Изобретение относится к технологическим процессам в машиностроении и предназначено для автоматизации сборочных операций.
Целью изобретения является увеличение надежности сборки.
Это достигается тем, что пружину и шток коаксиально фиксируют по наружному диаметру, надевают на шток ниппель и корпус, затем вставляют и одновременно закрепляют пружину в штоке, выталкивают комплект из держателя транспортной цепи, после чего объединяют комплект в полный, фиксируют его торец в определенном положении и скрепляют в неразъемную конструкцию.
Сопоставительный анализ изобретения с прототипом показывает, что предлагаемый способ отличается от известного тем, что пружину и шток коаксиально фиксируют по наружному диаметру, надевают на шток ниппель и корпус, затем вставляют и одновременно закрепляют пружину в штоке, после чего выталкивают комплект из держателя транспортной цепи.
Таким образом, изобретение соответствует критерию "новизна".
При изучении других известных технических решений в данной области техники признаки, отличающие изобретение от прототипа, не были выявлены и потому они обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия".
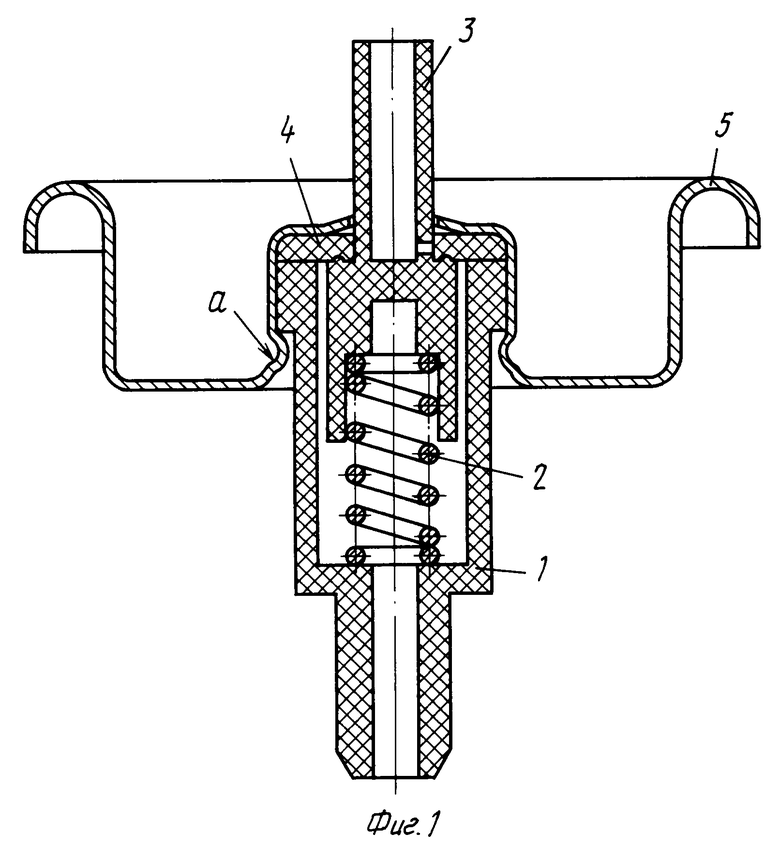
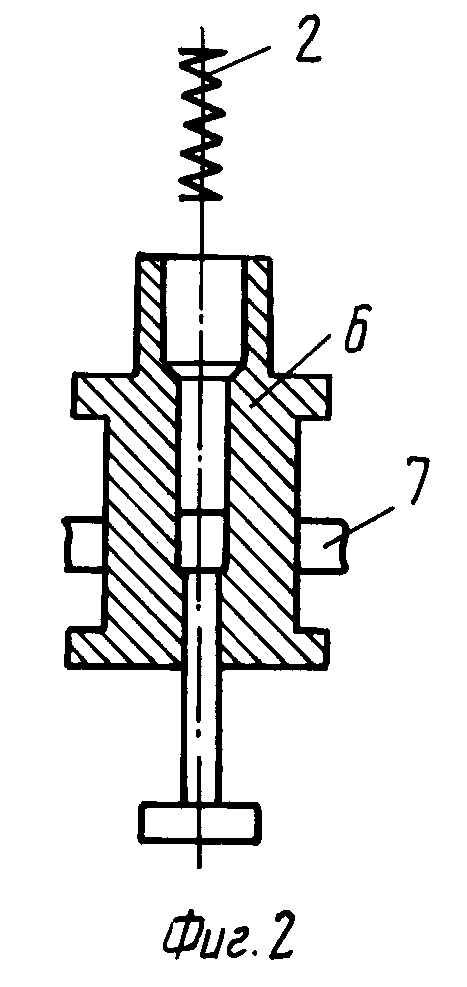
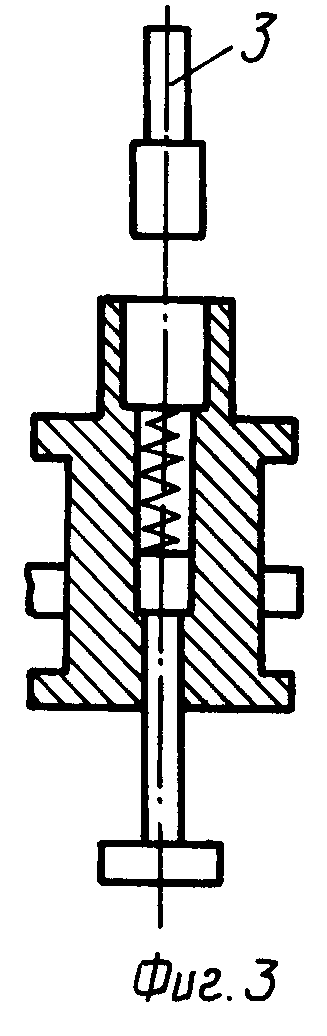
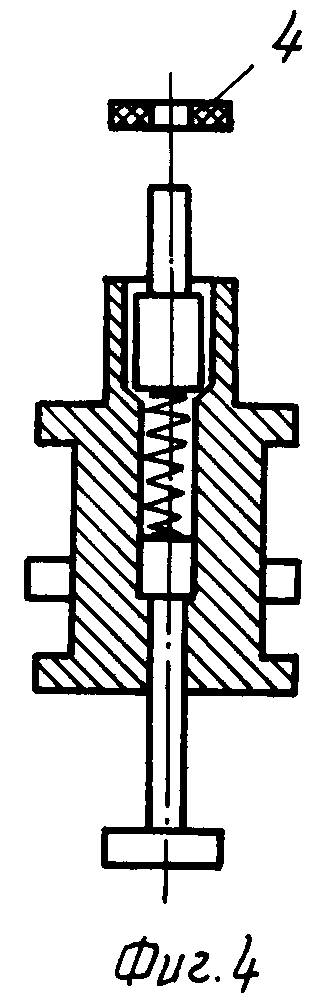
