/
со со 00
Изобретение относится к машиностроению и может быть использовано для автоматизации комплекса холодной штамповки с гибко перестраиваемой технологией.
Цель изобретения - расширение технологических возможностей путем гибкой перестройки на изготов тение другой детали или группы деталей, обеспечение обработки параллельными потоками без перепланировки, повышение производительности пуданную деталь, и обеспеченный штампом, доставленным транспортным роботом 25 с центрального склада своим транспортным путем, роботом-наладчиком 21 производит однооперационную штамповку деталей, попадаюших в унифицированную тару 24, как справа, так и слева по направляющим весового лотка, закрепленного на шиберном устройстве 6.
В случае технологической необходимое- тем уменьшения времени на переналадку. Ю ти по команде от ЭВМ, подк тючаются дру- На фиг. 1 изображен автоматизированный гие автоматизированные модули, связанные
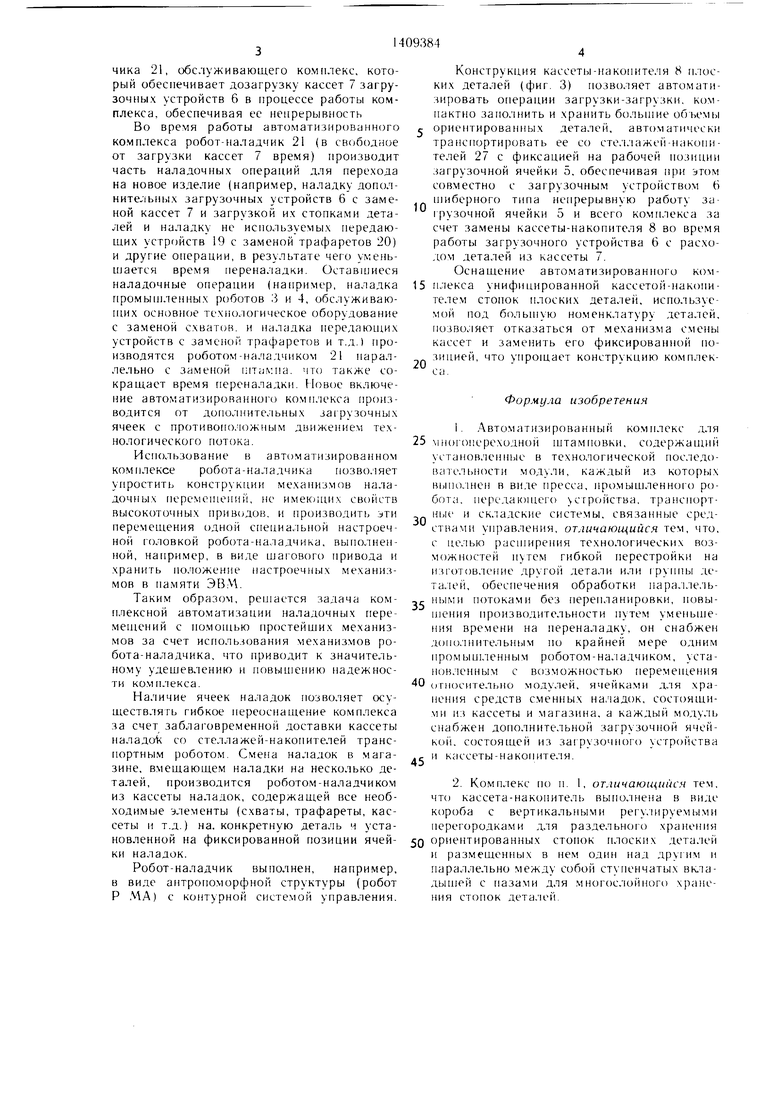
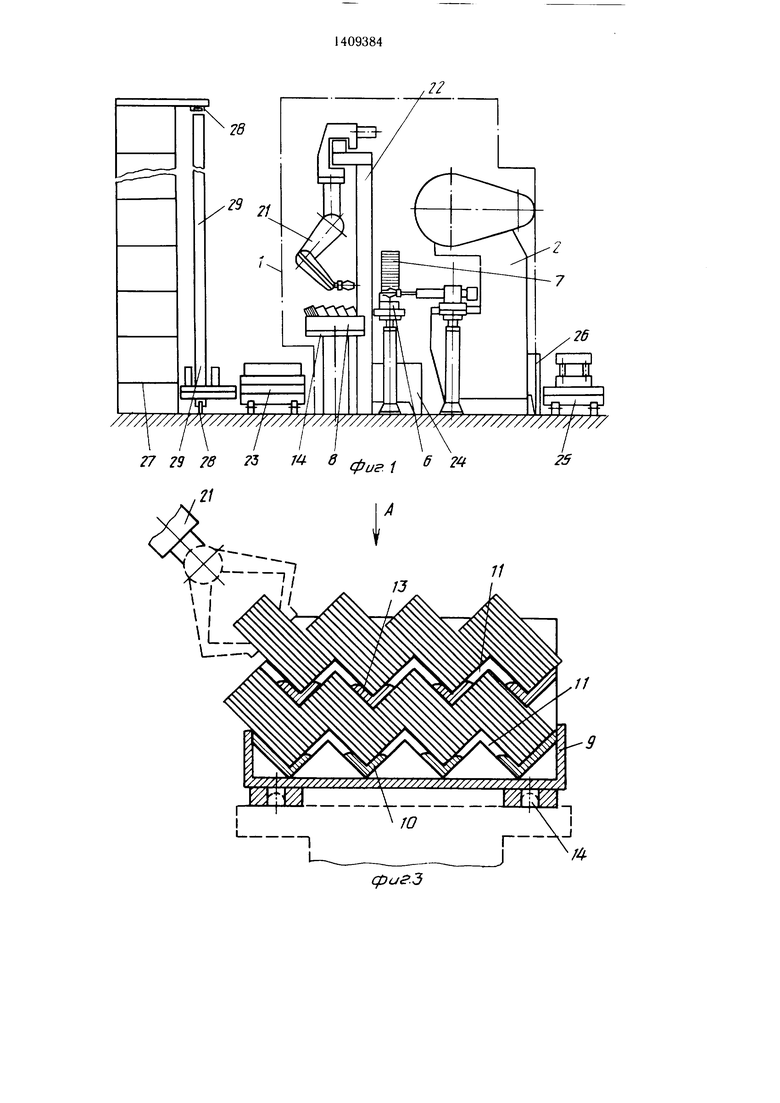
передающими устройствами 19, обеспечивая двух-, трех- и т.д. многооперационную штамповку, путем создания линии необхо- на фиг. 4 - вид по стрелке А на фиг. 3. димой протяженности.
Автоматизированный комплекс для мно-Отштампованные детали попадают в унифицированную тару 24 и транспортным роботом 23 доставляются на стеллаж-накопитель 27 готовых деталей, а на место тары доставляется новая пустая тара.
виде пресса 2 и роботов 3 и 4 соответствен- 20 Каждый пресс имеет встроенный меха- но подачи и съема заготовок, загрузочныенизм автоматической подачи н фиксации
штампа (не показан) и механизм удаления отхода в унифицированную тару 26, которая забирается и увозится транспортным
комплекс для многопереходнои штамповки; на фиг. 2 - то же, вид в плане; на фиг. 3 - кассета-накопитель для плоских деталей;
гопереходнои штамповки, управляе.мыи от ЭВЛ и микропроцессоров, содержит автоматизированные технологические модули (ATM) I, каждый из которых выполнен в
ячейки 5, каждая из которых включает за грузочное устройство 6 шиберного типа, оснащенное с.менными кассетами 7 под конкретную деталь, и кассету-накопитель (КН) 25 роботом 25.
