Изобретение относится к станкостроению, в частности к способу управления круглым врезным шлифованием, например, на круглошлифовальном станке.
Цель изобретения - повышение качества обрабатываемых деталей и производительности работы оборудования на этапе чистового шлифования путем активного управления процессом на этапе выхаживания, что позволяет оптимизировать продолжительности этого этапа.
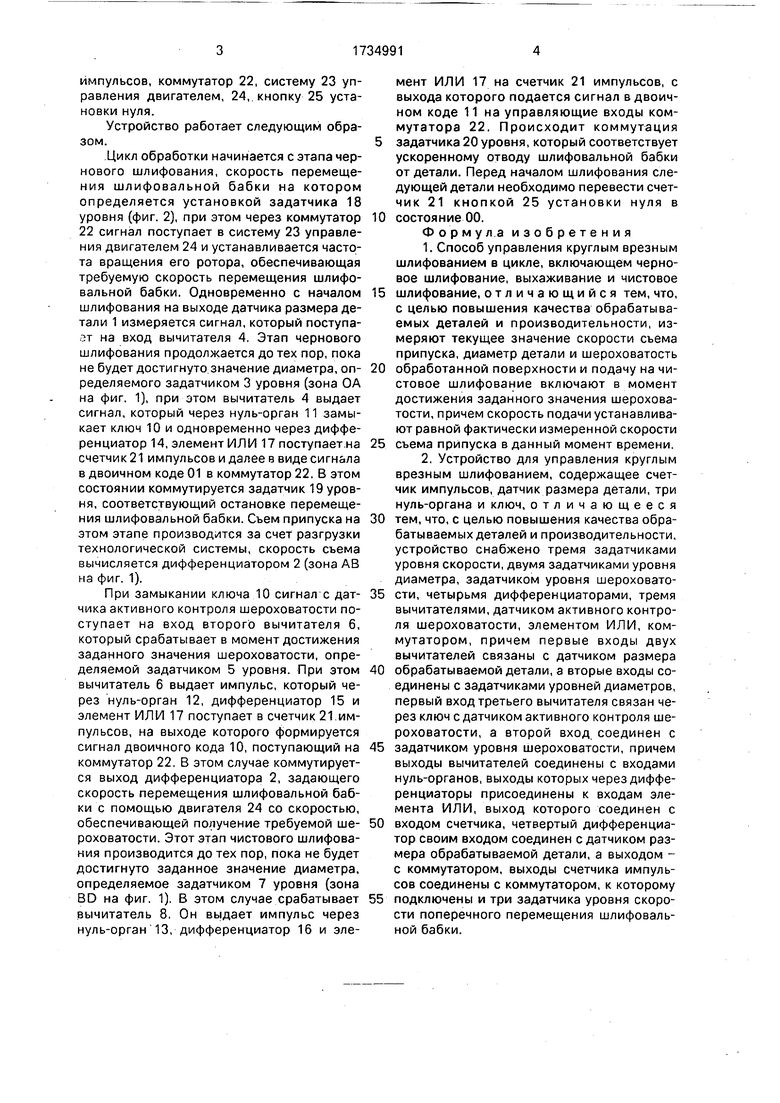
На фиг. 1 представлен график изменения фактической скорости съема припуска в течение цикла круглого врезного шлифования; на фиг. 2 - блоч-схема устройства для реализации способа.
На фиг. 1 обозначены: Vc - скорость подачи суппорта на этапе чернового шлифования; Vi - скорость фактической подачи (скорость съема припуска) на этапе чернового шлифования; V2 - скорость съема припуска на этапе остановки шлифовальной бабки; Vs - скорость съема припуска на этапе чистового шлифования.
Устройство содержит датчик 1 размера детали, дифференциатор 2, задатчик 3 уровня, первый вычитатель 4, задатчик 5 уровня, второй вычитатель 6, задатчик 7уровня, третий вычитатель 8, датчик 9 активного контроля шероховатости обрабатываемой детали, ключ 10, нуль-органы 11-13, дифференциаторы 14-16, элемент ИЛИ 17, задат- чики 18-20 уровней скорости, счетчик 21
xl СО
ю о
импульсов, коммутатор 22, систему 23 управления двигателем, 24, кнопку 25 установки нуля.
