(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU721176A1 |
| Штамп для глубокой вытяжки с торцовым подпором | 1985 |
|
SU1248697A1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU1031573A1 |
| Устройство для вытяжки | 1982 |
|
SU1098615A1 |
| Штамп для глубокой вытяжки | 1980 |
|
SU1017411A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| Образец для определения напряжений сжатия во фланце листовой заготовки | 1978 |
|
SU685953A1 |
| Способ глубокой вытяжки | 1980 |
|
SU925483A2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
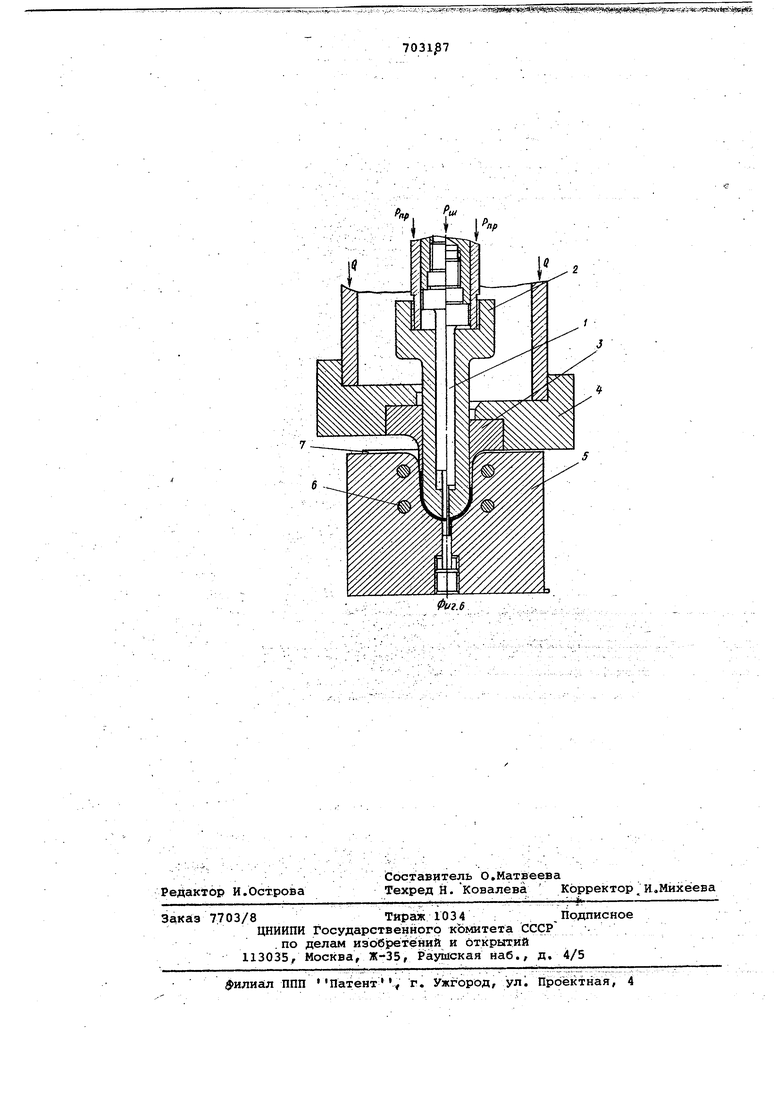
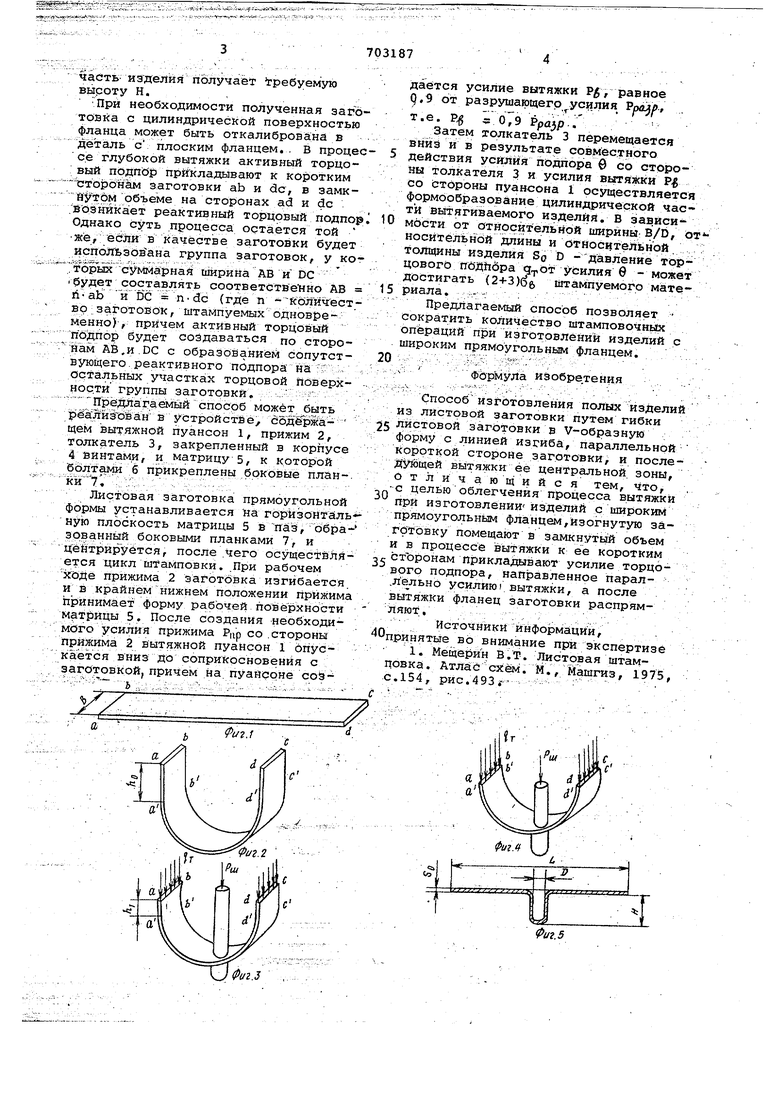
1 : Изобретение относится к листовой штамповке. Известен способ изготовления полых изделий из листовой заготовки путем гибки листовой заготовки в V-образную форму с линией изгиба, параллельной короткой стороНё заготовки, и последующей вытяжки ее цент ральной зоны 1. Однако при изготовлении полых из ЛИЙ известным способом глубина ёытя ки центральной зоны ,заготовки огран чена, не исключена возможность ртрН дна при вытяжке. Цель изобретения - облегчение процесса вытяжки.при изготовлении изделий с широким прямоугольным фланцем. Для итого изогнутую заготов ку помещают в замкнутый объем ив процессе вытяжки к ее коротким сторонам прикладывают усилие торцового подпора, направленное параллельноусилию вытяжки/ а после вытяжки фланец заготовки распрямляют. ,, На фиг.1 показана листовая заготовка прямоугольной формы; на фиг,2 fb же после гибки; на фиг.З - начало процессу вытяжки с приложением усилия подпора ; к коротким сторойам заготовки; на фиг. 4 - момент окйнчания процесса вьпгяжкН; на готовое изде-Ийё; на фиг.6 - устройство для реализации предлагаемого способа (слева от оси симметрии начало вытяжки, справа - конец вытяжки) . - ..