8, состоящую из короба 9 с базовыми отверс- тия.ми, ступенчатый вкладыш 10 с паза.ми И. регулируемые перегородки 12, дополнительный вкладыш 13, установ тенный на фиксированной позиции 14, ячейки 15 смежных
де несущей конструкции с фиксированными позициями 18 иод сменные наладки (кассеты, схваты и др.). ATM 1 объединены между собой передающими устройствами 19 со сменными трафаретами 20, роботом-наладчиком 21, перемещающимся по порталу 22, транспортным робото.м 23, доставляющим КН 8 с плоскими деталями, кассету 16 наладок и унифицированную тару 24,
пителями 27, по направляющим 28 которых перемеПхается штабелер 29. Стеллажи 27 предназначены для хранения кассет КН 8, кассет 16 наладок и унифицированной тары 24. Штабелер 29 по команде от ЭВМ захватывает КН 8 с заготовками, уложенными стопками, из стеллажа 27 и устанавливает
Переход на другие технологические операции осуществляется следующим образом.
/1ополнительный робот производит замену кассеты 7 на загрузочном устройстве наладок, состоящие из кассеты 16 наладок 30 6 и схватов на роботах 3 и 4, обслуживаю- и магазина 17 наладок, выполненного в ви- щих основное технапогическое оборудование трафаретов 20 на передающем устройстве 19. Затем дополнительный робот, оснащенный настроечной головкой, производит настройку механизмов, наладочных пере- 5 мещений роботов, загрузочных устройств, передающих устройств по программе, составленной на конкретную деталь. Эта работа осуществляется роботом-наладчиком 21 через .магазин 17 наладок, из которого он транспортным роботом 25, доставляющим 40 берет необходимые сменные элементы и ус- щтампы и удаляющим унифицированную танавливает на него снятые сменные эле- тару 26. Транспортный робот 23 обеспе- менты, производя при этом необходимую чивает связь ATM 1 со стеллажами-нако- замену своих схватов и приспособлений из
того же магазина 17 по заданной программе. Одновременно с этими операциями происходит смена штампов.
После настройки комплекса дополнительный робот-наладчик 21 осуществляет операцию загрузки кассеты 7 загрузочного устройства 6 стопками ориентированных де- ее на транспортный робот, который достав- Q талей из кассеты-накопителя 8 до полной ляет КН 8 на фиксированную позициюзагрузки.
ATM 1. Затем происходит замена пустойПосле завершения перестройки комплеккассеты-накопителя на кассету с деталями.са включается автоматизированный модуль
Дополнительный робот-наладчик 21 осу- штамповки по соответствующей программе ществляет операции загрузки кассеты 7 ши- с постоянным учетом расхода деталей из берного устройства 6 стопками ориентиро- 55 кассеты 7 загрузочного устройства 6 и вво- ванных деталей из кассеты-накопителя 8. дом коррекции величины уровня стопы де- Автоматизированный технологический талей загрузочного устройства в систему модуль 1, предварительно настроенный под управления дополнительного робота-налад 45
чика 21, обслуживающего комплекс, который обеспечивает дозагрузку кассет 7 загрузочных устройств 6 в процессе работы комплекса, обеспечивая ее непрерывность
Во время работы автоматизированного комплекса робот-наладчик 21 (в свободное от загрузки кассет 7 время) производит часть наладочных операций для перехода на новое изделие (например, наладку дополнительных загрузочных устройств 6 с заменой кассет 7 и загрузкой их стопками деталей и наладку не иснользуемых передающих устройств 19 с заменой трафаретов 20) и другие операции, в результате чего умень- njaeTCH время переналадки. Оставшиеся наладочные операции (например, наладка промышленных роботов ,3 и 4, обслуживающих основное технологическое оборудование с заменой схватов, и наладка передающих устройств с заменой трафаретов и т.д.) производятся роботом-наладчиком 21 параллельно с заменой lilт; :na. что также сокращает время переналадки. Новое включение автоматизированного комплекса производится от дополнительных загрузочных ячеек с противоположным движением технологического потока.
