Изобретение относится к обработке металлов давлением, в частности высадке в матрицах и используется преимущественно в медицинской технике, а именно, в операциях остеосинтеза при лечении переломов костей.
В медицинской технике известно устройство для изготовления упорной площадки на спице (1), содержащее ручки, шарнирно соединенные с помощью оси, в которой выполнено эксцентрично расположенное отверстие, одна из ручек которого снабжена откидным флажком с пазом под спицу, соосным с отверстием, а на оси со стороны другой ручки установлено храповое колесо и подпружиненная собачка.
Известно также "устройство для изготовления спицы с опорной площадкой" (2), содержащее корпус с пазом, установленную в корпусе ось со шпилькой и отверстием под спицу, рукоятками, закрепленными на корпусе и оси.
Недостатком известных устройств, применяемых в медицинской технике, является возможность изготавливать опорную площадку с малой площадью упора в виде изогнутой части спицы. Малая площадь упора не позволяет использовать такую спицу при больших натяжениях, так как вызывает смятие костных тканей в зоне воздействия опорной площадки.
Кроме того, манипуляции, связанные с изгибом спицы перпендикулярно ее продольной оси, для образования опорной площадки, трудоемки и требуют значительной траты времени.
Наиболее близким к заявленному устройству аналогом по технической сущности и достигаемому результату является устройство для образования утолщений на длинномерных заготовках (3), содержащее исполнительный механизм в виде разъемных матриц, образующих рабочую камеру и привод.
Недостатком известного устройства является невозможность его использования в медицинской технике во время проведения операции.
Задачей, которую решает настоящее изобретение является создание устройства для высадки утолщения на прутковом материале, использование которого сокращает время и обеспечивает возможность высадки утолщения с формированием увеличенной опорной площадки на прутковом материале неограниченной длины в любом месте, находящегося в кости во время проведения операции.
Поставленная задача достигается тем, что исполнительный механизм выполнен параллелограммным в виде шарнирных стержней, шарнирных распорок и центрального стержня, на котором расположены регулировочная гайка, ползун и пружина, при этом шарнирные распорки одними своими концами шарнирно соединены с ползуном, а другими - с шарнирными стержнями. При этом ползун расположен на центральном стержне и с одной стороны поджимается регулировочной гайкой, а с другой поджат пружиной, действие которой направлено против силы удара бойка.
Учитывая особенность устройства, используемого преимущественно в медицинской технике, привод для него принят пружинный ударного действия, где для сжатия применяется мускульная сила исполнителя работ, а удар осуществляется за счет потенциальной энергии сжатой пружины. При этом ось перемещения бойка перпендикулярна оси высадки и пересекает ее в месте формообразования утолщения на прутке. Сила удара бойка от центрального стержня через шарнирные стержни и плоскопараллельно перемещающиеся траверсы равномерно распределяется между матрицами и концентрируется в зоне деформации, где и происходит высадка утолщения и формообразования опорной площадки на прутковом материале.
Применение в исполнительном механизме устройства, регулировочной гайки, ползуна и пружины на центральном стержне и двух шарнирных распорок шарнирно связанных одним концом с ползуном, а другим с шарнирными стержнями, позволяет регулировать расстояние между матрицами, придавать им фиксированное положение и вместе с тем, дает возможность сближаться под действием удара бойка привода. Все это позволяет использовать исполнительный механизм в виде стержневых шарнирных параллелограммов с центральным стержнем.
