US.1
Изобретение относится к промышленности строительных материалов, касается области оборудования по вырезанию фигурных стекол, в частности, очковых.
Цель изобретения - повьшение точности управления.
На фиг. 1 приведена схема устройства для управления подачей заготовки стекла в станок для вьфезки фигурных стекол; на фиг. 2 - циклограмма его работы; на фиг. 3 - схема приво да валкового транспортера и направление подачи заготовки стекла.
Устройство содержит подающий стол 1 для подйчи заготовки 2 стекла в валковый транспортер, состоящий из первой 3 и 4 и второй 5 и 6 пар транспортирующих валков (валок 3 является поджимным) , опорный стол 7 J, механизм вьфезания в виде копира 8 и консольной режущей головки 9, механический упор 10, удерживаемый в верхнем положении пружиной 11, установленный с. возможностью взаимодействия с электромагнитом 12, датчик 13 наличия заготовки стекла, установленный с возможностью взаимодействия с верхним поджимным валком 3 посредством штанги 14, реле времени 15,, задатчик 16 времени, ключ 17, источник 18 питания, двигатель 19, водило 20 и крест 21 мальтийского механизма, ведущая 22 и ведомые 23 шестерни привода.
Устройство работает следующим образом.
Заготовку 2 стекла произвольно I вручную подают по столу 1 в первую ; пару транспортирующих валков 3 и 4. Верхний поджимной валок 3 при попадании под него стекла 2 поднимается и посредством штанги 14 воздействует на датчик 13 наличия заготовки, который подает сигнал на реле 15 времени, служащее для задержки срабатывания электромагнита 12. Время задержки S срабатывания электромагнита 12 задается задатчиком 16 времени и определяется согласно циклограме (фиг.2) следующим образом SMHH ,йкс
гр
макс , где S - время задержки;
trp - время одного перемещения; СОРТ - время остановки транспортирующей системь ;
0
5
0
5
0
S
0
5
0
5
Р - период перемещения ( + «t).
-OtT
Например,
,3c. ,45 с ,3 с + 0,45 с 0,75 с 0,3 с + 0,75 с ,45 с -t- 0,75 с 1,05 с.
Так как заготовка 2 может попадать в транспортирующие валки 3 и 4 в любой момент их вращения, то за первое перемещение заготовка 2 передвинется на расстояние меньшее или равное шагу полного перемещения. Во время второго перемещения заготовка 2 упирается в упор 10, удерживаемьй в верхнем положении пружиной 11 и останавливается, а нижний ведущий валок 4, продолжая вращаться, пробуксовьгеает. Расстояние А от первой пары валков 3 и 4 до упора 10 выбрано равным щагу перемещения Т с той целью, чтобы возможные царапины на стекле 2 от пробуксовки валка 4 находились между вырезаемыми стеклами, т.е. на удаляемой части стекла. В очередной момент остановки вращения транспортирующих валков реле 15 времени подает сигнал на ключ 17. Ключ 17 открывается и подает напряжение питания от источника 18 питания на электромагнит 12. Электромагнит 12 срабатывает и притягивает нижнее плечо упора 10, убирая упор 10 с пути движения заготовки 2. Таким образом, очередной цикл перемещения заготовки.2 будет полным, так как надежный захват ее валками 3 и 4 уже обеспечен, и заготовка 2 начнет перемещаться с конкретной позиции, определяемой местом расположения упора 10.-
Использование изобретения в стекольной промышленности позволяет снизить количество брака и повысить качество продукции. Указанный положительный эффект достигается тем, что возможные царапины образуются на удаляемой части стекла.
