Изобретение относится к мапшно - строению и может быть использовано для автоматизации групп металлорежущих станков и участков.
Цель изобретения - экономия производственной площади за счет исключения перемещения магазина при его заполнении обработанными деталями.
На изображено разгрузочно- загрузочное устройство, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З- разрез Б-Б на фиг.1; на фиг.4 - вид В на фиг.2.
Разгрузочно-загрузочное устройство состоит из механизма перемещения деталей из зоны обработки в кассету, выполненньй в виде промышленного робота 1, металлорежущего станка-полу- автомата с ЧПУ 2, системы 3 управления, основания 4, имеющего установочную плоскость 5 и установочные штыри 6, на которых базируется кассета 7 с заготовками 8, являющаяся одновременно и накопителем обработанных деталей 9, Кассета 7 имеет наклонные лотки 10, запираемые при транспортировке валом 11 с кулачками 12 и рычагом 13. Кассета снабжена проушинами 14 для захвата и транспортировки ее транспортным роботом (не показан).
На основании 4 установлены механизм 15 передачи деталей из кассеты в зону обработки с пневмоцилиндром 16 и электромагнитным золотником 17, толкатель 18 и электрический датчик
19установки кассеты, датчик 20 наличия детали и датчик 21 размера детали, входящие в состав системы 3 управления.
Датчик 19 расположен в установочной плоскости 5 основания, датчик
20- на позиции захвата заготовки роботом, датчик 2 - перед вышеуказанной позицией на кронштейне 22 и приподнят над плоскостью лотков 10 на высоту, равную диаметру заготовки.
Разгрузочно-загрузочное устройство работает следующим образом.
Загрузка кассеты заготовками осуществляется на заготовительном участке, либо на складе, а транспортировка ее производится транспортным роботом либо штабелером с программным управлением с захватом с помощью вилочного захвата за проушины 14 кассеты. При этом вал 11 кулачками 12 запирает лотки 10, удерживая заготовки 8.
При установке кассеты на основание 4 установочные элементы позиционируют ее, а толкатель 18, воздействуя на рычаг 13, проворачивает вал
11с кулачками 12, которые освобождают проход заготовок по наклонным лоткам к механизму 15 передачи деталей из кассеты в зону обработки 15 под действием гравитационных сил.
При установке на основание 4 кассета включает ; датчик 19 установки кассеты, производящий включение приводов механизмов . При этом срабатывает электромагнитный золотник 17, включающий пневмоцилиндр 16. Механизм 15 передачи деталей начинает пропускать х по одной заготовке на позицию захвата роботом.
Скатываясь по лоткам, заготовка
поочередно включает датчик 20 наличия детали и датчик 21 размера дета- ли, дающие команду роботу 1 взять заготовку и загрузить в станок 2, а после обработки установить обработанную деталь в кассету 7 сверху на лотки 10..
Если обработка заготовок производится со снятием припуска по наружному диаметру, датчик 21 размера входит в состав системы управления комплексом в качестве контактного устройства. В этом случае после обработки последней заготовки на позицию захвата роботом из кассеты вьжатьшается обработанная деталь, которая не включает датчик 21, поскольку ее диаметр меньше диаметра заготовки. При этом робот берет деталь с позиции захвата, укладывает обратно в кассету сверху, отходит в исходную позицию, а устройство отключается.
Если обработка заготовок, производится со снятием припуска по торцам либо по внутреннему диаметру, датчик 21 входит в состав системы управления комплексом в качестве источника электрических импульсов, которые образуются при прохождении заготовок, а отключение устройства производится по сигналу счетчика этих импульсов после обработки последней заготовки.
После отключения устройства сис- тема управления вызьшает транспортный робот для транспортировки кассеты с деталями на склад готовой .продукции либо к следующему комплексу.
В момент снятия кассеты 7 с основания 4 детали удерживаются в лотках 10 механизмом 15 передачи деталей в зону обработки. Как только толкатель 18 перестает воздействовать на рычаг 13, вал 11 проворачивается и кулачки 12 запирают лотки. Дпя того, чтобы компенсировать разницу в диаметрах заготовок и деталей и обеспечить заклинивание вала 11 набежавшими деталями, профиль кулачков 12 вьшолнен по логарифмической спирали.
