Изобретение относится преимущественно к вентиляторостроению и может применяться также для сборки аналогичных узлов в других отраслях промышленности.
Известен способ изготовления рабочего колеса вентилятора [1], заключающийся в выполнении на торцах лопаток выступов, а в дисках - пазов и выполнении перед каждым пазом углубления, образующего козырек, открытый со стороны паза. Ориентацию и введение лопатки в паз осуществляют через углубление под козырьком. Сборку лопаток с дисками осуществляют с помощью специального приспособления.
Недостатком этого способа является необходимость приложения усилия, направленного перпендикулярно к плоскости диска для ориентации лопатки относительно паза.
Целью изобретения является ориентация лопатки в пазу с помощью усилия, перемещающего лопатку в плоскости диска, это упрощает процесс сборки.
Для достижения цели в диске перед пазом выполняют сообщающуюся с пазом прорезь, в начале и/или в конце которой выполняют пересекающий ее разрез, и отгибают кромки прорези с увеличением кромок в сторону начала или конца прорези, а ориентацию и введение лопатки в паз осуществляют через проем между отогнутыми кромками. При введении лопаток под ориентирующие отгибы в направлении вдоль разреза отгибы образуют заходные участки и являются направляющими, создающими усилие поперек плоскости диска, и выступ лопатки выдвигается (или диски опускаются) до уровня наружной поверхности диска и лопатки до полного соприкосновения с дисками. В результате нет необходимости в приспособлениях, удерживающих лопатку в определенном положении, так как лопатка, установленная под ориентирующие отгибы находится в достаточно зафиксированном положении.
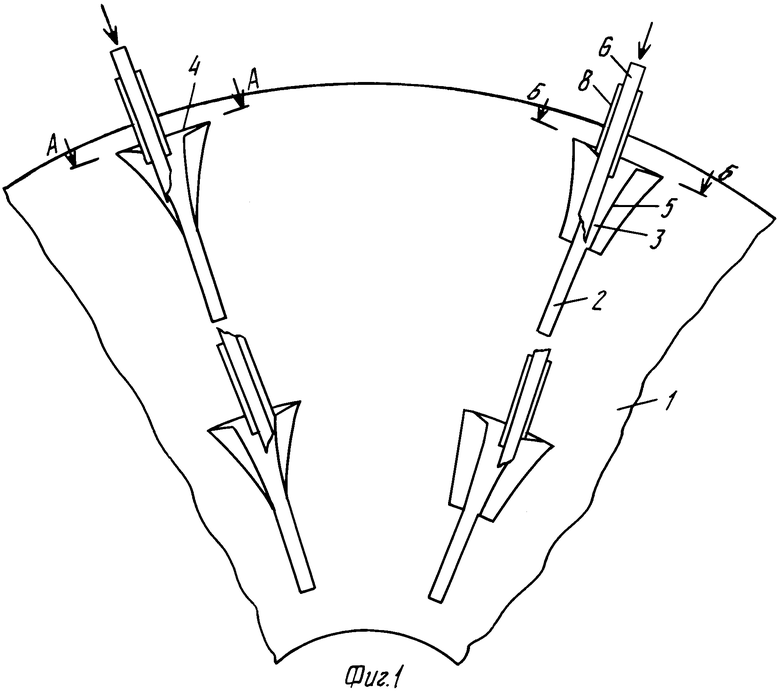
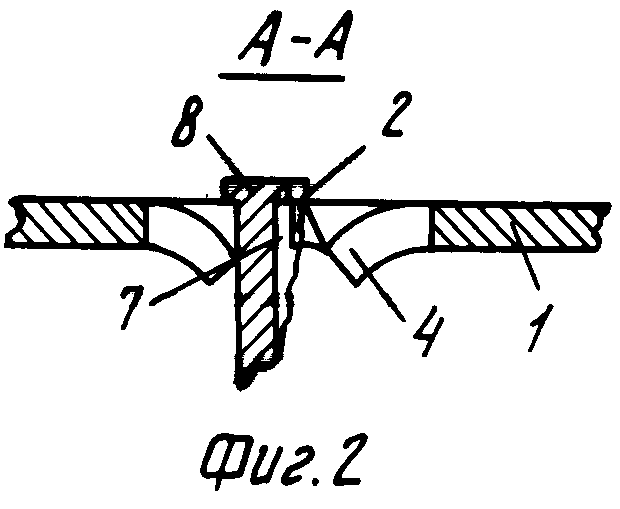
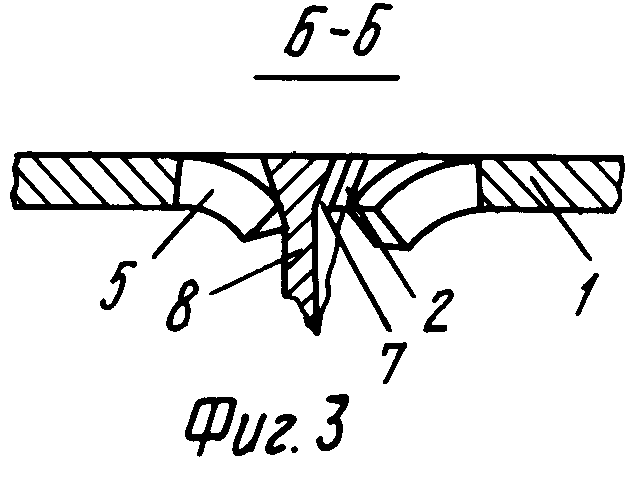
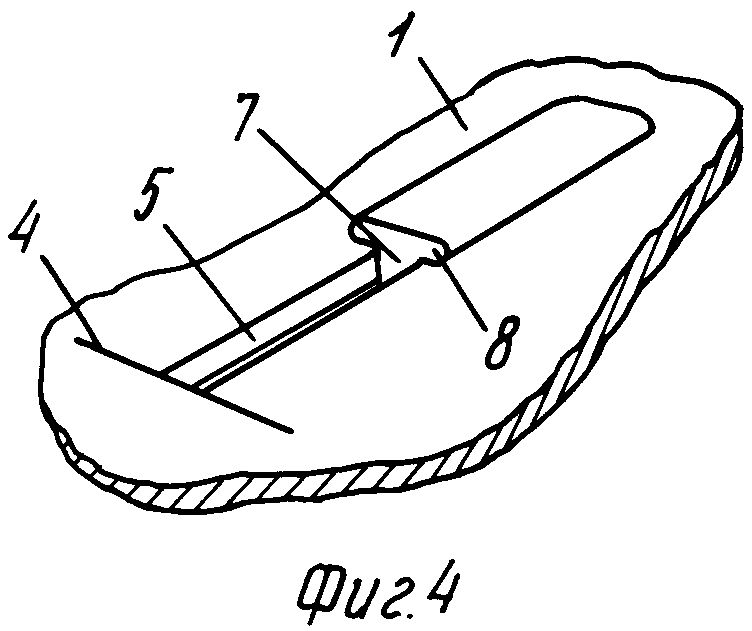
На фиг. 1 показана схема процесса сборки по предложенному способу; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - элемент колеса вентилятора в собранном виде.
Способ осуществляют следующим образом. Проводят подготовку к сборке. В дисках 1 рабочего колеса вентилятора выполняют пазы 2, перед пазами выполняют сообщающиеся с пазами прорези 3. В начале и/или в конце прорези выполняют пересекающий ее разрез 4 и отгибают кромки 5 прорези внутрь колеса вентилятора. Кромки отгибают с увеличением к началу прорези, отстоящему от паза (фиг. 1) или к концу (не показано) прорези, прилегающую к пазу.
Предпочтителен вариант, показанный на чертежах, когда увеличение отгиба кромки осуществляют у начала прорези. Разрезы 4 выполняют большими в месте прорези с увеличенным отгибом. В сторону уменьшения отгиба разрез может быть меньше (фиг. 1, 3) или отсутствует (фиг. 1, 2) и отгиб сводится на нет. Между отогнутыми кромками образуется проем, имеющий расширение для введения лопаток 6. На торцах лопаток выполняют выступы 7, на которых может быть предварительно выполнена развальцовка 8.
