Изобретение относится к обработке металлов давлением, а именно: к изготовлению штамповой оснастки и предназначено для использования в кузнечно-штамповоч- ном производстве.
Известна подштамповая плита, выполненная цельнометаллической с элементами крепления верхней и нижней опорными поверхностями.
Недостатком использования такой под- штамповой плиты является неравномерность нагружения нижней опорной поверхности плиты, в результате чего происходит преждевременное продавливание ее центральной части с уменьшением ее вертикального размера, что снижает эксплуатационную стойкость плиты и приводит к возникновению отклонений размеров изделий при штамповке.
Наиболее близкой по технической сущности к предлагаемой является подштамповая плита пресса. Эта плита выполнена монолитной, имеет прямоугольную в поперечном сечении форму. На торцах плиты размещены Т-образные пазы для установки элементов крепления штампа.
Недостатками данного технического решения являются низкая эксплуатационная стойкость плиты и недостаточная точность изделий, обусловленные преждевременным изнашиванием вертикального размера в срединной части плиты, вследствие неравномерного нагружения по длине и ширине, кроме того, циклически повторяющиеся высокие нагрузки на нижней опорной поверхности плиты приводят к выкрашйванию частиц металла с поверхности, в свою очередь приводящему к образованию усталост- ных трещин и разрушению плиты.
00
о
4Ь
ел со
|«™д
Цель изобретения - повышение стойкости плиты и точности изделий,
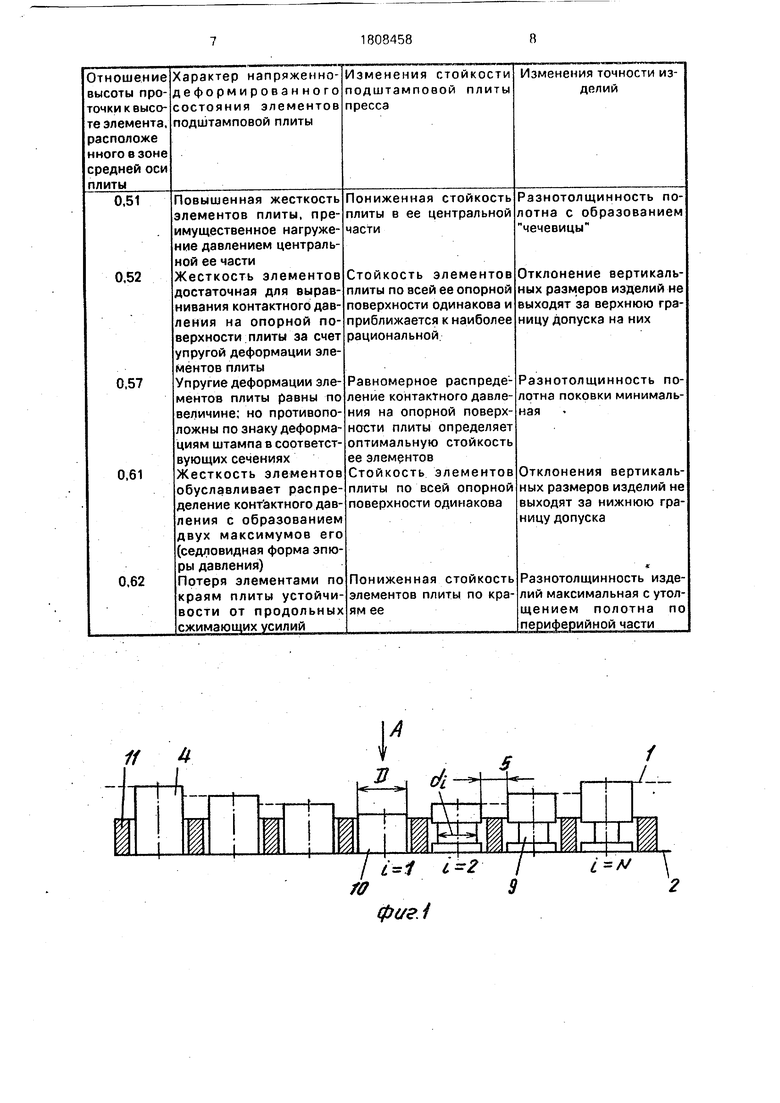
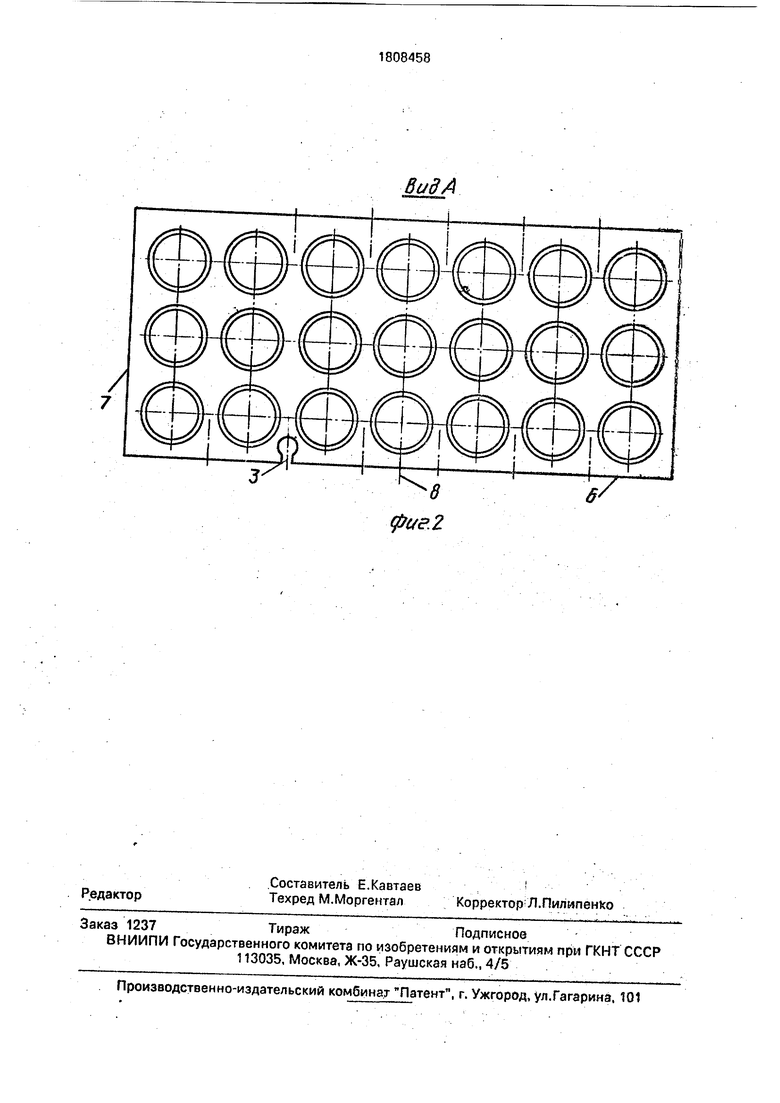