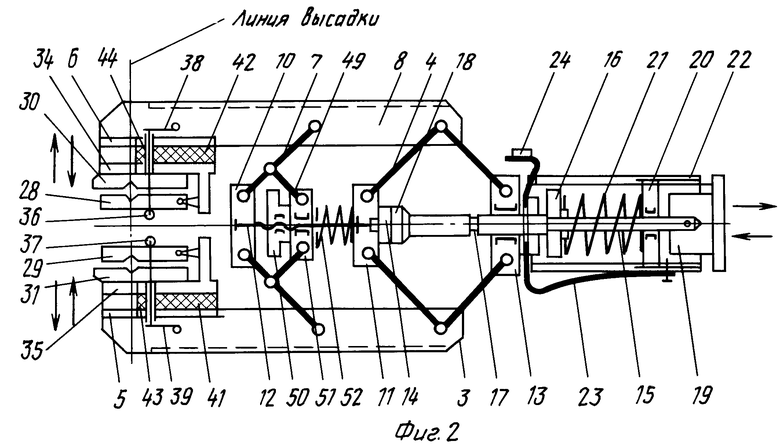
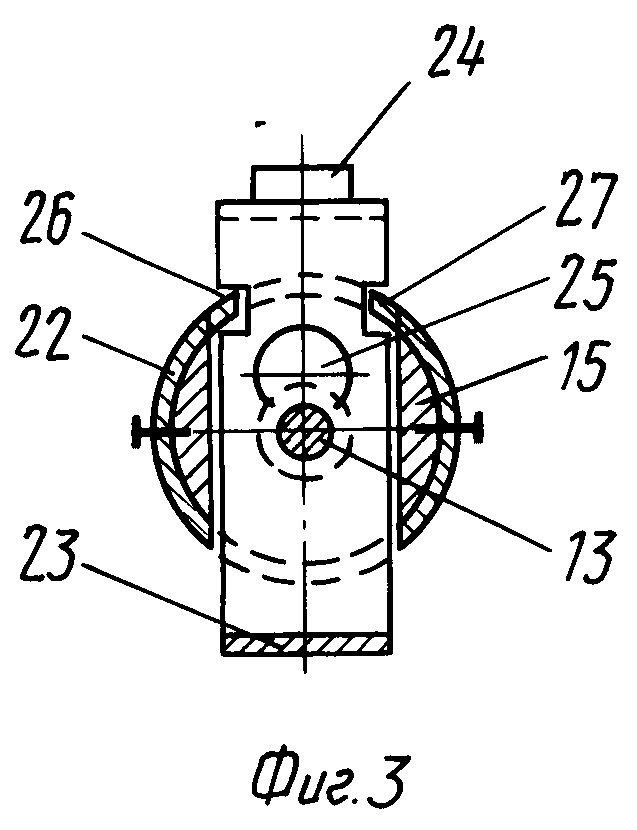
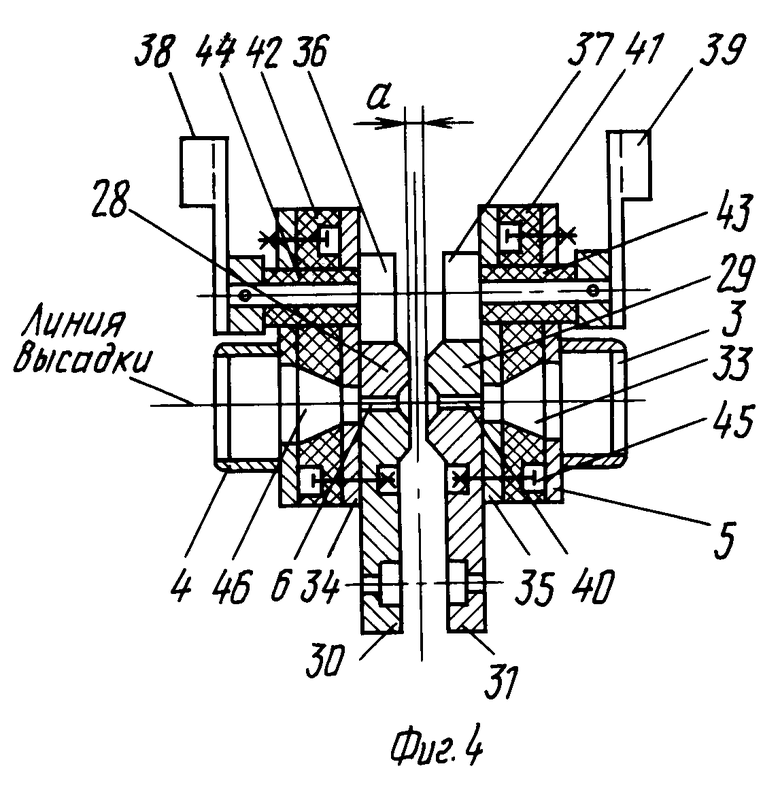
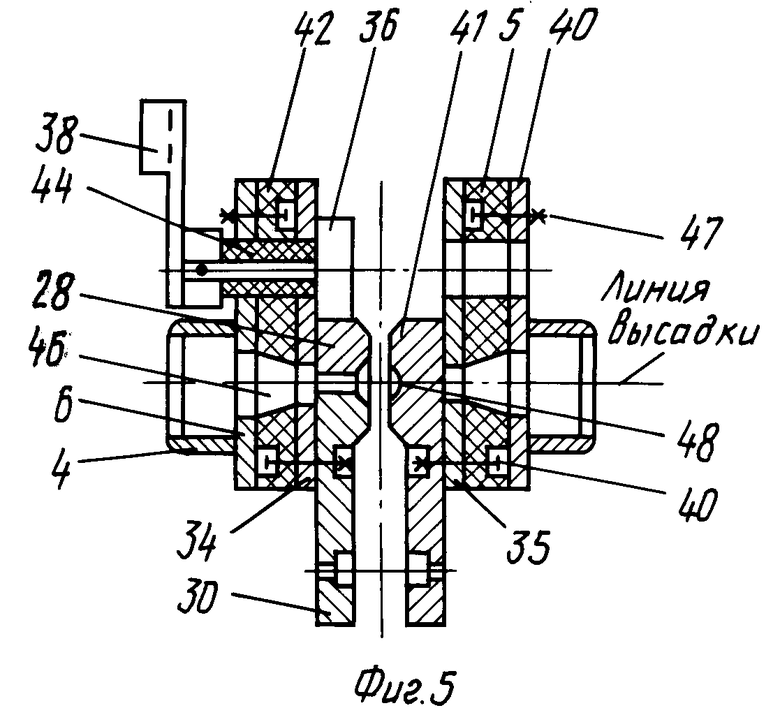
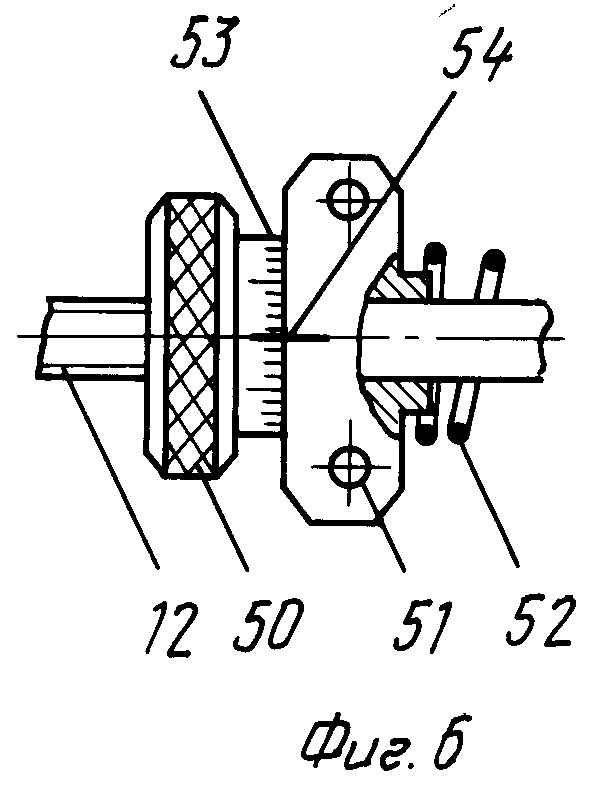
На фиг. 1 изображен пруток с утолщением 1 и опорной площадкой 2. Пруток может быть круглого, квадратного и другого симметричного и несимметричного сечения, опорная площадка может быть конусной, сферической и другой формы; на фиг. 2 - кинематическая схема устройства для высадки утолщения на прутковом материале (шток бойка находится в отпущенном положении); на фиг. 3 - поперечный разрез в зоне спускового механизма детального решения рукоятки (шток бойка показан во взведенном положении); на фиг. 4 - разрез (по линии высадки детального решения устройства в зоне высадки и формообразования утолщения с двумя разъемными матрицами (оси эксцентриков и крепежные элементы условно вынесены в плоскость разреза); на фиг. 5 - представлен разрез, по линии высадки, детального решения устройства в зоне высадки и формообразования утолщения с одной разъемной и одной неразъемной матрицами (элементы крепления условно вынесены в плоскость разреза); на фиг. 6 представлен узел детального решения сопряжения центрального стержня, регулировочной гайки, ползуна и пружины (распорки условно не показаны).
Устройство для высадки утолщения на прутковом материале (фиг. 2) состоит из двух траверс 3, 4 с опорными плитами 5, 6. С помощью шарнирных стержневых параллелограммов с тремя парами шарнирных стержней 7, 8, 9, шарнирных упоров 10, 11, жестко соединенных между собой центральным стержнем 12 и направляющей 13, траверсам 3, 4 обеспечивается плоскопараллельное перемещение и передаются усилия от привода. Центральный стержень 12 со стороны шарнирного упора 11 снабжен пятой 14.
