(54) АВТОМАТ ДЛЯ ГОРЯЧЕЙ ВЫСАДКИ ИЗДЕЛИЙ СТЕРЖНЕВОГО ТИПА
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления деталей стержневого типа с головками | 1976 |
|
SU659274A1 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Автомат горячевысадочный для изготовления железнодорожных костылей | 1982 |
|
SU1134272A1 |
| Холодновысадочный автомат | 1985 |
|
SU1243874A1 |
| Транспортно-загрузочное устройство | 1978 |
|
SU745588A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Холодновысадочный автомат | 1977 |
|
SU659266A1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
1
Изобретение относится к кузнечно-прессовому оборудованию и предназначено для высадки изделий с головками различного контура, например клеммных и закладных болтов, болтов с шестигранной головкой и т. п.
Известен автомат для горячей высадки изделий стержневого типа, содержащий смонтированные на станине привод, продольный и поперечный распределительные валы, ползун, матричный блок, выталкиватели и транспортно-подающую систему l.
Однако в известномавтомате невысока надежность подачи заготовок в рабочую зону и усложнены условия . его эксплуатации в виду плохого доступа к рабочейзоне.
.Цель изобретения - повы1иение надежности подачи заготовок.
Поставленная цель достигается тем, что транспо тно-подаю1цая система выполнена, в виде установленных на станинепоследовательно по технологическому циклу непрерывно движущегося цепкого транспортера с индивидуальным прйв.одом, рольганга, ротора с клещаг и, -имеющими привод радиал-ьного переметдения в виде качающегося, взаимодействующего с кулаком продольного распределительного вала рычага с механизмом автономного выключения, устройства заталкивания заготовок в клещи ротора в радиальном направлении в виде качающихся толкателей с механизмом автономного выключения и откидной направляющей призмы, свободно сидящей на фиксирующей оси и имеющей пружину для возврата до упора, установленного в исходной позиции.
