kA
С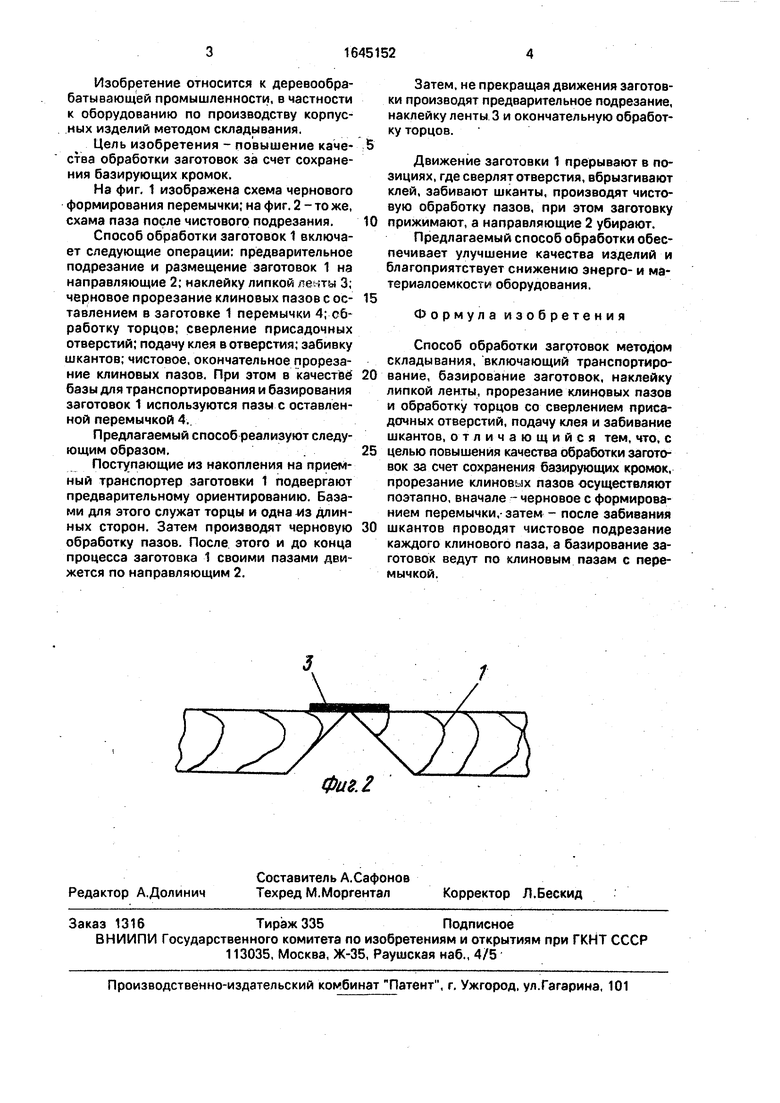
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАМОЧНОЙ ДВЕРИ | 2000 |
|
RU2191687C2 |
| Способ изготовления изделий типа пробка и станок для его осуществления | 1990 |
|
SU1824309A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Способ многопроходного электроэрозионного вырезания замкнутых контуров | 1990 |
|
SU1763115A1 |
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕМЕНТОВ ШИПОВЫХ СОЕДИНЕНИЙ ДЕРЕВЯННЫХ ЗАГОТОВОК | 2011 |
|
RU2471614C1 |
| Сверлильно-пазовальный многошпиндельный станок | 1987 |
|
SU1477538A1 |
| Способ изготовления полых тел вращения из прессованной древесины | 1989 |
|
SU1676805A1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| РАМОЧНАЯ ДВЕРЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2268140C2 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2011 |
|
RU2471613C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию по производству корпусных изделий методом складывания. Цель изобретения - повышение качества обработки заготовок за счет сохранения базирующих кромок. В заготовках 1 вначале прорезают клиновые пазы с формированием перемычки 4, затем после забивания шкантов проводят чистовое подрезание каждого клинового паза. Базирование заготовок ведут по клиновым пазам с перемычкой 4. 2 ил.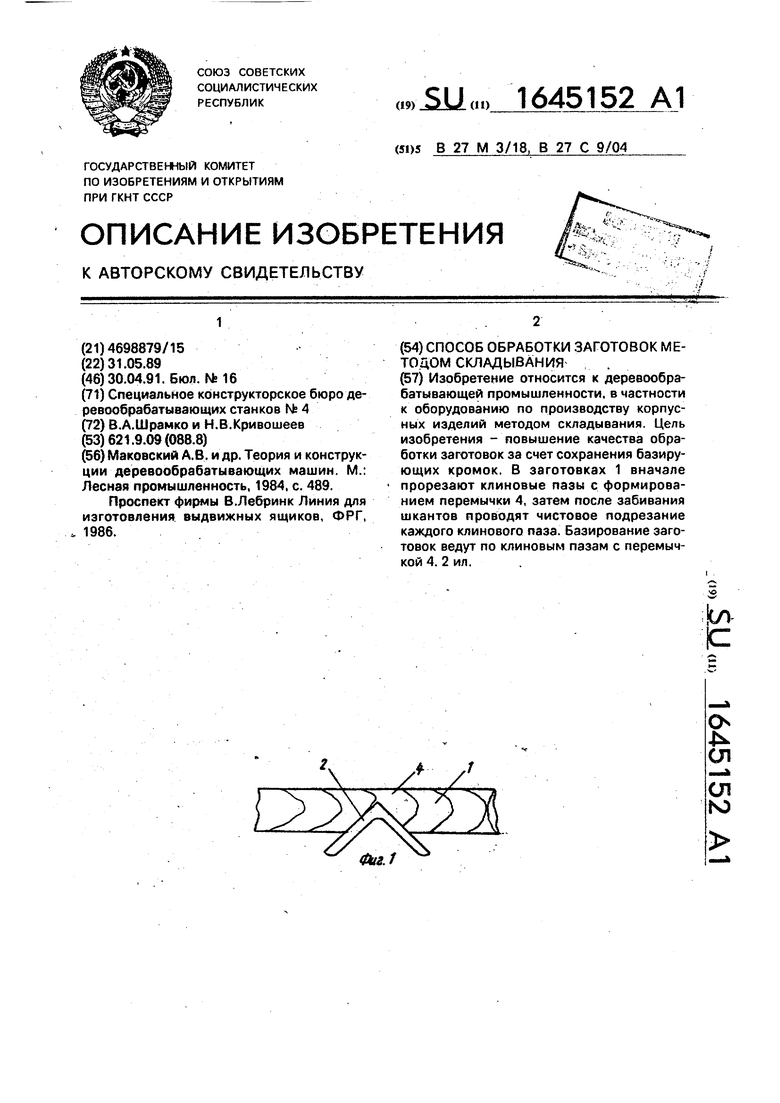
L22W13
/т /
13
О N
СЛ
СЛ
го
Фиг.1
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию по производству корпусных изделий методом складывания.
Цель изобретения - повышение качества обработки заготовок за счет сохранения базирующих кромок.
На фиг. 1 изображена схема чернового формирования перемычки; на фиг. 2 -тоже, схама паза после чистового подрезания.
Способ обработки заготовок 1 включает следующие операции: предварительное подрезание и размещение заготовок 1 на направляющие 2; наклейку липкой ленты 3; черновое прорезание клиновых пазов с оставлением в заготовке 1 перемычки 4; обработку торцов; сверление присадочных отверстий; подачу клея в отверстия; забивку шкантов; чистовое, окончательное прорезание клиновых пазов. При этом в качестве базы для транспортирования и базирования заготовок 1 используются пазы с оставленной перемычкой 4.