Формула изобретения
Разгрузочно-загрузочное устройство, содержащее-основание, съемную кассету с механизмом запирания, механизм передачи деталей из кассеты в
fO
15
рабочую зону с приводом, механизм передачи деталей из рабочей зоны в кассету с приводом и систему управления, включающую датчик установки кассеты на -основание, связанный с приводами перемещения механизмов передачи деталей, отличающееся тем, что, с целью экономии производственной площади, система управления снабжена датчиком наличия детали, установленным в рабочей зоне и связанным с приводом перемещения механизма передачи деталей из рабочей зоны в кассету, и датчиком размера детали,расположенным на выходе кассеты и связанным с приводами перемещения механизмов передачи деталей, при зтом кассета выполнена в виде соединяющихся наклонных лотков. ,
фиг. г
6-6
Редактор М.Товтин
Составитель Л.Пыжикова
Техред н.Глущенко Корректор Е.Рошко
Заказ 2385/11 Тираж 786Подписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Разгшская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
цзиг.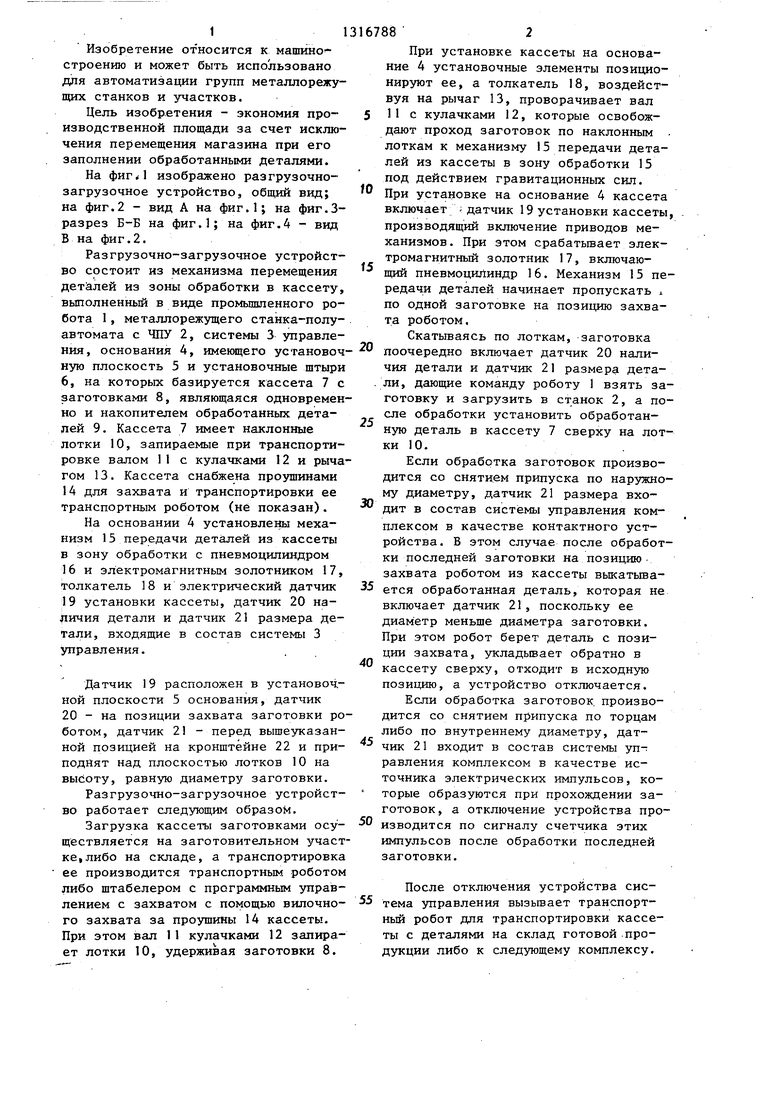

| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочно-разгрузочное устройство | 1988 |
|
SU1569179A1 |
| Манипулятор | 1985 |
|
SU1331638A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU381497A1 |
| Автооператор | 1969 |
|
SU344701A1 |
| АВТОМАТ ДЛЯ ОБРАБОТКИ ПЛОСКИХ МАЛОГАБАРИТНЫХДЕТАЛЕЙ | 1968 |
|
SU222133A1 |
| Магазин-накопитель | 1986 |
|
SU1404263A1 |
| Загрузочное устройство | 1974 |
|
SU618255A1 |
| Манипулятор | 1987 |
|
SU1549745A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1988 |
|
SU1516198A1 |

Изобретение относится к области машиностроения и может быть использовано для автоматизации групп металлорежущих станков и участков. Целью изобретения является экономия производственной площади. При установке кассеты 7 на основание 4 срабатывает датчик установки кассеты 19, дающий команду на включение механизма перемещения деталей из кассеты в рабочую зону 15, который начинает пропускать по одной заготовке на позицию захвата роботом 1. Скатываясь по лоткам, заготовка поочередно включает, датчик 21 наличия детали и датчик 20 размера детали, дающие команду роботу 1 взять заготовку и загрузить в станок 2, а после обработки установить обработанную деталь из кассеты 7 сверху на лотки 10. После обработки последней заготовки на позицию захвата роботом из кассеты вы- катьшается обработанная деталь, которая не включает датчик устройство отключается. 4 ил. S СЛ СО о: -vj 00 сх № 4 QJUl.J
| Загрузочно-разгрузочное устройство | 1983 |
|
SU1151421A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