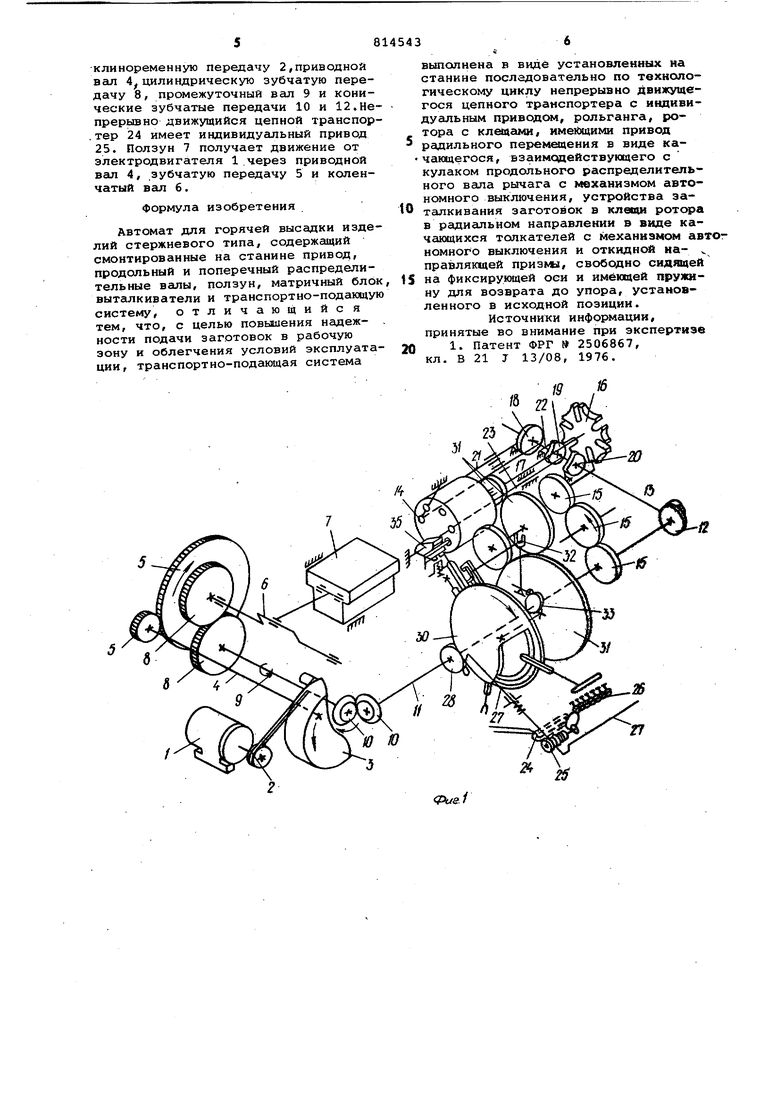
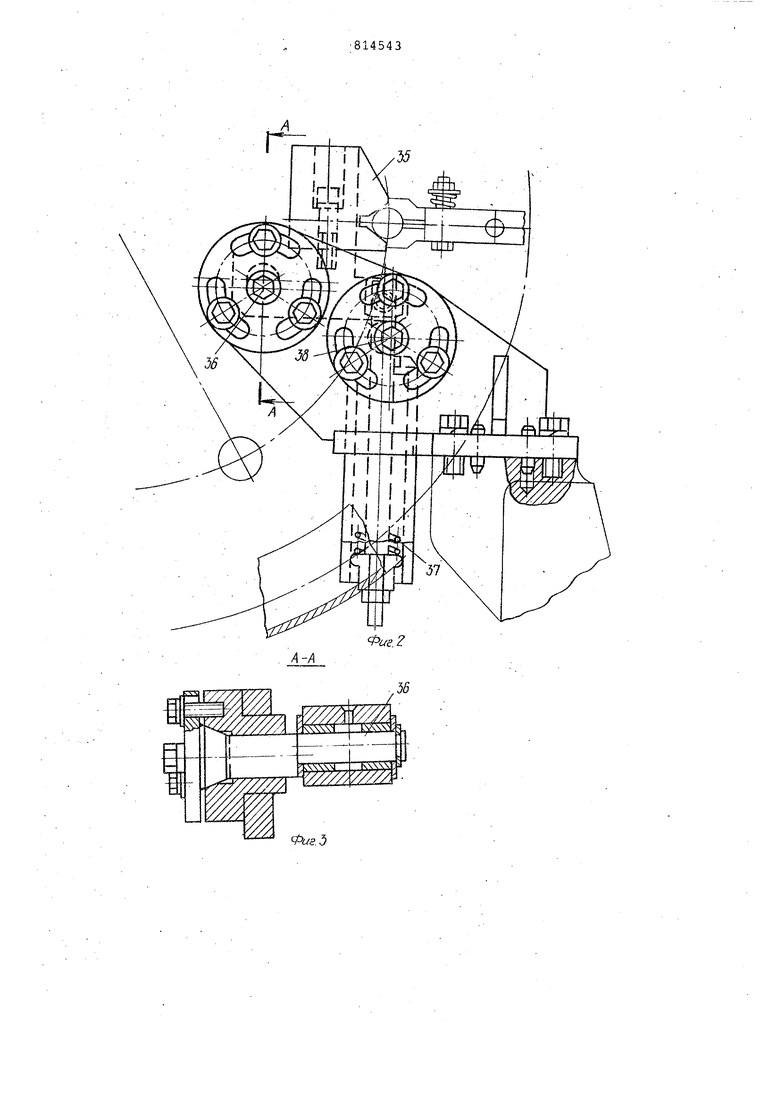
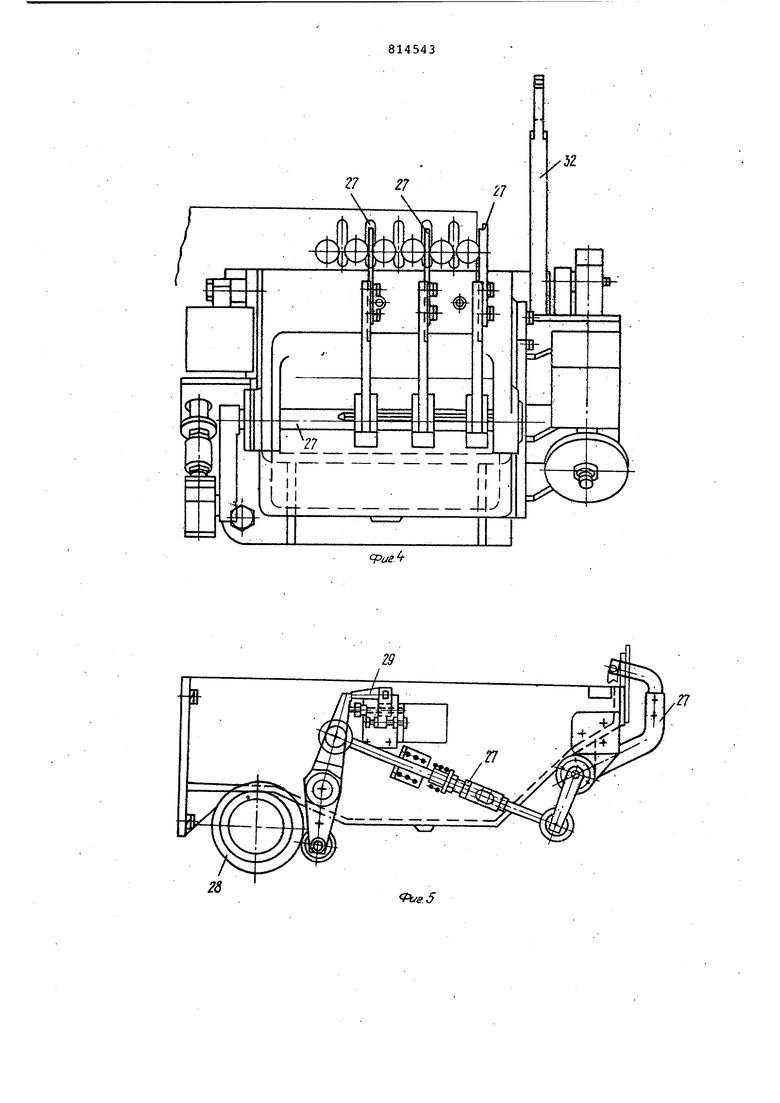
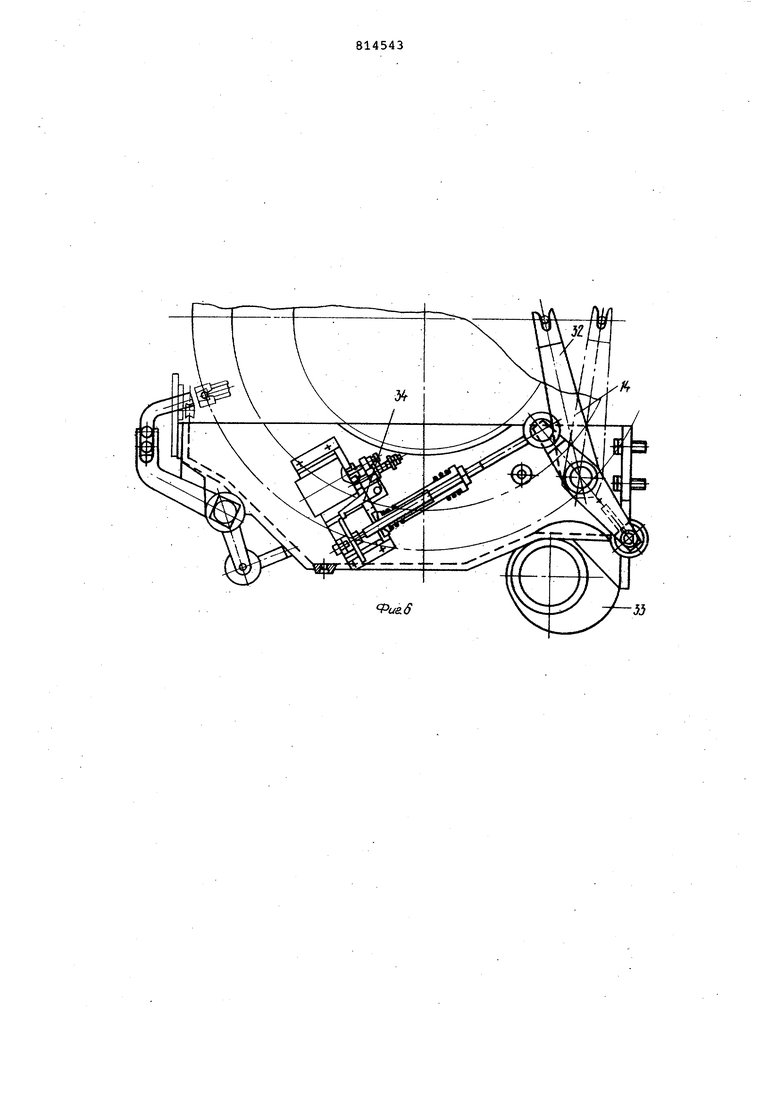
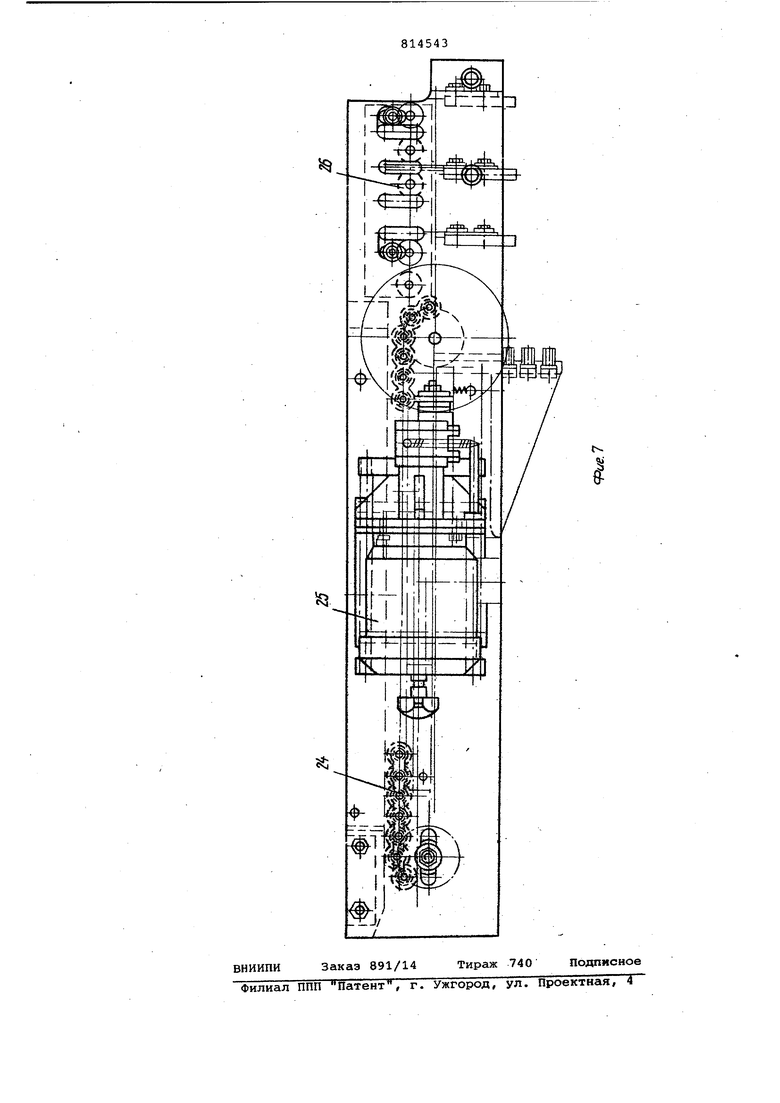
На фиг. 1 изображена кинематическая схема автомата} на фиг. 2 - откидная направляющая призма; на фиг.З разрез призмы А-А на фиг. 2; на фиг. 4,5 и 6 - устройство заталкивания и привод клещей ротора; на фиг. 7 цепной транспортер с рольгангом.
Горйчевысадочный автомат для изделий стержневого типа содержит установленные на станине (на чертежах не показана) привод, состоящий из электродвигателя 1, связанного через клиноременную передачу 2 с маховиком 3, сидящим на приводном валу 4, который через зубчатую передачу 5 связан с коленчатым валом 6, взаимодействующим через .шатун с высадочным ползуном 7 и посредством цилиндричес0 :кой зубчатой передачи 8 с промежуточным поперечным валом 9, связанным, в свою очередь, через коническую зубчатую передачу 10 с продольным распределительным валом 11 и далее чере коническую передачу 12 с поперечным распределительным валом 13. Матричный блок 14 автомата револь верного типа несет шесть матриц и взаимодействует с продольным распределительным валом 11 через систему цилиндрических шестерен 15 и мальтийский механизм 16, ведомое звено которого установлено на валу 17 мат ричного блока 14, От кулаков 18, 19 и 20, закрепленных на поперечном распределительном валу 13, приводятся в движение фкисатор 21 матричного блока 14, выталкиватель 22 предварительного выталкивания и выталкиватель 23 окон чательного выталкивания. Для перемещения заготовок