Изобретение относится к гальванической обработке металлов и может быть использовано в машиностроительной и авиационной отраслях промышленности при ремонте, повышении ресурса и изготовлении машин, рабочие органы которых имеют винтовую поверхность (шнеки, червяки, винтовые насосы, роторы винтовых компрессоров и т.п.).
Известен способ, позволяющий регулировать толщину и равномерность гальванопокрытий за счет расположения анодов в рабочей зоне ванны.
Недостатками этого способа являются:
а) неприемлимость для ремонта деталей со сложной поверхностью;
б) повышенная трудоемкость из-за наличия дополнительных операций по установке анодов;
В качестве прототипа принят способ гальванического восстановления, который, однако, имеет следующие недостатки:
а) недостаточная точность воспроизведения восстанавливаемой поверхности сложнопрофильных деталей (например, с винтовой поверхностью);
б) невозможность получения переменной толщины покрытия, изменяющейся по заданному закону;
в) низкая производительность восстановления.
Целью изобретения является устранение указанных недостатков, т.е. повышение точности воспроизведения винтовой поверхности, производительности и экономичности процесса.
Поставленная цель достигается тем, что в способе гальванического восстановления винтовой поверхности, включающем подачу электролита к этой поверхности, согласно изобретению, собирают рабочую пару деталь-корпус, приводя деталь во вращение, а электролит пропускают через радиальный зазор пары посредством вытеснения его вращающейся винтовой поверхностью детали при частоте вращения детали 20-45 об/мин и зазоре 1-4 мм.
При анализе известных технических решений не обнаружены решения, имеющие признаки, сходные с отличительными признаками данного изобретения.
Наличие совокупности существенных признаков позволит повысить точность воспроизведения винтовой поверхности, производительность и экономичность процесса.
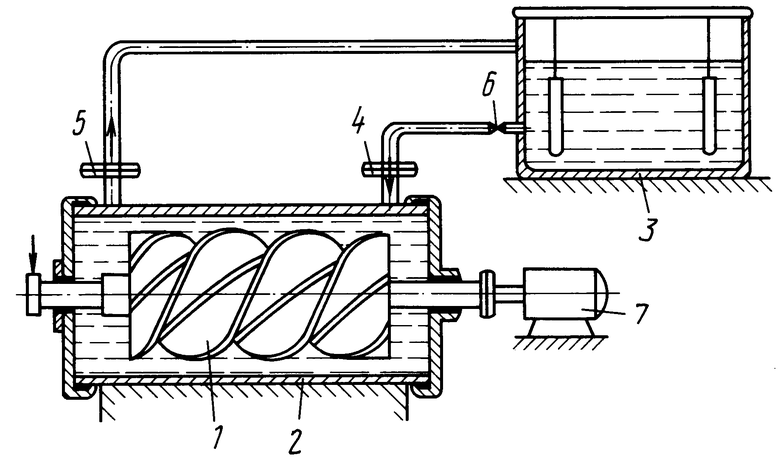
Сущность способа поясняется схемой, представленной на чертеже.
Восстанавливаемая деталь 1 в виде червяка собирается с корпусом 2, образуя рабочую пару, которая, например, функционировала до наступления недопустимо большего износа винтовых поверхностей детали. Гальваническая ванна 3 сообщается трубопроводами с полостью корпуса через приемный 4 и нагнетательный 5 патрубки и кран 6. Для вращения детали предусмотрен мотор-редуктор 7.
Реализуется способ следующим образом.
Включается источник гальванического тока (на чертеже не показан), открывается кран 6 и включается мотор-редуктор 7, сообщая вращение детали 1.
Винтовые поверхности вращающейся детали вытесняют электролит вдоль оси пары через зазор, тем самым обеспечивают циркуляцию электролита из гальванической ванны 3 через кран 6, приемный патрубок 4, зазор пары, нагнетательный патрубок 5 и вновь в ванну 3.
Максимальная скорость потока электролита имеет место на периферии детали. Здесь же будет и наибольшая ступень турбулизации (перемешивания, вихреобразования) электролита из-за наложения двух его потоков 4- винтового и осевого, в зазоре пары.
Таким образом, наиболее интенсивное перемешивание, и, следовательно, наибольшая скорость осаждения будут на периферии детали. В направлении к центру детали скорость потока (скорость обновления электролита) убывает линейно по радиусу. В итоге толщина осаждаемого слоя материала будет увеличиваться от центра к периферии детали.
Это отвечает и характеру изменения толщины изношенного слоя детали: последняя, как будет показано ниже, увеличивается также от центра к периферии.