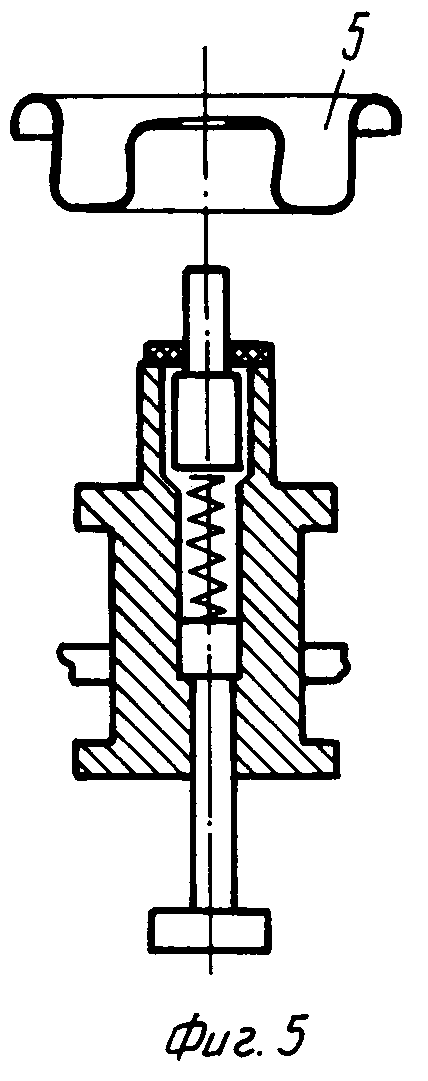
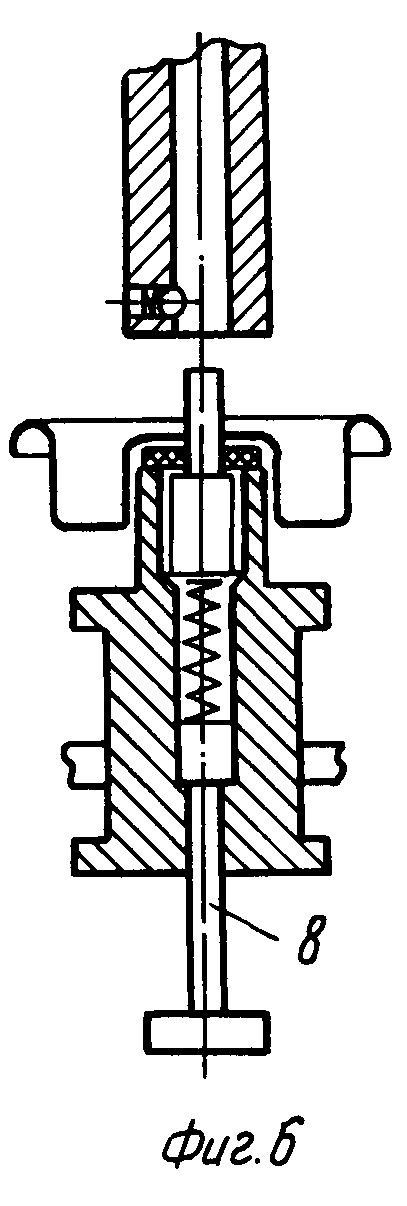
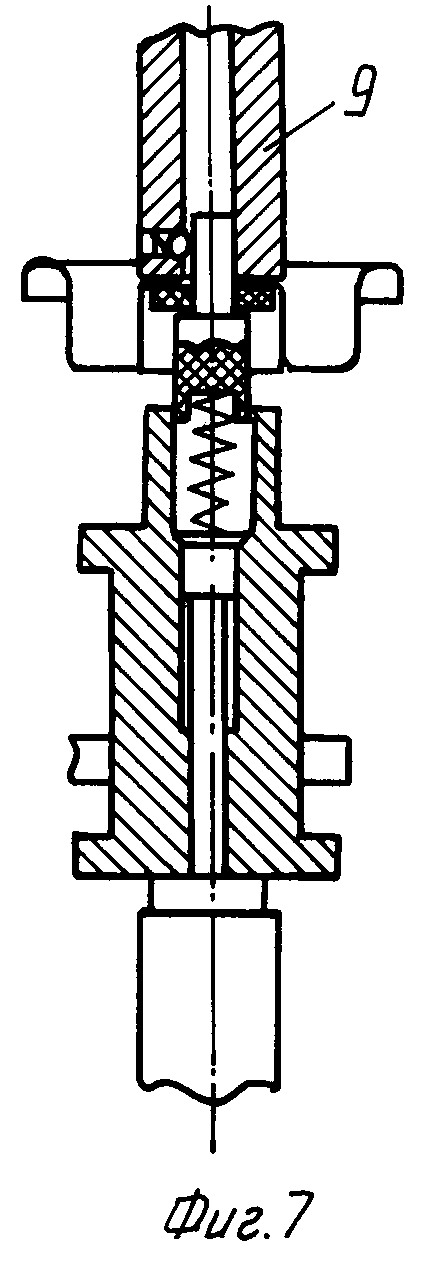
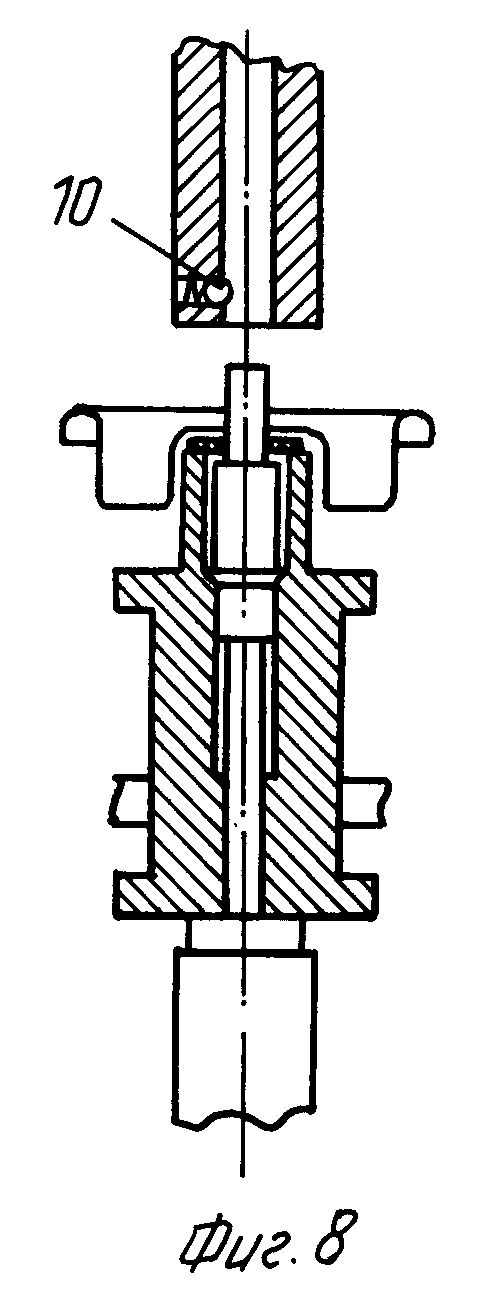
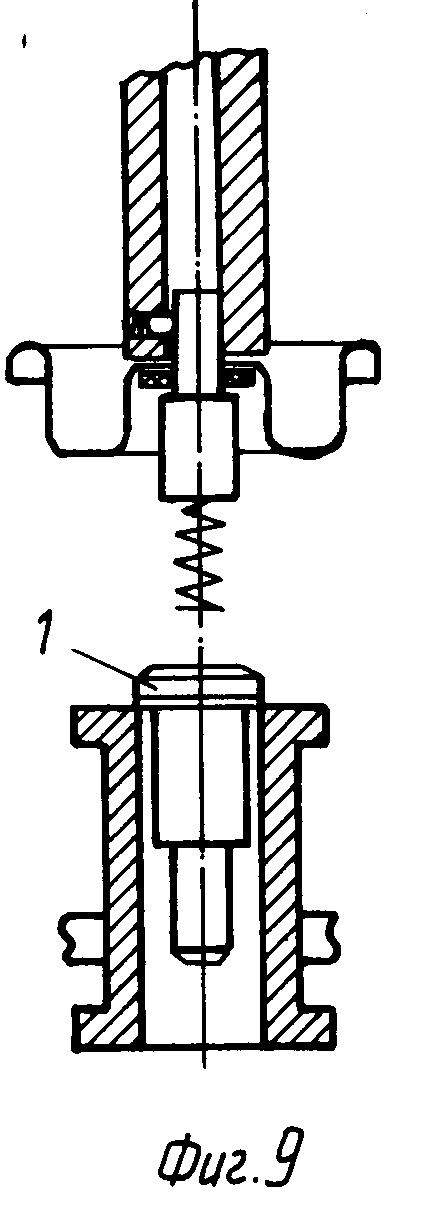
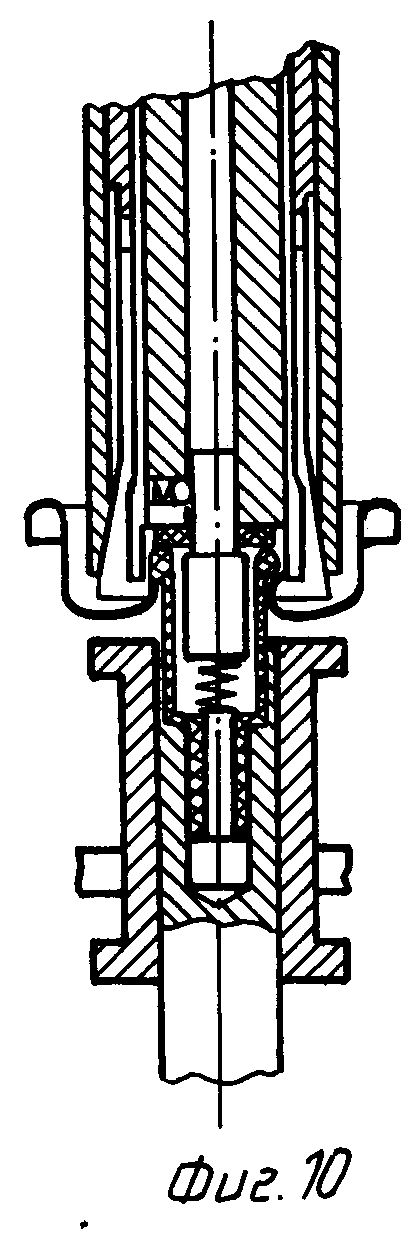
На фиг. 1 представлен разрез собираемого клапана аэрозольной упаковки; на фиг.2-9 - последовательные фазы сборки; на фиг.10 - деформирование в неразъемную конструкцию.