через индуктор (па чертеже не показан) и подачи их в рабочую зону автомата последний имеет транспортно-подающую систему, состоящую из цепного транс портера 24, имеющего индивидуальный привод 25, рольганга 26, устройства 27 заталкивания заготовок, выполненного в виде качающихся .толкателей, взаимодействующих через рычажную систему с кулаком 28 продольного рас пределительного вала 11, и имеющего механизм автономного выключения 29, представляющий собой откидной упор с приводом от электромагнита, транспор но-подающего ротора 30, взаимодействующего с валом 17 матричного блок 14 через систему шестерен 31, привод 32 радиального перемещения клещей ротора, выполненного в виде качающе гося рычага, взаимодействующего с ку лаком 33 продольного распределительн го вала 11 и также имеющего механизм 34 автономного включения, выполненный аналогично Механизму 29, и откидной направляющей призмы 35 сидящей не фиксирующей оси 36, имеющей пружину 37 для возврата в исходное положение до упора 38. Автомат работает следующим образом. Штучные заготовки из бункера (на чертеже не показан) подаются на наклонный склиз, по которому под действием собственного веса перемещаются на непрерывно движущийся цепной транспортер 24, который выдает .их на рольганг 26. С рольганга 26 заготовки заталкиваются в радиальном направлении в клещи ротора 30, вращающегося прерывисто, синхрон но с матричным блоком 14 через систему шестерен 31. Заталкивание осуществляе.ся .качающимися толкателя ми устройства 27 заталкивания, приводящимися через рычажную систему от кулака 28 продольного распределительного вала 11 и имеющими механизм 29 автономного выключения, представляющего собой откидной упор с приводом от электромагнита. Упор блокирует рабочий ход подачи, осуществляемый от пружины. Находящиеся