Способ заключается в следующем. Исходной заготовке, имеющейв плане прямоугольную форму (короткие стороны ее, - аЬ и cd, длинные стороны ad и be) путем изгиба придают V-образНую форму и помещают ее в з амкнутую nOJioctb, контактирующую с ней как по ее циj индpичecким и вертикальным, поверхностям, так и по Торцовым поверхностям изогнутой заготовки. Плоский участок изогнутой и прижатой JB очаге деформации заготовки при опоздании торцового подпора qip по коротким сторонам заготовки аЪ и dc, усилие вытяжки Pfe со стороны вытяжного пуансона сокращается по высоте с исходной h о до промежуточной Ъ, в результате чего вытесненный Объем заготовки способствует образованию в централ15ной заготовке цилиндрической части вытягиваемого изделия. В.конечный момент вытяжки высота плоских участков заготовки сводится до. нуля, а цилиндрическая часть- иэделйя получает требуемую высоту Н. , При необходимости полученная заг товка с цилиндрической поверхность фланца может быть откалибрована в деталь с , плоский фланцем. . В проц се глубокой вытяжки активный торцо вый подпЬр прйкладывают к коротким тзтордйам заготовки аЬ и dc, в замк йУТбм объеме на сторонах ad и dc .йоёнйкает реактивный торцовый подпо Однако суть процесса остается той же,:ёбйи в качестве заготовки будет исп6ЛЬзована группа заготовок, у ко ТТОРЫХсуммарнай ширина АВ и DC будет составлять соответственйо АВ ri- ab и DC n dc (где n - {с6лйчёст во ; aaroTosoK, штампуемых одновре менно)-, причем активный Торц;ОвыЙ пбДпор будет создаваться по сторо- йам АВ,и .DC с образованием сопутствующего, реактивного подпора на .остальных участках торцовой Поверхности группы заготовки. Прёдаагаемый способ может быть рёгслйзЬёан в устройстве, содёржачем ВЫТЯЖНОЙ пуансон 1, прижим 2, толкатель 3, закрепленный в корпусе 4 ййнтами, и матрицу 5, к которой б(элтами 6 прикреплены боковые план .