На фиг.1 изображена подштамповая плита, продольный разрез; на фиг.2 - вид А на фиг.1.
Подштамповая плита пресса содержит верхнюю 1 и нижнюю 2 опорные поверхности с элементами крепления 3 со штампом. Плита1 составлена из отдельных элементов 4, установленных с зазором 5 по длине б и ширине 7 плиты с уменьшением своей высоты в направлении к средней оси 8 плиты. Причем элементы выполнены в своей средней части с проточками 9 одинаковой высоты, величина которой составляет 0,52-0,61 от высоты элемента 10, расположенного в зоне средней оси плиты.
В таблице даны несколько значений отношения высоты проточки к высоте элемента, расположенного в Зоне средней оси плиты, с указанием изменения стойкости плиты и точности изделий,
Величина диаметра проточки элементов увеличивается в направлении к средней оси плиты по следующей зависимости:
D:v-m
где D - диаметр элемента, расположенного
в средней оси плиты, мм; . 3
di - диаметр проточки i-ro элемента, мм; i - порядковый номер элемента от 1 до
N с возрастанием в направлении от средней
оси плиты;
N - количество элементов по одну сто
рону от средней оси плиты,
Элементы 4 установлены в корпусе 11 в соответствующие им сквозные отверстия. При этом высота отдельных элементов 4 изменяется от одного к другому со ступенчатым приближением верхней 1 опорной поверхности к нижней 2 в направлении к средней оси 8 плиты. Изменение высоты от одного отдельного элемента к другому выполнено на величину, равную частному от деления разности расстояния между опор- ными поверхностями 1 и 2 на количество ступеней по одну сторону от средней оси плиты 8.
Пример конкретной реализации.
