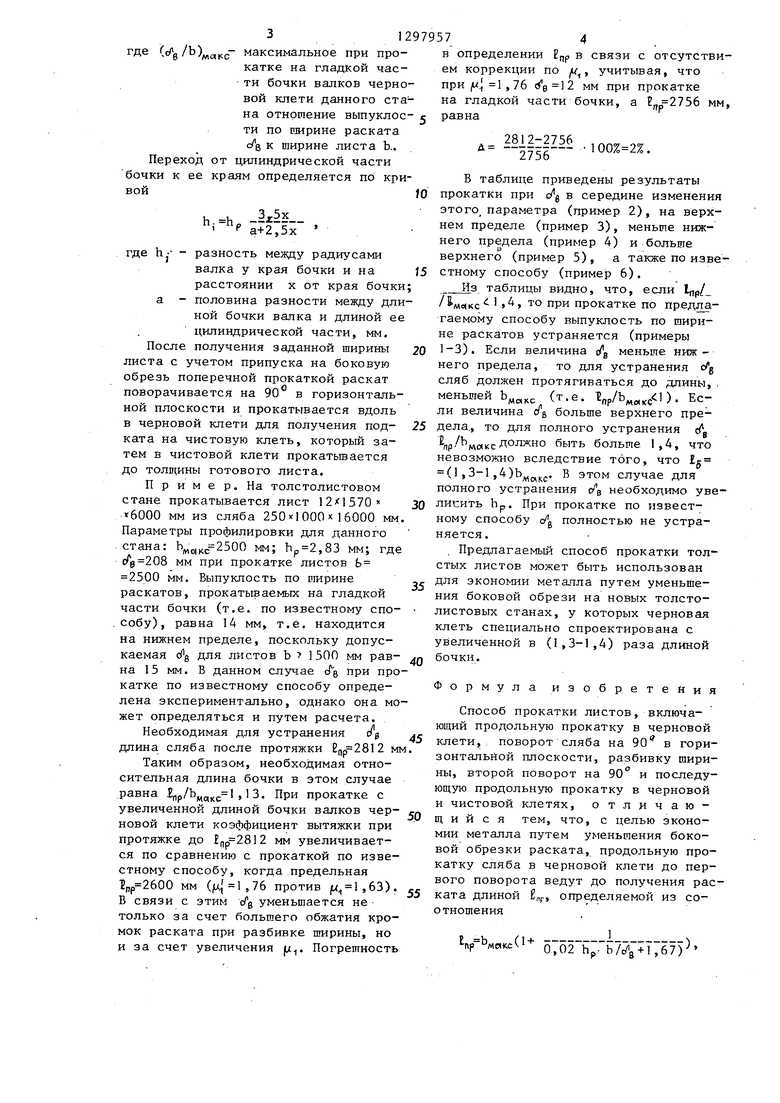
В таблице приведены результаты прокатки при c/ g в середине изменения этого параметра (пример 2), на верхнем пределе (пример 3), меньше нижнего предела (пример 4) и больше верхнего (пример 5), а также по известному способу (пример 6).
Из таблицы видно, что, если 1пр/ /В.„с(кс - г° при прокатке по предлагаемому способу выпуклость по ширине раскатов устраняется (примеры 1-3). Если величина ( меньше нижнего предела, то для устранения c/ g сляб должен протягиваться до длины,. меньшей (т.е. Епр/Ъ„.1 ) . Если величина (ff, больше верхнего предела., то для полного устранения 1 р/Ьц Рдолжно быть больше 1,4, что невозможно вследствие того, что g (1 ,3-1,4),. В этом случае для полного устранения о в необходимо увеличить hp. При прокатке по известному способу (/g полностью не устраняется.
Предлагаемый способ прокатки толстых листов может быть использован для экономии металла путем уменьшения боковой обрези на новых толстолистовых станах, у которых черновая клеть специально спроектирована с увеличенной в (1,3-1,4) раза длиной бочки.