Устройство работает следующим образом.
Цикл обработки начинается с этапа чернового шлифования, скорость перемещения шлифовальной бабки на котором определяется установкой задатчика 18 уровня (фиг. 2), при этом через коммутатор 22 сигнал поступает в систему 23 управления двигателем 24 и устанавливается частота вращения его ротора, обеспечивающая требуемую скорость перемещения шлифовальной бабки. Одновременно с началом шлифования на выходе датчика размера детали 1 измеряется сигнал, который поступа- эт на вход вычитателя 4. Этап чернового шлифования продолжается до тех пор, пока не будет достигнуто значение диаметра, определяемого задатчиком 3 уровня (зона ОА на фиг. 1), при этом вычитатель 4 выдает сигнал, который через нуль-орган 11 замыкает ключ 10 и одновременно через дифференциатор 14, элемент ИЛИ 17 поступает на счетчик 21 импульсов и далее в виде сигнала в двоичном коде 01 в коммутатор 22. В этом состоянии коммутируется задатчик 19 уровня, соответствующий остановке перемещения шлифовальной бабки. Съем припуска на этом этапе производится за счет разгрузки технологической системы, скорость съема вычисляется дифференциатором 2 (зона АВ на фиг. 1).
При замыкании ключа 10 сигнал с датчика активного контроля шероховатости поступает на вход второго вычитателя 6, который срабатывает в момент достижения заданного значения шероховатости, определяемой задатчиком 5 уровня. При этом вычитатель 6 выдает импульс, который через нуль-орган 12, дифференциатор 15 и элемент ИЛИ 17 поступает в счетчик 21 импульсов, на выходе которого формируется сигнал двоичного кода 10, поступающий на коммутатор 22. В этом случае коммутируется выход дифференциатора 2, задающего скорость перемещения шлифовальной бабки с помощью двигателя 24 со скоростью, обеспечивающей получение требуемой шероховатости. Этот этап чистового шлифования производится до тех пор, пока не будет достигнуто заданное значение диаметра, определяемое задатчиком 7 уровня (зона BD на фиг. 1). В этом случае срабатывает вычитатель 8. Он выдает импульс через нуль-орган 13, дифференциатор 16 и элемент ИЛИ 17 на счетчик 21 импульсов, с выхода которого подается сигнал в двоичном коде 11 на управляющие входы коммутатора 22. Происходит коммутация
задатчика 20 уровня, который соответствует ускоренному отводу шлифовальной бабки от детали. Перед началом шлифования следующей детали необходимо перевести счетчик 21 кнопкой 25 установки нуля в
состояние 00.
Формула изобретения
1.Способ управления круглым врезным шлифованием в цикле, включающем черновое шлифование, выхаживание и чистовое
шлифование, отличающийся тем, что, с целью повышения качества обрабатываемых деталей и производительности, измеряют текущее значение скорости съема припуска, диаметр детали и шероховатость
обработанной поверхности и подачу на чистовое шлифование включают в момент достижения заданного значения шероховатости, причем скорость подачи устанавливают равной фактически измеренной скорости
съема припуска в данный момент времени.
2.Устройство для управления круглым врезным шлифованием, содержащее счетчик импульсов, датчик размера детали, три нуль-органа и ключ, отличающееся
тем, что, с целью повышения качества обрабатываемых деталей и производительности, устройство снабжено тремя задатчиками уровня скорости, двумя задатчиками уровня диаметра, задатчиком уровня шероховатости, четырьмя дифференциаторами, тремя вычитателями, датчиком активного контроля шероховатости, элементом ИЛИ, коммутатором, причем первые входы двух вычитателей связаны с датчиком размера
обрабатываемой детали, а вторые входы соединены с задатчиками уровней диаметров, первый вход третьего вычитателя связан через ключ с датчиком активного контроля шероховатости, а второй вход соединен с
задатчиком уровня шероховатости, причем выходы вычитателей соединены с входами нуль-органов, выходы которых через дифференциаторы присоединены к входам элемента ИЛИ, выход которого соединен с
входом счетчика, четвертый дифференциатор своим входом соединен с датчиком размера обрабатываемой детали, а выходом - с коммутатором, выходы счетчика импульсов соединены с коммутатором, к которому
подключены и три задатчика уровня скорости поперечного перемещения шлифовальной бабки.