Заявляемая подштампоэая плита была реализована в лабораторных условиях на гидравлическом прессе усилием деформирования до 2 МН, Размеры плиты в плане принимались равными 135x290 мм при ми- нимальном расстоянии между поверх- постами 1 и 2, равном 20 мм, и наибольшем расстояний, равном 38 мм. При количестве ступеней по одну сторону от средней оси плиты, равном 3, изменение высоты от одного элемента к другому составило б мм.
5
5
0
5
0
При величине диаметра элемента, расположенного в зоне средней оси плиты, равной 28 мм, диаметры проточек элементов составляют;
« «-dfa-w-i&j5
0 5
0 5
28 (мм);
1-1
2-1
v-T - v-&ri 24,5 (мм),
где N 4 - количество элементов по одну сторону от средней оси плиты;
I - порядковый номер элемента от 1 до Nc возрастанием в направлении от средней оси плиты,..
Аналогично для da 21 мм и d4 18 мм.
Подштамповая плита пресса работает следующим образом.
На верхнюю опорную поверхность 1 плиты с помощью элементов крепления 3 устанавливают штамп. Нижней опорной поверхностью 2 плиту крепят к поперечине пресса с помощью элементов крепления 3.
При нагружении подштамповой плиты вертикальной нагрузкой от усилий штамповки каждый из отдельных элементов 4 упруго деформируется, уменьшаясь в вертикальном размере и увеличиваясь в своем поперечном размере. При этом конструкция корпуса 11 обеспечивает независимое упругое деформирование каждому из отдельных элементов благодаря наличию зазоров 5. После снятия нагрузки отдельные элементы 4 упруго восстанавливают свою первоначальную форму,. .,
Ступенчатое приближение верхней опорной поверхности 1 к нижней опорной поверхности 2 позволяет получить равномерное нзгружение верхней опорной поверхности вертикальной нагрузкой. Возможность независимого упругого деформирования каждого из отдельных элементов 4 позволяет передавать без изменения эту нагрузку на нижнюю опорную поверхность 2 плиты с сохранением равномерности нагружения.Лри этом минимальное расстояние между опорными поверхностями 1 и 2 в средней оси плиты определяется из условия прочности элементов 4, а наибольшее расстояние между этими поверхностями определяется устойчивостью элементов при сжатии.
Как видно из таблицы, при отношении высоты проточки к высоте элемента, расположенного в зоне средней оси плиты, меньше нижней границы заявленного интервала отмечается снижение стойкости плиты в ее центральной части с возникновением раз- нотолщинности полотна поковки в виде че- чевицы. При величинах указанного
отношения больших верхней границы заявленного интервала снижается стойкость элементов плиты по краям и возникает раз- нотолщинность полотна изделий с максимальным утолщением по периферийной его части. При величинах рассматриваемого отношения, входящих в заявленный интервал, отмечается наибольшая стойкость под- штамповой плиты пресса и достигается наибольшая точность изделий.
При выполнении диаметра проточки элементов по значениям, соответствующим заявленной математической зависимости, достигаются наибольшая стойкость под- штамповой плиты и точность получаемых изделий.
Выполнение величин диаметров по значениям меньше рассчитанных по заявленной зависимости вызывает снижение стойкости плиты вследствие возникновения значительных контактных давлений в центральной ее части, что приводит к возникновению остаточных пластических деформаций и выкращиванию. Превышение величинами диаметров рассматриваемых значений приводит к снижению точности изделий в виде разнотолщииности полотна с образованием такого дефекта как чечевица.
Выполнение элементов в их средней части с проточками одинаковой высоты позволяет при использовании одного и того же материала для изготовления отдельных элементов изменять их жесткость, увеличивая величину диаметра проточки в направлении к средней оси плиты по заявленной зависимости. Это в свою очередь дает возможность создавать такую жесткость по длине и ширине плиты, при которой достигается достаточная стойкость плиты при высокой точности изделий благодаря исключению разнотолщинности полотна.
Измерение величины давления на нижней опорной поверхности с помощью месдоз при штамповке показало достижение цели изобретения, т.е. выравнивания величины давления на нижней опорной поверхности, что повышает стойкость плиты, и повышение точности изделий за счет, уменьшения разнотолщинности полотна.
Использование в кузнечно-штамповоч- ном производстве предложенной подштам- повой плиты пресса при изготовлении штамповой оснастки для штамповки позволит повысить эксплуатационную стойкость плиты за счет выравнивания давления на нижней опорной поверхности с уменьшением величины давления в центральной и уменьшении давления по краям ее, что уменьшит долю расходов дорогостоящей штамповкой стали при производстве доко5 вок.