Формула изобретения
Устройство для управления подачей заготовки в станок для вырезки фигурных стекол, содержащее привод валкового транспортера, поджимной валик, механизм вырезания с копиром и режущей головкой орган управления, и источник питания, отличающеес я тем, что, с целью повышения точности управления, в него введены датчик наличия заготовки, реле времени с задатчиком, ключ и электромагнит с механическим упором для заготовки, причем датчик наличия заготовки через реле времени подключен к одному входу ключа, другой вход которого подключен к источнику хтитания, выход ключа соединен с электромагнитом, а датчик наличия заготовки механически связан с поджимным валиком.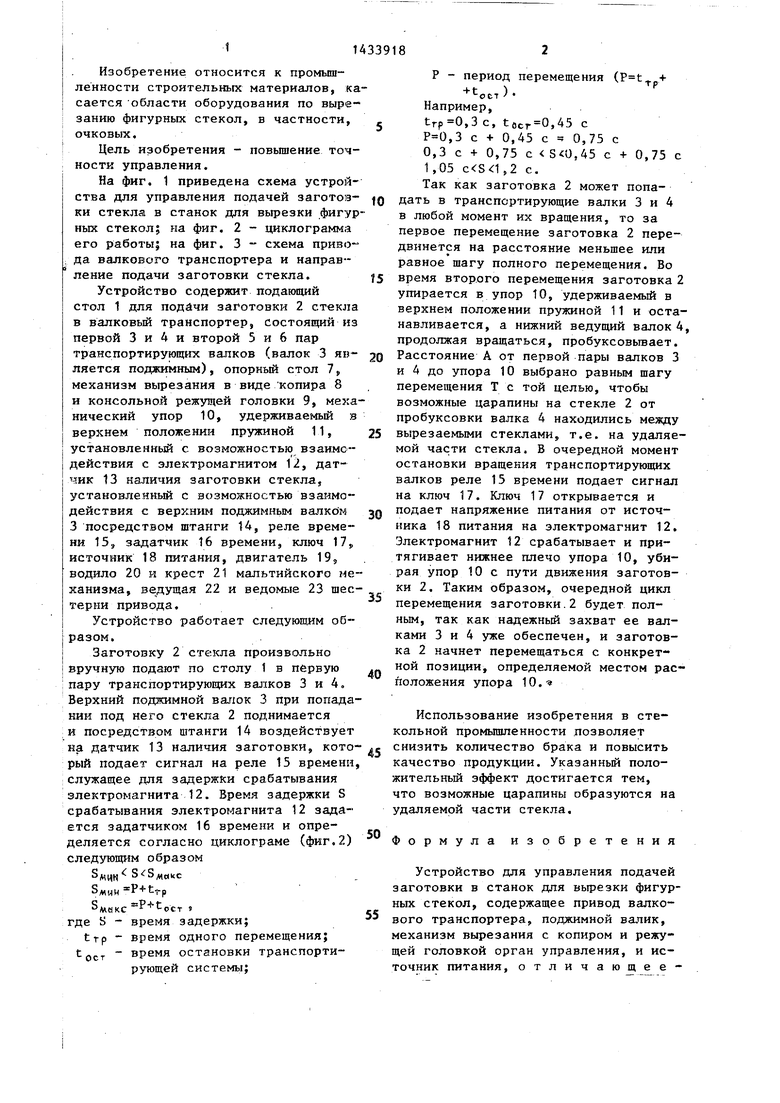
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления станком для вырезки фигурного стекла | 1988 |
|
SU1578088A1 |
| Станок для вырезки фигурных стекол | 1972 |
|
SU438620A1 |
| Устройство для вырезания фигурных стекол | 1976 |
|
SU652129A1 |
| Устройство для фигурной резки стекла | 1981 |
|
SU952783A1 |
| Устройство для вырезания фигурных стекол | 1977 |
|
SU718381A1 |
| Устройство для вырезания фигурных стекол | 1984 |
|
SU1231020A1 |
| Устройство для вырезки фигурных стекол | 1981 |
|
SU990695A1 |
| Устройство управления станком для вырезки фигурных стекол | 1988 |
|
SU1662958A1 |
| Устройство для вырезания фигурного стекла | 1990 |
|