Для точного воспроизведения первоначальных размеров винтовой поверхности в каждой ее точке толщина Δ осаждаемого слоя материала должна быть равна толщине U изношенного слоя
Δ=U (a)
Известно, что для деталей типа тел вращения толщины U изношенного слоя увеличивается от центра к периферии детали, т.е. имеет место прямая пропорциональность:
U ~ ρ где ρ- радиус детали.
Этой закономерности можно дать следующее теоретическое обоснование.
Толщина изношенного слоя равна
U=γt [ мкм ] , (б) где γ - скорость изнашивания, мкм/ч;
t - время изнашивания, ч.
Типичным видом износа шнеков, червяков и т.п. является абразивный износ. Для него и ряда других видов износа скорость изнашивания
γ=kpv , (г) где Р - давление на поверхность трения,
V - скорость относительного скольжения абразивной среды и детали;
К - эмпирический коэффициент, характеризующий материал детали, среды и другие условия изнашивания.
При вращении винтовой поверхности каждая ее точка с координатами ( ρ,x ) имеет соответствующую окружную скорость, зависящую от расстояния ρ до оси вращения
V=2πρn , (д) где n - частота вращения винтовой поверхности.
При постоянстве величин K, P, n из равенств (в) - (д) следует справедливость соотношения (б).
Теперь обратимся к процессу гальванического осаждения материала.
Принудительное перемешивание электролита способствует непрерывному обновлению его состава и интенсифицирует процесс осаждения материала. Если перемещение электролита выполнить посредством вращения восстанавливаемой детали (например, червяка) в сопрягаемом корпусе, то, как отмечалось ранее, на периферии будет наибольшая степень турбулизации электролита из-за наложения двух его потоков: винтового и осевого в зазоре пары.
Скорость осаждения растет с увеличением степени турбулизации, т.е. с ростом числа Ренольдса (Re):
Voc~ Re =  , где Rг - гидравлический радиус;
, где Rг - гидравлический радиус;
V - скорость потока электролита;
ν - кинематический коэффициент вязкости.
Гидравлический радиус Rг равен отношению площади живого сечения S потока к периметру П:
Rг= 
Скорость потока
V =  , где Q - расход электролита.
, где Q - расход электролита.
Соотношение (ж) с учетом (з), (и) и постоянстве коэффициента ν будет иметь вид
Voc~  ~
~  =
=  (d1+δ) где n - частота вращения детали;
(d1+δ) где n - частота вращения детали;
d1 - диаметр делительного цилиндра детали;
δ - зазор пары.
Таким образом, скорость осаждения пропорциональна радиусу детали, т.е. толщина осаждаемого слоя материала будет увеличиваться от центра к периферии детали:
Δ ~ ρ .
Потребное время осаждения
t =  где Vос определяется из опыта.
где Vос определяется из опыта.
С учетом соотношения (б) удовлетворяется равенство (а), обеспечивающее точное восстановление винтовой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гальванического восстановления изделий | 1989 |
|
SU1730206A1 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ | 2002 |
|
RU2228972C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2009 |
|
RU2418105C1 |
| СПОСОБ ГАЛЬВАНОМЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296821C1 |
| Устройство для гальванического восстановления изношенных деталей машин | 1986 |
|
SU1371990A1 |
| Устройство для электролитического нанесения покрытий | 1989 |
|
SU1678911A1 |
| Устройство для нанесения гальванических покрытий | 2018 |
|
RU2696805C1 |
| УСТРОЙСТВО ДЛЯ ВНЕВАННОГО ЭЛЕКТРООСАЖДЕНИЯ ПОКРЫТИЙ | 1989 |
|
RU1702721C |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ХОЛОДНЫМ ТВЕРДЫМ ЖЕЛЕЗНЕНИЕМ | 1999 |
|
RU2147629C1 |
| Установка для нанесения композиционных покрытий электронатиранием | 1980 |
|
SU945257A1 |
Использование: восстановление винтовой поверхности деталей машин и механизмов. Сущность изобретения: восстановление ведут путем осаждения металла в протоке электролита при размещении винтовой поверхности в цилиндрическом корпусе-аноде и ее вращение со скоростью 20-45 об/мин при ложэлектродном зазоре 1-4 мм. 1 ил.
СПОСОБ ВОССТАНОВЛЕНИЯ ВИНТОВОЙ ПОВЕРХНОСТИ путем электролитического осаждения металла, преимущественно железа, в протоке электролита при размещении винтовой поверхности в цилиндрическом корпусе-аноде и ее вращении, отличающийся тем, что, с целью повышения точности геометрии восстанавливаемой поверхности за счет линейного распределения металла по радиусу, процесс ведут при межэлектродном зазоре 1 - 4 мм и частоте вращения винтовой поверхности 20 - 45 об/мин.
| Способ хромирования рабочего профиля червячных валов | 1958 |
|
SU116284A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