Привод устройства (фиг. 2 ) выполнен пружинным ударного действия и состоит из штока 15 с упором 16 и кольцевой проточкой 17. На концах штока 15 с одной стороны имеется боек 18, а с другой закреплена натяжная кнопка 19. Шток 15 со стороны бойка 18 скользит во втулке направляющей 13, а с другой стороны - во втулке регулируемого упора 20. Между упором 16 и регулируемым упором 20 на штоке 15 зажата пружина 21. Регулируемый упор 20 с наружной резьбой может перемещаться по внутренней резьбовой проточке рукоятки 22, которая жестко крепится к направляющей 13.
Сила удара бойка 18, которая подбирается в зависимости от материала и размера прутка, а также от величины и формы утолщения 1, регулируется силой сжатия пружины 21 перемещением регулируемого упора 20 по резьбовой проточке рукоятки 22.
Спусковой механизм привода (фиг. 2 и фиг. 3) состоит из стопорной пластины 23, которая одним концом жестко крепится к рукоятке 22, а на другом заканчивается спусковой кнопкой 24. Стопорная пластина 23, проходя сквозь прорезь в рукоятке 22 и прилегая к направляющей 13 в месте пересечения со штоком 15, имеет два круглых отверстия, которые перекрывая друг друга образуют окно 25. Большое отверстие окна 25 свободно охватывает снаружи шток 15, а меньшее равно внутреннему размеру штока 15 в кольцевой проточке 17. Стопорная пластина 23 также имеет два предохранительных паза 26, которые вместе с выступами 27 рукоятки 22 исключают возможность срабатывания привода при случайном нажатии на спусковую кнопку 24.
Под действием упругой деформации стопорная пластина 23 постоянно поджимается к выступам 27 рукоятки 22 и меньшим отверстием окна 26 к штоку 15. При смещении штока 15 за натяжную кнопку 19 во взведенное положение меньшее отверстие окна 25 входит в кольцевую проточку 17, а выступы 27 - в предохранительные пазы 26 стопорной пластины 23.
Узел высадки и формообразования утолщения 1 и опорной площадки 2 устройства при получении утолщения середины прутка (фиг. 2 и 4) состоит из двух разъемных матриц с подвижными 28, 29 и неподвижными 30, 31 полусферами с пазами 32, расположенными по линии высадки, на сопрягаемых торцах которых имеются формующие лунки 33.
Подвижные полуформы 28, 29 шарнирно посажены на платах 34, 35 и поджимаются эксцентриками 36, 37 с рукоятками 38, 39.
Неподвижные полуформы 30, 31 крепежными элементами 40 жестко соединены с платами 34, 35 и имеют гнезда для подключения вторичной обмотки трансформатора.
Платы 34, 35 закрепляются к опорным плитам 5, 6 через пластины 41, 42 и втулки 43, 44, выполненные из диэлектрического материала, крепежными элементами 40, исключающими возможность электрического контакта между платами 34, 35 и опорными плитами 5, 6.
На платах 34, 35, пластинах 41, 42 и плитах 5, 6 имеются торцевые вырезы 45, 46 для возможности боковой подачи пруткового материала на линию высадки.
Для получения утолщения 1 и формообразования опорной площадки 2 на конце прутка (фиг. 5) одна из разъемных матриц (например, матрица с подвижной полуформой 29 и неподвижной 31) заменяются неразъемной матрицей 47 с формующей лункой 48, которая также неподвижно крепится к плате 35 крепежными элементами 40, исключающими электрический контакт с плитой 5. Центр формующей лунки 48 при этом находится на линии высадки. Надобность в эксцентрике 37, втулке 43 и рукоятке 39 в этом случае отпадает.
Регулирование зазора "а" между матрицами (фиг. 2 и 4) осуществляется сближением и разведением траверс 3, 4 с помощью пары шарнирных стержней 7 и распорок 49, а также регулировочной гайкой 50, ползуна 51 и пружины 52, посаженных на центральный стержень 12. Регулировочная гайка 50 на центральном стержне 12 перемещается по резьбе, а ползун 51 по гладкой направляющей.
Благодаря тому, что ползун 51 с одной стороны подпирается регулировочной гайкой 50, а с другой поджат пружиной 52, система шарнирных параллелограммов из трех пар шарнирных стержней 7, 8, 9 и траверс 3, 4, с помощью распорок 49, постоянно находится в уравновешенном состоянии и поддается регулировке.
Величина зазора "а" изменяется от нуля при соединенных разъемных матрицах, регулировочная гайка 50 находится в крайнем правом положении, до максимума, при расположении регулировочной гайки 50 в крайнем левом положении, и определяется по шкале 53 регулировочной гайки 50 относительно неподвижной риски 54 ползуна 51 (фиг. 6).