Сборку лопаток с дисками осуществляют следующим образом. Лопатки 6 поочередно или все одновременно устанавливают выступами 7 в прорези 3 и перемещают вдоль этих прорезей. Развальцовка 8 при этом опирается на отогнутые кромки 5, которые образуют направление для выступов в паз 2. Это перемещение осуществляется в двух направлениях, одно осуществляет ориентацию в плоскости диска, а другое - поперек этой плоскости, т. е. в вертикальном направлении.
Сборка может осуществляться одновременно с двумя дисками. При сборке колеса с развальцовкой 8 выступа 7 (фиг. 3) длина прорези 3 может быть равной длине выступа 7, тогда при входе выступа в паз 2 будет упругая деформация диска или немного длиннее. При сборке колеса (фиг. 4) длина прорези должна быть больше длины выступа 7. При отгибе кромок 5 с увеличением их к пазу 2 сборка осуществляется изнутри колеса при выполнении паза и прорези по фиг. 1. При этом выступы вначале перемещаются в одном направлении до ориентации, а затем - в обратном до размещения выступа 7 в пазу 2. Это обеспечивает как одновременную, так и поочередную сборку лопаток с дисками, а также непрерывный процесс сборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления колеса вентилятора | 1990 |
|
SU1771910A1 |
| ЦЕНТРОБЕЖНЫЙ ВЕНТИЛЯТОР | 1989 |
|
RU2049270C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И/ИЛИ СВАРКИ | 1990 |
|
RU2047452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 1992 |
|
RU2017561C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020026C1 |
| СПОСОБ ПОДГОТОВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016911C1 |
| Утилизатор тепла | 1991 |
|
SU1827507A1 |
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2014938C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029653C1 |
Сущность изобретения: в дике колеса изделия типа колеса вентилятора выполняют пазы и перед каждым пазом сообщающуся с пазом прорезь, в начале и/или в конце которой выполняют пересекающий ее разрез. Отгибают кромки прорези с увеличением ширины кромок в сторону начала или конца прорези, а ориентацию и введение лопатки в паз осуществляют через проем между отогнутыми кромками. 4 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА И ПРЕИМУЩЕСТВЕННО КОЛЕСА ВЕНТИЛЯТОРА, включающий выполнение в диске колеса паза, а на торце лопатки-выступа, ориентацию и введение лопатки - в паз с последующей фиксацией, отличающийся тем, что в диске перед пазом выполняют сообщающуюся с пазом прорезь, в начале и/или в конце которой выполняют пересекающий разрез, и отгибают кромки прорези с увеличением ширины кромок в сторону начала или конца прорези, а ориентацию и введение лопатки-выступа в паз осуществляют через проем между отогнутыми кромками.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления рабочего колеса центробежного вентилятора | 1985 |
|
SU1437586A1 |
