врата первых комплектов 10 на повтор- комплектах. В противном случае, если
ную сборку. Конвейером 11 огибается роторный питатель 22 ниппелей 5, роторный питатель 23 корпусов 6 и второй ротор 24 контроля.
Между контрольно-сортировочным ротором 20 и ротором 21 возврата по мещен ротор-накопитель 25, который связан с ротором 20 посредством лот55
в комплекте не хватает хотя бы одной детали, на ротор 21 возврата У носители 9 поступают порожними. В роторе 21 в пустой носитель 9 подается комплект 10. Таким образом на дугу fl, все носители 9 поступают полными. Соответственно на каждый держатель 12 конвейера 1J последователь-
но поступают из роторных питателей
5
в комплекте не хватает хотя бы одной детали, на ротор 21 возврата У носители 9 поступают порожними. В роторе 21 в пустой носитель 9 подается комплект 10. Таким образом на дугу fl, все носители 9 поступают полными. Соответственно на каждый держатель 12 конвейера 1J последователь-
но поступают из роторных питателей
5148
22 - 23 ниппель 5 и на ниппель 5 корпус 6. Таким образом, на держателях 12 конвейера 11 на дуге В , где он огибает сборочный ротор 7, уже имеются вторые комплекты 13, содержащие ниппель 5 и корпус 6. При отсут- ствии на держателях 12 корпусов 6 ниппели 5 удаляются на участке В конвейера 1 1 .
Сборка полных комплектов 10 (карман 2 пружина 3 - шток 4), 13 (ниппель 5 - корпус 6) и соединение их в неразъемные конструкции клапанов осуществляется в роторе 7.
Процесс сборки начинается с того, что на дуге 5 средства скрепления комплектов опускаются и захватывают комплекты 13 (ниппель 5 - корпус 6). Затем эти средства поднимаются и пе- реносят комплекты 13 с держателей 12 по направлению к дуге о, . При отсутствии ниппелей 5 в этих комплектах корпусы 6 остаются на держателях 12 и удаляются с ротора 7,
Таким образом на дуге а в носителях 9 конвейера 8 находятся комплекты 10, а над ними в средствах скрепления - комплекты 13. Затем комплекты 10 поднимаются и средствами креп- ления происходит соединение промежу точных комплектов 10 и 13 в полные. Далее в конце дуги готовые клапаны освобождаются от средств скрепления и свободно транспортируются носи- телями 9 конвейера 8 до места выдачи.
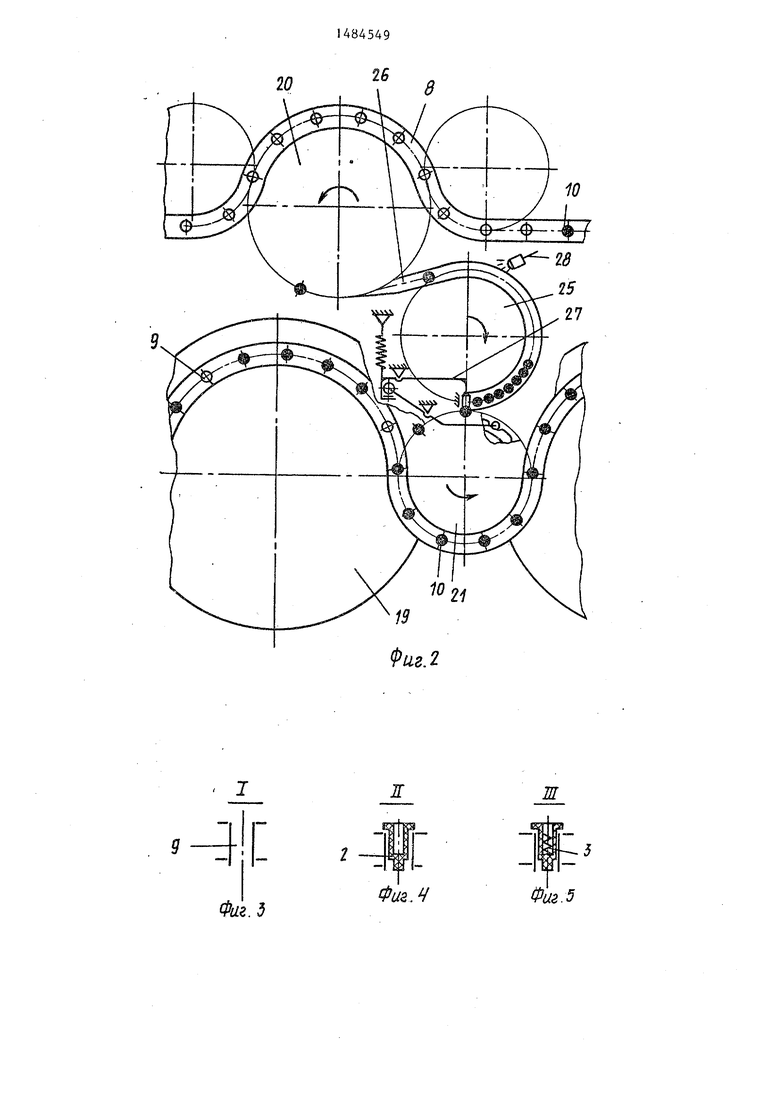
Если в какой-либо позиции ротора 7 на средствах скрепления отсутствуют комплекты 13,соответствующие комплекты 10 по конвейеру 8 транспортируются дальше от контрольно-сортировочного ротора 20.Этим ротором комплекты 10 снимаются с носителей 9 конвейера 8. Полные комплекты передаются полотку 26 в ротор-накопитель 25, а неполные конт- рольно-сортировочными приспособлениями ротора 20 сбрасываются с линии. Поступившие в ротор-накопитель 25 комплекты 1 0 переносятся перетапки- вателем 27 в пустое гнездо ротора 21.