Использование в автоматизированном комплексе робота-наладчика позволяет упростить конструкции меха1шзмов нала- дoчFlыx перемещений, не имеющих свойств высокоточных приводов, и производить эти пере.мешения судной специальной настроечной головкой робота-наладчика, выполненной, например, в виде шагового привода и хранить ноложение настроечных механизмов в памяти ЭВМ.
Таким образом, решается задача комплексной автоматизации наладочных перемещений с номоншю простейших механизмов за счет иснользования механизмов робота-наладчика, что приводит к значительному удешевлению и повышению надежности ко.мплекса.
Наличие ячеек наладок позволяет осуществлять гибкое нереоснащение комплекса за счет заблаговременной доставки кассеты наладо К со стеллажей-накопителей транспортным роботом. Смена наладок в .магазине, вмещающем наладки на несколько деталей, производится роботом-наладчиком из кассеты наладок, содержащей все необходимые элементы (схваты, трафареты, кассеты и т.д.) на. конкретную деталь и установленной на фиксированной позиции ячейки наладок.
Робот-наладчик выполнен, напри.мер, в виде антропоморфной структуры (робот Р A) с кор1турной системой управления.
0
5
0
5
0
5
0
5
Конструкция кассеты-накопителя 8 плоских деталей (фиг. 3) позволяет автоматизировать о 1ерации загрузки-загрузки, компактно заполнить и хранить большие объемы ориентированных деталей, автоматически транспортировать ее со сте,1. 1ажей-нак(.)11и- телей 27 с фиксацией на рабочей позиции загрузочной ячейки 5, обеспечивая при этом совместно с загрузочным устройством 6 шиберного типа непрерывную работу загрузочной ячейки 5 и всего комнлекса за счет замены кассеты-накопителя 8 во время работы загрузочного устройства 6 с расходом деталей из кассеты 7.
Оснашение автоматизированного комплекса унифицированной кассетой-накопителем стопок плоских деталей, используемой под больп1ую номенклатуру деталей, позволяет отказаться от механизма смены кассет и заменить его фиксированной позицией, что упрошает конструкцию комплекса.
Формула изобретения
1. Авто.матизированный комнлекс для многонереходной njTaMnoBKH, содержащий установленные в технологической последо- Bin е,тЬ)Ности модули, каждый из которых вьшолнен в виде пресса, нромышленного робота, передающего устройства, транснорт- ные и ск,1адские системы, связанные средствами управления, отличающийся тем, что, с целью расширения технологических возможностей иутем гибкой перестройки на изг,)товление другой детали или группы деталей, обеспечения обработки параллельными потоками без перепланировки, новы- ше1шя производительности путем уменьшения времени на переналадку, он снабжен д()11о,:1нительным по крайней мере одним промышленным роботом-на:1адчиком, уста- новленны.м с возможностью перемен1.ения 1)гн()сительно модулей, ячейками для хранения средств сменных на.чадок, состоящи- .ми из кассеты и магазина, а каждый моду,ль снабжен дополнительной загрузочной ячейкой, состоящей из загрузочного устройства и кассеты-на коп ите.ля.