- Листовая заготовка прямоугольной формы устанавливается на гЬрИзонталЬ ную плоскость матрицы 5 в паз,образрванный боковыми планками 7, и цёйтрируётся, после .чего осущесТвЛйется цикл штамповки. .При рабочем ходе прижима 2 заготовка изгибается. и в крайнем нижнем положении прижима принимает форму рабочей поверхности матрицы 5. После создания -необходимого усилия прижима Рцр со .стороны прижима 2 вытяжной пуансон 1 опускается вниз до соприкосновения с заготовкой, причем на пуайсоне соЬ-:,:.,.,.-.... цаётся усилие вытяжки , равное ,9 от разрушающего усилия .. т.е. Е)5 «0,9 Рра)р . Затем толкатель 3 перемещается вниз и в результате совмес.тнЬго действия усилия подпора 0 со стороны толкателя 3 и усилия вытяжки Р со стороны пуансона 1 осуществляется формообразование цилиндрической части вьттягиваемого изделия. В завйси мости от отйрсительной ширины: B/D, ОТ носительйой длины и Относительной Толщины изделия So D -давление торцового пйДйбра УСИЛИЯ в может достигать ()бб штампуемого материала, п-- -. : . ; . Предлагаемый способ позволяет сократить количество штамповочных операций при изготрвлёйий изделий с широким прямоугольным флайцем. ... . изобретейия Способ изготовления полых изделий из листовой заготовки путем гибки листовой заготовки в V-образйую форму с линией изгиба, параллельной Короткой стороне заготовки; и послеЙУющей вУтяжки ее центральной, зоны, о т л и ч а ющ и и с я тем. Что, с целью облегчения процесса вытяжки при изготовленийизделий с широким прямоугольнЬам фланцем,изогнутую зартовку помещают в замкнутый объем в процессе вытяжкй к ее коротким тЪронам прикладывают усилие торцоого подпора, йаправленйое паралельно УСИЛИЮ) ВЫТЯЖКЙ, а после ытяжки фланец заготовки распрямяют. . : г: .. ; Источники информации, р11нятые во внимание при экспертизе 1. Мещерйн В,Т. Листовая штамвка. Атлассхём. М., 1Йашгиз, 1975, .154, рис.493г - -
7031р7
n 1
tWC::t C4:v j