Устройство работает следующим образом.
Высадка утолщения 1 и формообразование опорной площадки 2 в середине прутка (из мягкого материала с σт≅0,5 кгс/мм2) производится в холодном состоянии в двух разъемных матрицах, соответствующих его размеру, сечению и необходимой формы получаемой опорной площадки.
Предварительно устанавливается зазор "а", от которого зависит размер получаемого утолщения и опорной площадки, с помощью регулировочной гайки 50. Визуально контроль за изменением величины зазора "а" осуществляется по шкале 53, проворачиваемой регулировочной гайки 50, относительно неподвижной риски 54 ползуна 51.
Сила удара бойка 18 по пяте 14 для каждого размера прутка, его материала, необходимой величины и формы утолщения, также предварительно, подбирается степенью сжатия пружины 21 вращением регулируемого упора 20 по резьбовой проточке рукоятки 22.
Взведение бойка 18 на исходную, ударную, позицию осуществляется усилием, преодолевающим силу сжатия сжатой пружины 21, перемещая за натяжную кнопку 19 шток 15 до фиксации его кольцевой проточки 17 меньшим отверстием окна 25 стопорной пластины 23.
На этом предварительная подготовка устройства для его работы заканчивается. После предварительной подготовки устройства пруток через торцевые вырезы 45,46 подается на линию высадки и в пазах 32 между подвижными 28, 29 и неподвижными 30, 31 полуформами в необходимом месте зажимается эксцентриками 36, 37 поворотом рукояток 38, 39.
Для осуществления удара бойка 18 перед нажатием на спусковую кнопку 24 необходимо сначала подать ее в сторону рабочего хода бойка 18 и вывести стопоpную пластину 23 из предохранительного положения. При этом предохранительные пазы 26 стопорной пластины 23 выходят из зацепления с выступами 27 рукоятки 22. Нажатием на спусковую кнопку 24 к рукоятке 22 окно 25 стопорной пластины 23, выходя из зацепления с кольцевой проточки 17 штока 15, освобождает его для удара бойка 18 по пяте 14.
Сила удара от пяты 14 передается на центральный стержень 12 через пары шарнирных стержней 7, 8, 9 и траверсы 3, 4, и равномерно распределяется между матрицами и концентрируется в зоне деформации прутка, где происходит высадка утолщения и формообразование опорной площадки.
После освобождения прутка эксцентриками 28, 29, удаления его с линии высадки и приведения бойка 18 на исходную ударную позицию, устройство готово для повторного нанесения утолщения на пруток того же диаметра и получения опорной площадки аналогичной формы.
На прутке из твердого материала (с σт> 0,5 кгс/мм2) высадка утолщения осуществляется с нагревом его в зоне деформации до температуры, при которой материал прутка приобретает пластичность, близкую к пластичности мягкого с σт≈ 0,5 кгс/мм2.
Электроконтактный нагрев прутка в зоне высадки утолщения осуществляется с помощью трансформатора, вторичная обмотка которого соединена с гнездами неподвижных полуформ 30, 31. Температура нагрева прутка определяется с помощью реле времени, включаемого ножной педалью. Визуальный контроль за работой реле времени и трансформатора осуществляется сигнальной лампочкой (трансформатор, реле времени, сигнальная лампочка и ножная педаль на фиг. не показаны).
Высадка утолщения и формообразование опорной площадки в холодном состоянии на торце прутка производится предлагаемым устройством аналогично нанесению утолщения в середине прутка. Однако предварительная подготовка устройства к работе заключается в замене одной из разъемных матриц на неразъемную и демонтаже деталей, принадлежащих замененной матрице (втулка, эксцентрик и его рукоятка).
При высадке утолщения на торце прутка с нагревом зоны деформации (после закрепления его в матрице) для надежности электроконтакта необходимо регулировочной гайкой 50 поджать неразъемную матрицу 47 к торцу прутка.
В медицинской практике для осуществления остеосинтеза переломов с применением наружных конструкций по методу Г.А. Илизарова все чаще стала появляться необходимость использования спиц с утолщением 1 и различной формы опорной площадки 2. На спицах из нержавеющей стали утолщения наносятся методом наплавки с применением драгоценных металлов и последующей механической обработкой.