В случае, когда ротор-накопитель 25 начинает переполняться комплектами 10, срабатывает датчик 28 и приводит в действие механизмы 29 блокировки отдельных позиций роторного питателя 16. Вследствие этого за первым контрольным ротором 19 в транспортном конвейере 8 образуются пустые носители 9, которые заполняются от ротора 21 возврата, тем самым уменьшая запас комппектог 10 в роторе-накопителе 25.
Формула изобретения
г
Ро торно-конвейерная линия для сборки клапанов аэрозольных упаковок кз комплектов де галей карман - пружина - шток и нппель - корпус, содержащая роторы подачи кармана, пружины штока, первый ротор контроля и ротор обжима, огибаемые первым транс- портным конвейером с носителями заготовок первого ко:1плекта, а также роторы подачи ниппеля, корпуса и второй ротор контроля, огибаемые вторым транспортным конвейером с держателями заготовок второго комплекта, от л и- чающаяся тем, что, с целью повышения производительности за счет уменьшения потерь промежуточных комплектов, линия дополнительно снабжена контрольно-сортировочним ротором съема неиспользованных комплектов с первого транспортного конвейера, имеющим возможность взаимодействия с ним ротором-накопителем с датчиками и ротором возврата первых комплектов на повторную сборку, расположенным между первым ротором контроля и i ротором обжима и имеющим возможность взаимодействия с ротором-накопителем с помощью дополнительно введенного переталкивателя, причем на роторе подачи кармана дополнительно установлен механизм блокировки установки кармана в позиции первого транспортного конвейера, имеющий возможность взаимодействия с датчиками ротора- накопителя.
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сборки клапанов аэрозольных упаковок | 1974 |
|
SU638019A1 |
| Роторный автомат питания | 1986 |
|
SU1465245A1 |
| Контрольно-сортировочное устройство роторной линии | 1987 |
|
SU1430323A1 |
| Сборочная роторно-конвейерная линия | 1982 |
|
SU1318744A1 |
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
| Роторно-конвейерная машина | 1977 |
|
SU722823A1 |
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| Ротор загрузки роторно-конвейерных машин | 1983 |
|
SU1199405A1 |
| СПОСОБ СБОРКИ КЛАПАНОВ АЭРОЗОЛЬНЫХ УПАКОВОК | 1990 |
|
RU2022754C1 |
| Роторно-конвейерная линия | 1989 |
|
SU1779658A1 |
Изобретение относится к механосборочному производству ,в частности, к роторно-конвейерным линиям для сборки клапанов аэрозольных упаковок. Целью изобретения является повышение производительности линии за счет уменьшения потерь промежуточных сборочных комплектов. Для этого линия, состоящая из технологических 7,16-18, 22,23 и контрольных 19,24 роторов, огибаемых двумя параллельными транспортными конвейерами 8,11, дополнительно снабжена контрольно-сортировочным ротором 20, ротором-накопителем 25 и ротором 21 возврата комплектов на повторную сборку. При работе линии неиспользованные первые промежуточные комплекты 10 после сборочного ротора 7 снимаются ротором 20 с конвейера 8 и через ротор-накопитель 25 возвращаются ротором 21 возврата на конвейер 8 перед сборочным ротором 7. 10 ил.
Фиг. 5
Ж
Ж
Фиг.Ч
Фиг. 5
ЖГ
Фив. 6
Ж
15
Фиг. 8
Фаг. 7
Ж
j
Фиг. 9
Фаг. Ю
| Машина для сборки клапанов аэрозольных упаковок | 1974 |
|
SU638019A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