2. Комплекс по п. 1, отличающийся тем, что кассета-накопитель выполнена в виде короба с вертикальными регулируемыми перегородками для раздельного хранения 50 ориентированных стопок плоских деталей и размешенньгх в нем один над другим и гшраллельно между собой ступенчатых вкладышей с пазами для многослойного хранения стопок дета, 1ей.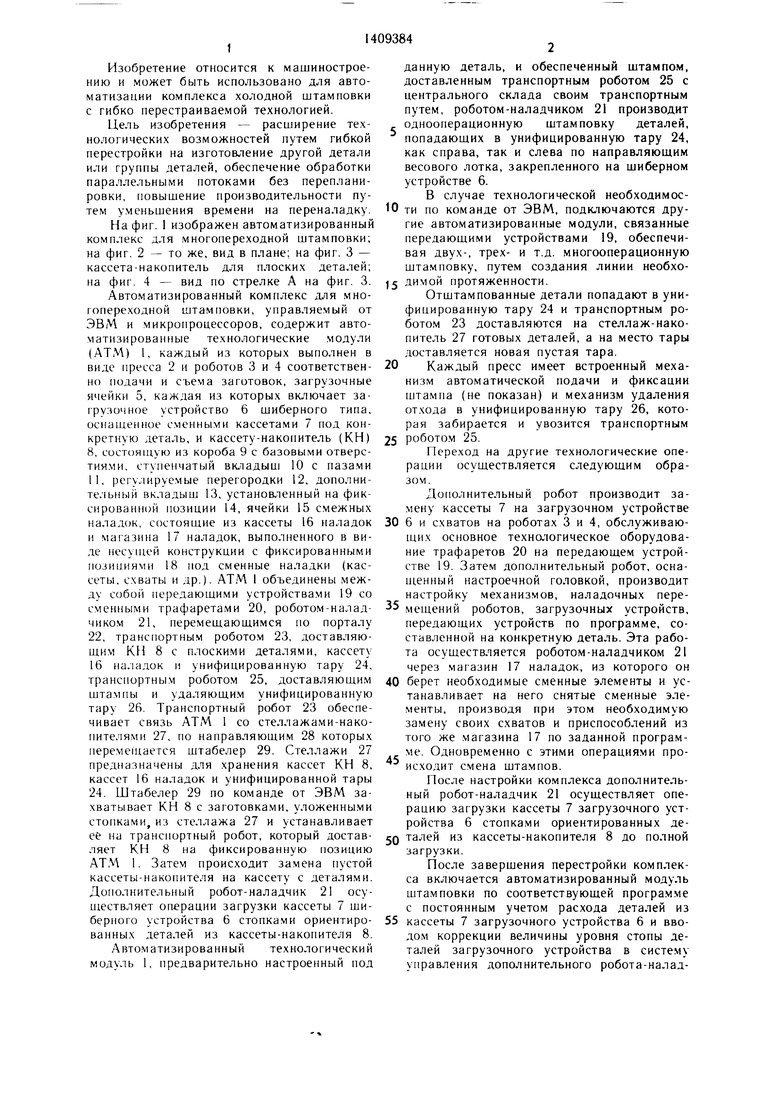
| название | год | авторы | номер документа |
|---|---|---|---|
| Подающее устройство к промышленному роботу | 1984 |
|
SU1273204A1 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1549649A1 |
| Гибкая производственная система листовой штамповки | 1991 |
|
SU1796325A1 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1338935A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1988 |
|
SU1516198A1 |
Изобретение относится к области машиностроения и может быгь использовано для авто.матизации ко.мплекса .холодной штамповки с гибко нерестраиваемой технологией. Цель - расигирение те.чнолог ичес- ки.х возможностей путем гибкой перестройки на изготовление другой детали или группы деталей, обеспечение обработки параллельными потоками без перепланировки, повышение нрои.зводительности путем у.мень- шения времени па переналадку. Ко.мплекс, управляемый от ЭВМ и микропроцессоров, состоит из автомсП и: ированны.ч те.хнологи- чески.х модулей (..l) 1, содержащи.х пресс 2, роботы подачи 3 и с 1,ема 4 заг отовок из загрузочны.