При стоимости подштамповой плиты, равной 425 руб, и стойкости ее, равной 2300 штук изделий, увеличение ее стойкости до 5500-6000 штук, и увеличении стоимости
0 плиты до 720 руб. и годовом выпуске изделий, равном 1500 штук, с учетом экономии от повышения выхода годного в размере 3-9 руб. экономический эффект составит от 112 руб. до 157 руб. от-использования одной
5 подштамповой плиты пресса.
Формула изобретения Подштамповзя плита пресса, имеющая прямоугольную в поперечном сечении форму с нижней и верхней опорными поверхно0 стями и с пазами для установки элементов крепления штампа, размещенными на ее боковых сторонах, отличающаяся тем, что с целью повышения стойкости плиты и точности изделий, подштамповая плита
5 выполнена состоящей из корпуса со сквозными отверстиями, направленными перпендикулярно его нижней опоркой поверхности и расположенными симметрично относительно средней оси корпуса
0 рядами по его длине и ширине, а пазы для установки элементов крепления штампа выполнены на боковых сторонах корпуса и цилиндрических элементов, размещенных в отверстиях корпуса с зазором друг относи5 тельно друга, элементы выполнены с выступающими из корпуса верхними опорными торцами, перпендикулярными их оси, возрастающими по высоте по мере их удаления от средней оси корпуса и с проточкой, рас0 положенной в средней части элементов, высота которой у всех элементов одинакова и составляет 0,52-0,61 от высоты элемента, расположенного в зоне средней оси корпуса, а диаметр уменьшается по мере удале5 ния элементов от средней оси корпуса по следующей зависимости:
ri. - п С - 1 ul D (1 2,08-N
где D - диаметр элемента, расположенного 0 в зоне средней оси корпуса, мм;
di - диаметр проточки 1-го элемента, мм; i - порядковый номер элемента от 1 до N с возрастанием D направлении от средней оси плиты;
5 N - количество элементов по одну сторону от средней оси плиты,
Отношение высоты проточки к высоте элемента, расположе много в зоне средней оси плиты
Характер напряженно- деформированного состояния элементов подштамповой плиты
Изменения точности изделий
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Узел крепления штампа | 1983 |
|
SU1278073A1 |
| ТЕПЛОИЗОЛЯЦИОННАЯ ПОДУШКА ДЛЯ ШТАМПОВ | 2011 |
|
RU2455101C1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Устройство для горячего изотермического деформирования | 1987 |
|
SU1505652A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1127680A1 |
| Способ упрочнения штампов | 1980 |
|
SU926042A1 |
| Узел крепления штампа к столу пресса | 1986 |
|
SU1371751A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2212341C2 |
| Способ изготовления деталей с односторонним оребрением и штамп для его осуществления | 1988 |
|
SU1648623A1 |
Изобретение относится к обработке металлов давлением. Сущность изобретения: плита составлена из отдельных элементов, выполненных с проточками одинаковой высоты, а величина диаметра проточки элементов увеличивается в направлении к средней оси плиты по следующей зависимости: di D(1- I - 1/2,08, N), где D - диаметр элемента, расположенного в зоне средней оси плиты, мм; di - диаметр проточки i-ro элемента, мм; I - порядковый номер элемента от 1 до N с возрастанием в направлении от средней оси плиты; N - количество элементов по одну сторону от средней оси плиты. 2 ил.
,51
,52
,57
,61
,62
Повышенная жесткость элементов плиты, преимущественное нагруже- ние давлением центральной ее части
Жесткость элементов достаточная для выравнивания контактного давления на опорной поверхности плиты за счет упругой деформации элементов плиты Упругие деформации элементов плиты равны по величине; но противоположны по знаку деформациям штампа в соответствующих сечениях Жесткость элементов обуславливает распределение контактного давления с образованием двух максимумов его (седловидная форма эпюры давления) Потеря элементами по краям плиты устойчивости от продольных сжимающих усилий
Пониженная стойкость плиты в ее центральной части
Разнотолщинность полотна с образованием чечевицы
Отклонение вертикальных размеров изделий не выходят за верхнюю границу допуска на них
Разнотолщинность поотна поковки минимальная
Отклонения вертикальных размеров изделий не выходят за нижнюю границу допуска
Пониженная стойкость элементов плиты по краям ее
Разнотолщинность изделий максимальная с утол- щением полотна по периферийной части
фиг.1
В ид А
| Подштамповая плита пресса открытого типа | 1985 |
|
SU1274838A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