гг,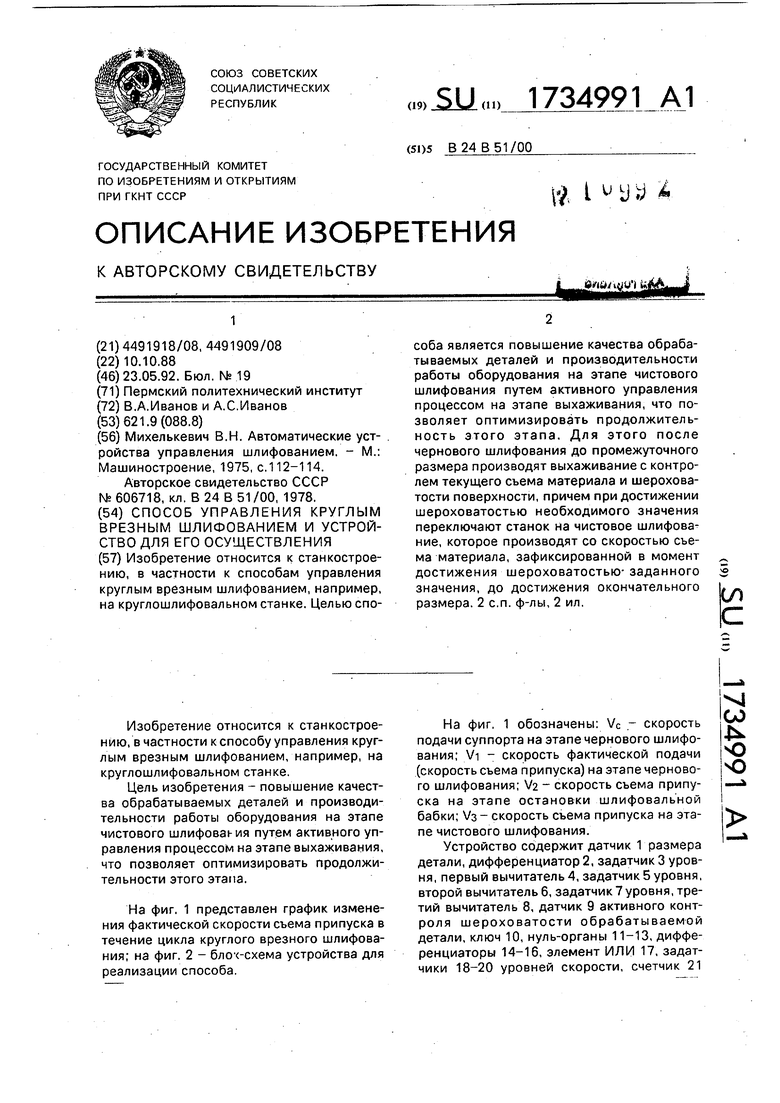
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ВРЕЗНОГО ШЛИФОВАНИЯ | 1990 |
|
RU2019384C1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
| Способ адаптивного управления процессом врезного шлифования | 1977 |
|
SU779052A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
Изобретение относится к станкостроению, в частности к способам управления круглым врезным шлифованием, например, на круглошлифовальном станке. Целью способа является повышение качества обрабатываемых деталей и производительности работы оборудования на этапе чистового шлифования путем активного управления процессом на этапе выхаживания, что позволяет оптимизировать продолжительность этого этапа. Для этого после чернового шлифования до промежуточного размера производят выхаживание с контролем текущего съема материала и шероховатости поверхности, причем при достижении шероховатостью необходимого значения переключают станок на чистовое шлифование, которое производят со скоростью съема материала, зафиксированной в момент достижения шероховатостью- заданного значения, до достижения окончательного размера. 2 с.п. ф-лы, 2 ил. (Л С
| Михелькевич В.Н | |||
| Автоматические устройства управления шлифованием | |||
| - М.: Машиностроение, 1975, с.112-114 | |||
| Устройство для управления шлифовальным станком | 1975 |
|
SU606718A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