Предварительно подготовленная спица с утолщением во время операции с помощью дрели вводится в костную ткань до сопряжения с упоpной площадкой, после чего осуществляется крепление ее к наружным конструкциям. Свободные концы закрепляемой, предварительно заготовленной спицы, не всегда могут оказаться необходимой длины, что усложняет процесс остеосинтеза и приводит к дополнительной трате времени.
Применение устройства по предлагаемому изобретению (непосредственно во время проведения операции) после введения спицы в костную ткань позволяет производить высадку утолщения и формообразования опорной площадки в определяемом по ходу работ необходимом месте, что значительно упрощает процесс подготовки и значительно снижает травматизацию мягкой и костной ткани за счет снижения вибрации спицы без утолщения.
Высадка утолщения 1 и формообразования опорной площадки 2 в середине спицы сечением d=1,2-1,8 мм из нержавеющей стали 20х13 с диаметром утолщения D= 1,5d возможна только с нагревом зоны деформации до температуры 1200оС, при которой предел текучести достигает σт(г)≈ 0,5 кгс/мм2.
Для этого электронагрев спицы, зажатой в матрицах устройства, производится с помощью трансформатора, реле времени, сигнальной лампочки и ножной педали с выключателем, подключенных к электросети (на чертежах не показаны).
После зажима спицы в необходимом месте для получения утолщения, в разъемных матрицах устройства ножной педалью включается сигнальная лампочка, реле времени и трансформатор. При достижении необходимой температуры нагрева, в зоне деформации спицы, выдержкой времени около 5-6 с, реле времени отключает трансформатор.
Визуальный контроль за временем нагрева спицы осуществляется по выключенной сигнальной лампочке, после чего нажатием на спусковую кнопку 24 включается привод и ударом бойка 18 по пяте 14 на спице осуществляется высадка утолщения 1 и формообразование опорной площадки 2. Затем рукоятками 38, 39 эксцентриков 36, 37 спица освобождается от зажима матрицами. На этом процесс высадки и формообразования утолщения закончен.
Нанесение утолщения с образованием опорной площадки на торце спицы осуществляется устройством с заменой одной из разъемных матриц на неразъемную, аналогично процессу высадки утолщения в середине спицы, с той лишь разницей, что после зажима ее в разъемной матрице, доведенной до упора с неразъемной матрицей 47, регулировочной гайкой 50, для осуществления надежного электроконтакта осуществляется дожим неразъемной матрицы 47 к торцу спицы.
Таким образом, с помощью устройства для высадки утолщения на прутковом материале не только сокращается время высадки утолщения и формообразования увеличенной опорной площадки в любом месте спицы неограниченной длины, установленной в кости во время проведения операции, но и дает возможность при повторных процессах нанесения утолщения получать их с гарантированными размерами и формой опорной площадки.
Кроме того, устройство значительно снижает травматизацию мягкой и костной ткани за счет снижения вибрации спицы без утолщения, исключает необходимость производить напайки на спице из драгоценных металлов, повышает надежность при сохранении прочности спицы с утолщением на разрыв, близкой к исходной.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСАДКИ УТОЛЩЕНИЯ НА ПРУТКОВОМ МАТЕРИАЛЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2071857C1 |
| ФИКСАТОР ПОЗВОНОЧНИКА И УСТРОЙСТВО ДЛЯ ЕГО НАЛОЖЕНИЯ | 1992 |
|
RU2040222C1 |
| Фиксатор позвоночника и устройство для его наложения | 1991 |
|
SU1823791A3 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1995 |
|
RU2091189C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ И ПАТРУБКОВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2467820C2 |
| Пиротехнические ножницы | 2023 |
|
RU2833324C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1998 |
|
RU2127166C1 |
| РЕВОЛЬВЕР | 1996 |
|
RU2100742C1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
Использование: обработка металлов давлением, в частности высадка в матрицах, преимущественно в медицинской технике, а именно в операциях остеосинтеза при лечении переломов костей. Сущность изобретения: устройство для высадки утолщения на прутковом материале содержит исполнительный механизм, выполненный параллелограммным, и привод. Исполнительный механизм состоит из шарнирных стержней, шарнирных распорок и центрального стержня. На стержне расположены регулировочная гайка, ползун и пружина. Регулировочная гайка упирается в ползун с одной его стороны, а пружина поджата с другой, действие пружины направлено против силы удара бойка привода. Привод устройства выполнен ударного действия. Ось хода бойка привода расположена перпендикулярно линии высадки и пересекает ее в зоне формообразования утолщения прутка. 2 з. п.ф-лы, 6 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Авторское свидетельство СССР N 1147505, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