в клещах ротора 30 заготовки транспортируются ими через щелевой индуктор (на чертеже не показан), по выходе из которого переносятся в рабочую зону автомата. Перенос заготовок осуществляется радиальным перемещением клещей ротора 30, Последний обеспечивается приводом 32 радиального перемещения клещей ротора, выполленным в виде качающегося рычага взаимодействующего с кулаком 33 продольного распределительного вала 11 и также имеющего механизм 34 автономного выключения, конструкция и принцип действия которого аналогичны механизму 29, Внесенная клещами ротора 30 в рабочую зону автомата заготовка упирается в откидную направляющую призму 35, обеспечивающую аи точную ориентацию относительно матрицы, закрепленной в прерывисто вращающемся матричном блоке 14. Заталкивание заготовки в матрицу осуществляется ползуном 7 в момент останова матричного блока 14. При этом заготовка заталкивается не полностью и при последующем вращении матричного блока она поворачивает откидную направляющую призму 35 относительно фиксируюцей оси 36, при этом пружина 37 деформируется. По выходе заготовки за пределы откид.ной направляющей призмы 35, последняя под действием пружины 37 возвращается в исходное положение, ограничиваемое упором 38. В дальнейшем заготовка, перемещаясь вместе с матричным блоком 14, проходит три высадочные позиции, на первой из которых происходит ее дозаталкивание и предварительная высадка. По окончании высалки, на пятой позиции, происходит предварительное выталкивание, осуществляемое выталкивателем 22, приводящимся от кулака 19 поперечного распределительного вала 13, После следующего поворота матричного блока, на шестой позиии, происходит окончательное выталкивание атмтампованной: заготовки выталкивателем 23, который приводится от кулака 20 поперечного распределительного вала 13, .