Предлагаемый способ реализуют следующим образом.
Поступающие из накопления на приемный транспортер заготовки 1 подвергают предварительному ориентированию. Базами для этого служат торцы и одна з длинных сторон. Затем производят черновую обработку пазов. После этого и до конца процесса заготовка 1 своими пазами движется по направляющим 2.
Фив. 2
Затем, не прекращая движения заготовки производят предварительное подрезание, наклейку ленты 3 и окончательную обработку торцов.
Движение заготовки 1 прерывают в позициях, где сверлят отверстия, вбрызгивают клей, забивают шканты, производят чистовую обработку пазов, при этом заготовку прижимают, а направляющие 2 убирают.
Предлагаемый способ обработки обеспечивает улучшение качества изделий и благоприятствует снижению энерго- и материалоемкости оборудования.
Формула изобретения
Способ обработки заготовок методом складывания, включающий транспортирование, базирование заготовок, наклейку липкой ленты, прорезание клиновых пазов и обработку торцов со сверлением присадочных отверстий, подачу клея и забивание шкантов, отличающийся тем, что. с
целью повышения качества обработки заготовок за счет сохранения базирующих кромок, прорезание клиновых пазов осуществляют поэтапно, вначале - черновое с формированием перемычки,- затем - после забивания
шкантов проводят чистовое подрезание каждого клинового паза, а базирование заготовок ведут по клиновым пазам с перемычкой.
| Маковский А.В | |||
| и др | |||
| Теория и конструкции деревообрабатывающих машин | |||
| М.: Лесная промышленность, 1984 | |||
| с | |||
| Подставка для настольных электрических ламп | 1923 |
|
SU489A1 |
| Проспект фирмы В.Лебринк Линия для изготовления выдвижных ящиков, ФРГ, 1986. | |||