Формула изобретения
Способ прокатки листов, включающий продольную прокатку в черновой клети,: поворот сляба на 90 в гори- зонтальйой плоскости, разбивку пшри- ны, второй поворот на 90 и последующую продольную прокатку в черновой и чистовой клетях, отличающийся тем, что, с целью экономии металла путем уменьшения боковой обрезки раската, продольную прокатку сляба в черновой клети до первого поворота ведут до получения раската длиной лр, определяемой из соотношения
(I + oToFhp b7 +Т7б7)
512979576
где - максимальная ширина лис- ми с радиусом hp, увеличивающимся к
та; hp - радиус концевых участков
бочки валка; р--VC B/U,,,,.
5 и переходными участками от края боч- b - выпуклость по ширине готового листа;
/0 - вьтуклость по ширине раската, причем прокатку осуществляют в вал- 10 где h- - разность между радиусами
краям бочки на величину (),
содными участ ки к средней ее части по кривой
, , StzTsx
ках с профилированной образующей . бочки длиной 1,3-1,4 максимальной ширины листа с цилиндрической средней частью длиной, равной максимальной ририне листа, концевыми участка-
Примечание: Параметр выпуклость по ширине при прокатке
по известному способу; с/ - по предлагаемому способу.
ми с радиусом hp, увеличивающимс
р--VC B/U,,,,.
и переходными участками от края
где h- - разность между радиусам
краям бочки на величину (),
содными участ ки к средней ее части по кривой
, , StzTsx
валка у края бочки и на расстоянии X от края бочки, мм; - половина разности между длиной бочки и длиной ее. цилиндрической части, мм.
б
nafcc
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки | 1984 |
|
SU1328012A1 |
| Способ прокатки толстых листов | 1986 |
|
SU1342542A1 |
| Способ прокатки толстых листов | 1982 |
|
SU1091950A1 |
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| ЛИСТОПРОКАТНЫЙ СТАН С УДЛИНЕННЫМИ РАБОЧИМИ ВАЛКАМИ | 2011 |
|
RU2499637C2 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| Способ прокатки листов | 1985 |
|
SU1328010A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| Комплект вертикальных валков | 1983 |
|
SU1091954A1 |
Изобретение позволяет уменьшить расход металла путем уменьшения вы- пукпости по ширине раскатов при про.изводстве толстых листов на реверсивных станах. Цель изобретения - экономия металла путем уменьшения боковой обрези. Прокатка в черновой клети ведется в валках с увеличенной до .1,3-1,4 максимальной ширины листов b бочкой, именщих профилировку с цилиндрической средней частью и концевыми участками с радиусами, увеличив аюп1;имися к краям бочки на величину (). Переход от края бочки к ее цилиндрической части выполнен по кривой h, р-3,5х/а+2,5х. При прокатке вдоль до первого поворота на 90 ° (продольная схема прокатки с протяжкой и разбивкой ширины) слябы раскатываются до получения длины, определяемой из соотношения Е Ьмакс(1 + 1/002 }1р-Ь/сГе+1,67). В результате поворота на 90° длина раската становится его шириной, разность обжатий в профилированных валках между центром раската и его боковыми KpOMKaNm обеспечивает увеличенную втяжку прикромочных участков, которая компенсирует вьтуклость торцов. В результате получаемые равные торцы после второго поворота на 90 стано- S вятся параллельными боковыми кромками, что позволяет уменьшить боковую обрезь до минимума. 1 табл.,2 ил. 4 К со ч со О1 м
E
Ир
limm mmmmm.
-i
.
-i-Tl
Составитель В.Васильева Редактор О.Юрковецкая Техред А.Кравчук v
Заказ 2247Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва,Ж-35, Раушская наб. д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
иг.1
J
Корректор Л.Пилипенко
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Васильев Я.Д | |||
| и др | |||
| Производство полосовой и листовой стали | |||
| - Киев: Вища школа, 1976, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