SU1749188A1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПЛАСТА ТЕСТА И ФОРМОВАНИЯ ИЗ НЕГО ТЕСТОВЫХ ЗАГОТОВОК | 2008 |
|
RU2408190C2 |
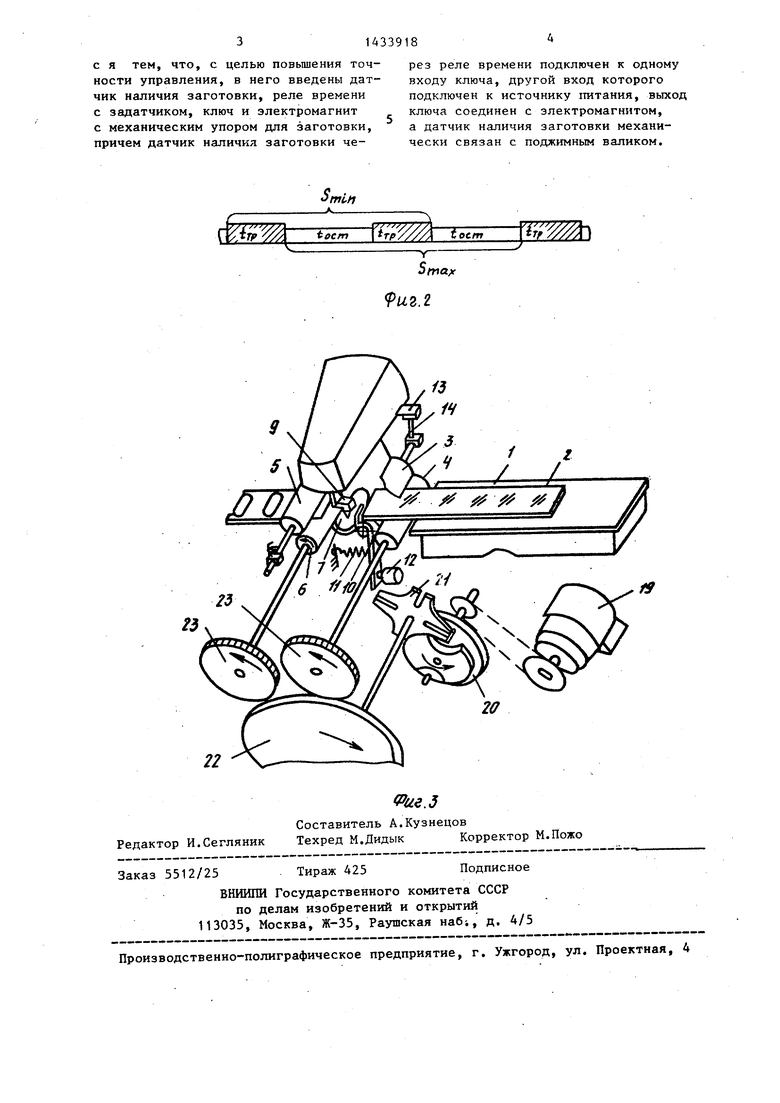
Изобретение относится к промышленности строительных материалов, позв /. воляет повысить точность управления. Оно содержит подающий стол 1 для подачи заготовки 2 стекла в валковый транспортер, состоящий из первой 3 и 4 и второй 5 и 6 пар транспортирующих валков, опорный стол 7, механизм вырезания в виде копира 8 и консольной режущей головки 9, механический упор 10, удерживаемый в верхнем положении пружиной 11, установленный с возможностью взаимодействия с электромагнитом 12 датчик 13 наличия заготовки стекла, установленной с возможностью взаимодействия с верхним поджимом валков 3 посредством штанги 14, реле 15 времени, задатчик 16 времени, ключ 17, источник 18 питания, двигатель, водило и крест мальтийского механизма, ведущая и ведомые шестерни привода. 3 ил. 0 (Л .t 4 00 09 00
rfe -g; ;;;-f
22
Редактор И.Сегляник
fPui.5
Составитель А.Кузнецов
Техред М.Дидык Корректор М.Пожо
Заказ 5512/25
Тираж 425
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб-., д. 4/5
tocm
-p
Sfria;r
9иг.2
Подписное
| УСТАНОВКА ДЛЯ ВЫРЕЗКИ ФИГУРНЫХ СТЕКОЛ | 0 |
|
SU220443A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Станок для вырезки фигурных стекол | 1972 |
|
SU438620A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