х ячеек 5, содержащих заг рузоч- ное устройство 6, оснащенное сменными кассетами 7 под конкретную деталь, и кассету-накопитель (КН) 8. .l 1 об1.еди- нень между собой передающими устройствами 19, роботом-наладчиком 21, нере- мешакици.мся по порта.у 22, транспортны.м юботом 23, доставляющим КН 8 с нлос- кчмп деталя.мп кассеты 16 наладок, унифи- цироианпую тару 24, транспортньгм роботом 2г. доставляющим штампы п уда. тющим уни|}1И ифованную тару 26. Трапспортньп робо; 23 обеспечивает связь . Т 1 со сте, 1- лажа.ми-накоппте.чямп 27, по направ.чяю- IIUIM 28 которых 11е)сме1цаетси П1табе. 29. (те.1лажп-нак(.ч ители 27 предназначены дли хранения КН 8, кассет 16 на, 1адок, уни- 4)ипмро1 анно 1 тары 24. Штабе. 1ер 29 по ко- мар|де от ЭB. за.хватывает КН 8 с 3art)Tt)B- ками. .;1оженн1 1мп стопками из сге.т.чажа- накопигеля 27, и устанавливает ее на транс- робот, который доставляет КН 8 на фикси()ованпую позицию .ЛТЛ 1. Происходит за.мепа пустой кассеты-накопите, 1я на кассет) с де1а:1Я.ми. Дополните.мьный ро- бот-1 а, 1,1Дчик 21 ос 1иеств,пиет операции .3ai()4iKM кассеты загрузочного устройства 7 си. пками о 1иентирова1Щ1)1.х дета.кч из КН 8. .АТЛ 1, предва)ите, 1ьпо насгроеппьп под .1анную дета. 1ь робот1)М-паладчиком 21, роизиодит однооперационп ю штамповкх дета. 1ей. 1 з.п. ф-лы, 4 ил. S (Л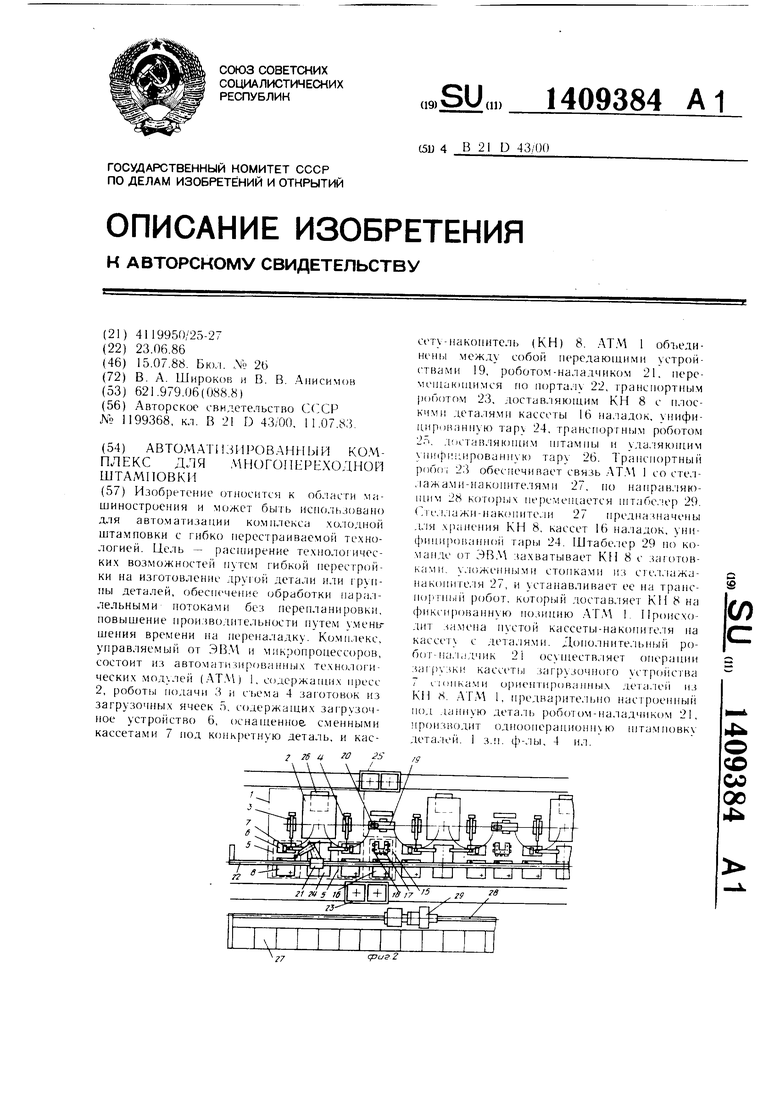
сриг.З
-/
-12 -/
-12
-12 -12
сригЛ
| Роботизированный комплекс для многопереходной штамповки | 1983 |
|
SU1199368A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