В момент останова матричного блока 14 он фиксируется фиксатором 21, приводящимся от кулака 18. Прерывистое вращение матричного блока осуществляется от мальтийского механизма 16, Продольный и поперечный распределительные валы 11 и 13 получают вращение от электродвигателя 1 через
клиноременную передачу 2,приводной вал 4 цилиндрическую зубчатую передачу 8, промежуточный вал 9 и конические зубчатые передачи 10 и 12.Непрерьшно движущийся цепной транспор.тер 24 имеет индивидуальный привод 25. Ползун 7 получает движение от электродвигателя 1 через приводной вал 4, зубчатую передачу 5 и коленчатый ВсШ 6 .
Формула изобретения
Автомат для горячей высадки изделий стержневого типа, содержащий смонтированные на станине привод, продольный и поперечный распределительные валы, ползун, матричный блок выталкиватели и транспортно-подающую систему, отличающийся тем, что, с целью повышения надежности подачи заготовок в рабочую зону и облегчения условий эксплуатации, транспортно-подающая система
выполнена в виде установленных на станине последовательно по технологическому циклу непрерывно движущегося цепного транспортера с индивидуальным приводсж, рольганга, ротора с кладами, имеющими привод радильного перем цения в виде ка чающегося, взаимсоействупщего с кулаком продольного распределительного вала рычага с механизмом авто номного выключения, устройства эа0Тсшкивания заготовок в клещи ротора в радиальном направлении в виде качающихся толкателей с механизмом автог номного выключения и откиднс направляющей призк111, свободно сидящей S на фиксирующей оси и имеищей пружину для возврата до упора, установленного в исходной позиции.
Источники информации, принятые во внимание при экспертизе
0 кл. В 21 J 13/08, 1976.
Фиг.Ь
.