Клапан аэрозольной упаковки (фиг. 1) представляет собой неразъемную конструкцию, состоящую из кармана 1, пружины 2, штока 3, ниппеля 4 и корпуса 5. Карман 1 и шток 3 - пластмассовые, корпус 5 штампован из белой жести. Неразъемность конструкции клапана достигается деформацией корпуса 5 в зоне "а".
Сборку клапана осуществляют следующим образом.
Фиксируют пружину 2 по наружному диаметру (фиг.2), для чего вставляют пружину 2 в нижнюю часть отверстия держателя 6 транспортной цепи 7. Вставляют шток 3 в коаксиально расположенную верхнюю часть отверстия держателя 6 (фиг. 3) с фиксацией его по наружному диаметру. Затем надевают ниппель 4 на верхнюю часть штока 3 (фиг.5). Далее при помощи стержня 8 вставляют пружину 2 в полость штока 3 и одновременно выталкивают собранный комплект из держателя 6 транспортной цепи 7 (фиг.6). Ограничивают малый верхний торец корпуса 5 с помощью втулки 9 и укрепляют пружину 2 в штоке 3 (фиг.7). При помощи подпружиненного шарика 10 собранный комплект удерживают во втулке и переносят на другую транспортную цепь (фиг.8). Вставляют карман 1 в корпус 5 и фиксируют положение верхнего торца кармана 1 торцем ниппеля 4 (фиг.9). Затем скрепляют собранный комплект в неразъемную конструкцию деформированием корпуса 5 в зоне "а" (фиг.1 и 10).
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сборки клапанов аэрозольных упаковок | 1974 |
|
SU638019A1 |
| Способ механического контроля при сборке клапанов аэрозольных упаковок | 1990 |
|
SU1802777A3 |
| Роторно-конвейерная линия для сборки клапанов аэрозольных упаковок | 1987 |
|
SU1484549A1 |
| Способ сборки клапанных узлов аэрозольных упаковок и устройство для его осуществления | 1989 |
|
SU1627355A1 |
| КОМПЕНСАТОР ТЕРМОБАРИЧЕСКИХ ИЗМЕНЕНИЙ ДЛИНЫ КОЛОННЫ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2018 |
|
RU2688807C1 |
| Устройство для поштучной подачи деталей при комплектовании их с базовыми деталями | 1973 |
|
SU485855A1 |
| СПОСОБ СБОРКИ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153124C2 |
| КОРПУС ДЛЯ ИНЪЕКЦИОННОГО УСТРОЙСТВА И ВЗАИМНОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ КОРПУСА | 2016 |
|
RU2714666C2 |
| Автоматическая роторно-конвейерная линия для сборки медицинской иглы однократного применения | 1990 |
|
SU1775266A1 |
| ПРОХОДЧЕСКИЙ РОБОТ И ТРАНСПОРТИРУЮЩИЙ МЕХАНИЗМ ПРОХОДЧЕСКОГО РОБОТА | 1988 |
|
SU1549153A1 |
Изобретение относится к технологическим процессам в машиностроении и предназначено для автоматизации сборочных операций. Способ сборки заключается в объединении деталей в комплект, фиксации их торцев в определенном положении и скреплении в неразъемную конструкцию. Новым в способе является то, что пружину и шток коаксиально фиксируют по наружному диаметру, надевают на шток ниппель и корпус, затем вставляют и закрепляют пружину в штоке, после чего выталкивают комплект из держателя транспортной цепи. 10 ил.
СПОСОБ СБОРКИ КЛАПАНОВ АЭРОЗОЛЬНЫХ УПАКОВОК, состоящих из кармана, пружины, штока, ниппеля, корпуса, при котором осуществляют последовательную подачу элементов клапанов в гнезде вспомогательного оборудования с фиксацией их в ориентированном положении и с последующим их скреплением в неразъемную конструкцию, отличающийся тем, что, с целью повышения надежности сборки, первоначально в гнезда вспомогательного оборудования подают пружину, фиксируя ее в гнезде по наружному диаметру, далее подают шток, ниппель, корпус, после чего посредством подвижного элемента вспомогательного оборудования пружину перемещают и запрессовывают в шток, после чего комплект скрепляют в неразъемную конструкцию известным образом.
| Способ сборки клапанных узлов аэрозольных упаковок и устройство для его осуществления | 1989 |
|
SU1627355A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
